|
ГОСТ Р ИСО 2702-93
ВИНТЫ
САМОНАРЕЗАЮЩИЕ СТАЛЬНЫЕ ТЕРМИЧЕСКИ ОБРАБОТАННЫЕ Общие технические условия ГОССТАНДАРТ РОССИИ Москва Предисловие 1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим
комитетом по стандартизации ТК 229 «Крепежные изделия» 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 2 сентября 1993 г. № 201 3. Настоящий стандарт
подготовлен на основе применения аутентичного текста международного стандарта
ИСО 2702-92 «Винты самонарезающие стальные термически обработанные.
Механические свойства» 4. ВВЕДЕН ВПЕРВЫЕ 5. ПЕРЕИЗДАНИЕ Содержание
Дата введения
1995-01-01 1 Область
применения
Настоящий стандарт распространяется на
термически обработанные винты с резьбой по ГОСТ Р ИСО 1478-93 и устанавливает требования
к механическим свойствам, соответствующие методы испытаний и правила приемки. 2
Нормативные ссылки
В настоящем стандарте использованы ссылки
на следующие стандарты: ГОСТ 2999-75
Металлы и сплавы. Метод измерения твердости по Виккерсу ГОСТ Р ИСО 1478-93 Резьба
самонарезающих винтов 3
Материал
Винты должны изготавливаться холодной высадкой
из углеродистой качественной конструкционной цементируемой стали. 4
Требования
4.1 Металлургические
требования
4.1.1 Поверхностная твердость Поверхностная твердость после
термообработки должна быть не менее: по Виккерсу 450 HV 0,3; по Роквеллу 83 HR N15. 4.1.2 Глубина цементированного
слоя должна соответствовать указанной в таблице 1. Таблица 1
4.1.3
Твердость сердцевины Твердость сердцевины после цементации
должна быть: 270-390 HV5 для резьб ST3,9; 270-390 HV10 для резьб ST4,2. 4.1.4 Микроструктура Микроструктура не должна иметь зоны свободного феррита между
цементированным слоем и сердцевиной. 4.2 Механические требования
4.2.1 Резьбообразующая
способность ' Винты должны образовывать сопрягаемую
резьбу при ввинчивании в испытательную пластину без деформирования собственной
по 6.2.1. 4.2.2 Сопротивление скручиванию Винты при испытании на скручивание по 6.2.2
должны выдерживать без разрушения крутящий момент, равный или больший
минимальных величин, указанных в таблице 3
для соответствующих размеров винтов. 5
Приемочный контроль
При обычном приемочном контроле выполняют
испытание винтов на ввинчивание или скручивание, или определяют твердость
сердцевины. При проверочных испытаниях должны быть
выдержаны все требования технических условий. 6 Методы
испытаний
6.1 Металлургические требования. Методы испытаний
6.1.1 Измерение твердости
поверхности Твердость поверхности (по Виккерсу)
должна измеряться в соответствии с требованиями ГОСТ 2999-75.
Вдавливание пирамиды должно проводиться на гладкой поверхности, предпочтительно
на головке винта. При отсутствии у винтов гладкой поверхности необходимых
размеров измерение следует проводить на образцах-свидетелях, изготовленных из
материала винтов и термообработанных совместно с винтами. 6.1.2 Измерение глубины
цементированного слоя (микроскопическое испытание) Глубина цементированного
слоя должна измеряться на боковой поверхности резьбы (на профиле резьбы) на
средней линии между вершиной и впадиной, для винтов до ST3,9 - во впадине резьбы. При проверочных испытаниях должна быть
составлена диаграмма микротвердости, для чего используется индентор Виккерса
или ПМТ-М1 - прибор для проверки твердости и нагрузка в 300 г на профиль резьбы
соответствующим образом подготовленного металлографического образца. Глубина
цементированного слоя должна заканчиваться точкой, где установленная твердость
выше на 30 HV фактической твердости сердцевины. 6.1.3 Измерение твердости
сердцевины Твердость сердцевины (по Виккерсу) должна
измеряться в соответствии с требованиями ГОСТ 2999-75
или ПМТ-М1 на середине радиуса поперечного сечения винта на достаточном
расстоянии от внутреннего диаметра резьбы. 6.1.4 Микроструктура Микроструктура проверяется с помощью
металлографического анализа. 6.2 Механические требования.
Методы испытаний
6.2.1
Испытание на ввинчивание Проверяемый винт (с
покрытием или без) должен ввинчиваться в испытательную пластину на полный виток
резьбы. Испытательная пластина должна
изготавливаться из низкоуглеродистой стали с содержанием углерода не более 0,23
%. Твердость пластины 130-170 HV (измеряется по ГОСТ 2999-75). Толщина пластины выбирается по таблице 2. Сверленое или пробитое отверстие под винт
в испытательной пластине должно развертываться до размеров, указанных в таблице
2. Таблица 2
Изготовитель
не несет ответственности за качество винтов, если покрытие винтов выполнено
заказчиком (или под его контролем) после поставки. Изготовитель
несет ответственность за разрушение резьбы, если доказано, что оно не вызвано
какой-либо последующей обработкой. Винты, с которых было удалено покрытие, не
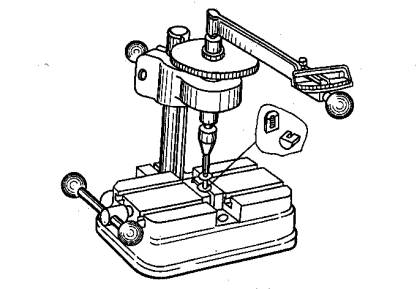
могут рассматриваться в качестве опытных образцов. 6.2.2 Испытание сопротивления скручиванию Стержень
проверяемого винта (с покрытием или без) зажимают в составной матрице с глухим
отверстием в соответствии с рисунком 1 или другом устройстве таким образом,
чтобы зажатая часть винта не была повреждена и не менее двух полных витков
резьбы выступали над зажимным устройством и не менее двух полных витков резьбы
(выше заходного конуса) удерживались в зажимном устройстве. Глухое отверстие
можно использовать в качестве зажимного устройства, если глубина отверстия
обеспечивает разрыв выше линии зажима. Устройство для
испытания сопротивления скручиванию
Рисунок 1 С помощью соответствующего тарированного инструмента для
измерения крутящего момента определяется момент, прилагаемый к винту до
появления разрушения. Сопротивление винта скручиванию должно
быть не менее значений, указанных в таблице 3.
Ключевые
слова: винты самонарезающие, общие
технические условия, требования к материалу, металлургические требования,
механические требования, методы испытаний | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|