|
|
ФГУП
«ЦЕНТР УПРАВЛЕНИЯ ФЕДЕРАЛЬНОЙ СОБСТВЕННОСТЬЮ» СХЕМЫ Часть II Сварка арматуры и закладных изделий,
строительно-монтажные работы по возведению каркасно-панельных Москва, 2002 год Применение
на территории Российской Федерации импортных строительных материалов В связи со случаями поставки на российский
рынок строительных материалов и изделий (поливинилхлоридные облицовочные
материалы, гипсокартонные листы, трубы и другие изделия) с показателями ниже
требований нормативных документов на аналогичную продукцию, действующую на
территории РФ, Минстрой России разъясняет. Применяемые в строительстве на территории РФ
импортные материалы и изделия должны соответствовать требованиям действующих
государственных стандартов и нормативных документов. Законодательством
предусматривается подтверждение такого соответствия сертификатами соответствия
или документом о качестве материалов и изделий поставщика. При отсутствии в России государственных
стандартов и нормативных документов на эти материалы и изделия и их поставке в
Россию по зарубежным стандартам необходимо в соответствии с постановлением
Минстроя России № 18-25 от 19.04.96 г. наличие Технического свидетельства
Минстроя России, подтверждающего пригодность продукции для ее применения в
строительстве. Минстрой России обратился с просьбой к органам
экспертизы и архитектурно-строительного надзора усилить контроль за соблюдением
указанного порядка. (Письмо Минстроя России от 12 февраля 1997 г. №
ЛХ-76/13) Разработаны ФГУП ЦУФС Минатома РОССИИ
Пояснительная записка
Схемы входного и операционного контроля
качества СМР составлены в соответствии с требованиями СНиП 3.01.01-85*
«Организация строительного производства». Схемы входного и операционного контроля
предназначены для линейных инженерно-технических работников, бригадиров и
рабочих, работников отдела контроля качества СМР, работников лабораторной,
геодезической и сварочной служб, осуществляющих самоконтроль, входной,
операционный и приемочный контроль качества СМР. Схемы могут быть использованы: - работниками служб по подготовке строительного
производства в качестве типовых для включения их в проекты производства СМР или
разработки на их основе схем, отражающих специфику конкретных проектов зданий и
сооружений; - работниками служб по подготовке кадров в
качестве учебного пособия при подготовке, переподготовке и повышении
квалификации рабочих и ИТР; - преподавательским составом высших и средних
технических учебных заведений при подготовке инженерно-технических работников
строительного профиля; - руководителями подразделений, основных
функциональных отделов и служб, а также руководством строительных организаций
при проверке знаний проектов и нормативных требований по качеству выполнения
СМР у линейного персонала, а также при осуществлении инспекционного контроля
качества СМР; - работниками авторского надзора проектных
организаций; - работниками технического надзора заказчика,
осуществляющими приемку выполненных работ, работниками служб
архитектурно-строительного надзора, федеральных и региональных центров по
лицензированию строительной деятельности и других организаций, осуществляющих
надзор за строительством. Схемы входного и операционного контроля
качества СМР составлены на основании требований строительных норм и правил,
государственных стандартов, технических условий, типовой проектной документации
и содержат: - основные требования к качеству применяемых
материалов, конструкций и деталей; - перечень операций, подлежащих контролю в
процессе выполнения строительно-монтажных работ; - перечень технических требований, подлежащих
соблюдению при выполнении строительно-монтажных работ; - схемы основных монтажных узлов; - основные требования к качеству при приемке законченных
этапов и видов работ. Строительные конструкции, изделия, материалы и
инженерное оборудование, поступающие на строительную площадку, должны пройти
входной контроль. Производители работ (мастера) обязаны проверять путем
внешнего осмотра и выполнения необходимых замеров соответствие качества
поступающих конструкций, изделий, материалов и инженерного оборудования
требованиям рабочих чертежей, государственных стандартов, технических условий. При выполнении входного контроля на
комплектовочных базах прорабу (мастеру) должны быть представлены документы
(паспорта, сертификаты, акты и т.д.), подтверждающие качество поставляемых
материалов и изделий. При возникновении сомнений в качестве поставляемых
материалов прораб (мастер) обязан потребовать контрольной проверки поступивших
материалов и изделий. Входной контроль должен предотвратить запуск в
производство материалов, конструкций и изделий, не соответствующих требованиям
проектной и нормативно-технической документации. На строительной площадке
входной контроль должен выполняться прорабом или мастером с привлечением в
необходимых случаях лабораторной и других служб. Операционный контроль должен осуществляться в
процессе выполнения строительно-монтажных работ и обеспечивать своевременное
выявление дефектов и причин их возникновения, а также своевременное принятие
мер по их устранению и предупреждению. При осуществлении операционного контроля должны
проверяться: - соблюдение заданной в проектах производства
работ и технологических картах технологии производства работ; - соответствие качества выполняемых работ
требованиям проекта и нормативно-технической документации. Операционный контроль должен осуществляться
производителем работ (мастером), инженером (лаборантом) строительной
лаборатории, геодезистом, работником сварочной службы или лаборатории сварки.
Участие той или иной службы в осуществлении операционного контроля должно быть
регламентировано технологической картой на конкретный технологический процесс. Приемочный контроль должен осуществляться по
завершении этапов или отдельных видов работ, а также ответственных конструкций.
Приемка оформляется актами освидетельствования скрытых работ, актами приемки
отдельных этапов или видов работ, а также ответственных конструкций. Приемка должна производиться прорабом, работниками
отдела контроля качества СМР с привлечением в необходимых случаях работников
лабораторной, геодезической или сварочной служб, и представителями технического
надзора заказчика. При осуществлении производственного контроля
надлежит пользоваться измерительным инструментом и приборами, прошедшими
метрологическую поверку в установленные сроки. Ссылки на нормативную литературу даны по
состоянию на 01.06.2002. Данные о новой нормативной документации и изменениях
действующей приводятся в информационных указателях Госстандарта и Госстроя
России. СВАРКА АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ПО ГОСТ 14098-91 И СТАЛЕЙ ПО ГОСТ 5264-80*
ПОДГОТОВКА СВАРОЧНЫХ МАТЕРИАЛОВГОСТ
9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия. ГОСТ 2246-70*
Проволока стальная сварочная. Технические условия. ГОСТ 9087-81* Флюсы
сварочные плавленные. Технические условия. ГОСТ
26271-84* Проволока порошковая для дуговой сварки углеродистых и
низколегированных сталей. Общие технические условия. ОСТ 95 10295-87 Материалы сварочные. Порядок
подготовки к сварке. ............................
Государственные стандарты и технические условия на сварочные материалы конкретных видов и марок. Подготовка сварочных материалов производится в
соответствии с требованиями государственных стандартов на сварочные материалы, ГОСТ
24297-87 «Входной контроль продукции. Основные положения» и технологической
документации, устанавливающей порядок подготовки сварочных материалов на
конкретном предприятии. Подготовка сварочных материалов в зависимости
от условий производства должна включать: - входной контроль, заключающийся в осмотре
упаковки, проверке наличия сопроводительной документации и ее соответствия поступившему
материалу, во внешнем осмотре сварочных материалов, проверке технологических
свойств материалов, в определении механических свойств стыковых сварных
соединений; - прокалку (сушку) электродов и флюсов,
очистку, намотку проволоки в кассеты для механизированных способов сварки; - учет, хранение и выдачу их в производство. Подготовка сварочных материалов к сварке в
зависимости от структуры предприятия проводится централизованно на участке
подготовки сварочных материалов или разрозненно. 1. Входной контроль сварочных материалов. Входной контроль сварочных материалов
производится в соответствии с требованиями ГОСТ 24297-87,
требованиями государственных стандартов и технических условий на сварочные
материалы конкретных видов и марок, требованиями ППСР и другой технологической
документации. 1.1 Электроды
покрытые металлические для ручной дуговой сварки (ГОСТ
9466-75*, ГОСТ
9467-75*) Покрытие электродов должно быть плотным,
прочным, без вздутий, пор, наплывов, трещин, за исключением поверхностных
продольных трещин и местных сетчатых растрескиваний суммарным числом не более
двух на электрод при протяжении каждой трещины или участка растрескивания не более
10 (15) мм для электродов диаметром до 4 мм включительно и не более 15 (20) мм
для электродов диаметром более 4 мм, и неровностей, за исключением местных
вмятин глубиной не более 50 % толщины покрытия в количестве не более 4 при
суммарной протяженности до 25 (35) мм на одном электроде, двух вмятин,
расположенных с двух сторон электрода в одном поперечном сечении, которые
принимаются за одну, если их суммарная глубина не превышает 50 % толщины
покрытия. На поверхности покрытия допускаются местные задиры, протяженностью не
более 15 мм при глубине не более 25 % номинальной толщины покрытия числом не
более двух (трех) на одном электроде (в скобках указаны значения, допускаемые
для 10 % контролируемых электродов). Разность толщины покрытия (е)
в диаметрально противоположных участках электрода не должна превышать
нижеследующих значений.
На отдельных электродах, суммарное количество
которых не должно превышать 10 % общего числа контролируемых электродов,
допускается: - отклонение длины зачищенного от покрытия
конца (l) от
номинального значения до ± 7,5 мм; - наличие на покрытии каждого электрода не
более двух поперечных надрывов размером не более половины длины окружности
покрытия, поверхностных следов слипания электродов, не более трех пор с
наружным размером не более 1,5 мм для электродов диаметром до 4 мм включительно
и не более 2,0 мм для электродов большего диаметра. Электроды должны быть упакованы в коробки или
пачки, на (в) которых должна иметься этикетка или маркировка, содержащая наряду
с другими данные по режимам сварочного тока в зависимости от диаметра
электродов и положения сварки, режим повторного прокаливания электродов. Каждая партия электродов должна сопровождаться
сертификатом. 1.2. Проволока
стальная сварочная (ГОСТ 2246-70*) Поверхность сварочной проволоки должна быть
чистой и гладкой, без трещин, расслоения, плен, закатов, забоин, раковин,
окалины, ржавчины, масла и других загрязнений. На поверхности проволоки
допускаются риски (в т.ч. затянутые), царапины, местная рябизна и отдельные
вмятины. Глубина указанных пороков не должна превышать предельного отклонения
по диаметру проволоки. Проволока поставляется в мотках, катушках или
кассетах и должна состоять из одного отрезка, свернутого неперепутанными рядами
и плотно намотанного таким образом, чтобы исключить возможность распушивания
или разматывания мотка. Концы проволоки должны быть легко находимы. Каждый
моток должен быть плотно перевязан мягкой проволокой не менее чем в трех
местах, равномерно расположенных по периметру мотка. Мотки проволоки одной
партии допускается связывать в бухты. Масса одного мотка или бухты не должна
превышать 80 кг. На каждом мотке (бухте, катушке, кассете)
должен быть металлический ярлык, на котором должны быть указаны: наименование
или товарный знак предприятия-изготовителя; условное обозначение проволоки;
номер партии, клеймо ОТК. Каждый моток (бухта, катушка) проволоки
диаметром 0,5 мм и менее должен быть обернут слоем бумаги и упакован в плотный
деревянный ящик по ГОСТ 18617-83* или другую тару согласно требованиям
нормативно-технической документации. Каждый моток (бухта, катушка) проволоки
диаметром свыше 0,5 мм должен быть обернут слоем бумаги, затем слоем полимерной
пленки, нетканных материалов или ткани из химических волокон. При
механизированной упаковке каждый моток проволоки должен быть упакован в
крепировальную бумагу или полимерную пленку с одновременным креплением
проволокой. На каждый упакованный моток (бухту, катушку) поверх упаковки должен
крепиться металлический ярлык, содержащий данные, приведенные выше. Каждая
партия проволоки должна сопровождаться сертификатом, в котором кроме данных,
содержащихся в ярлыке, должны указываться состояние поверхности проволоки;
химический состав в %; содержание ферритной фазы в %; результаты испытаний на
растяжение; масса проволоки нетто в кг. 1.3. Проволока
порошковая для дуговой сварки (ГОСТ
26271-84*) Поверхность
проволоки должна быть без вмятин, надрывов, без следов коррозии, масла и других загрязнений.
Допускаются продольные риски и следы волочильной смазки. Порошковая проволока изготовляется в мотках.
Каждый моток должен состоять из одного отрезка проволоки, свернутого
неперепутанными рядами и плотно увязанного таким образом, чтобы исключить
распушивание или разматывание мотка. Наружный конец проволоки должен быть легко
находим. Допускается наматывать проволоку на катушки по ГОСТ
25445-82. Проволоку принимают партиями. Партия должна
сопровождаться одним документом о качестве, в котором указывают: товарный знак
или наименование предприятия-изготовителя и товарный знак; условное обозначение
проволоки; номер партии; результаты испытаний проволоки, массу нетто проволоки;
дату изготовления, штамп ОТК. На каждом мотке (катушке) порошковой проволоки
должен быть укреплен ярлык, на котором указывают: условное обозначение; номер
партии; дату изготовления и штамп ОТК. Мотки (катушки) проволоки должны быть обернуты
в водонепроницаемую упаковочную бумагу по ГОСТ
8828-89 или помещены в мешки из полиэтиленовой пленки по ГОСТ 10354-82*.
Упакованные мотки (катушки) должны быть уложены в металлические барабаны со
сварными или закатными швами. Масса брутто упакованной проволоки должна быть от
40 до 100 кг. Для предупреждения увлажнения проволоки в каждый барабан должен
быть помещен силикагель в количестве 0,5 - 1 % от массы проволоки. На обечайку
каждого барабана должен быть наклеен ярлык, в котором кроме данных,
содержащихся в документе о качестве, указывается масса брутто барабана. Гарантийный срок хранения порошковой проволоки
в упаковке предприятия-изготовителя - 8 мес. со дня изготовления. 1.4. Флюсы сварочные
плавленные (ГОСТ 9087-81*) Флюсы должны поставляться в виде однородных
зерен с регламентированным содержанием инородных частиц (нерастворившихся
частиц сырьевых материалов, угля, графита, кокса, стружки, металлических
частиц). Во флюсе АН-348-А количество инородных частиц допускается не более 0,5
% от массы флюса, во флюсах АН-8 и АН-22 - не более 0,3 %. Цвет зерен флюса
АН-348-А - желтый и коричневый всех оттенков, АН-8 - такой же, АН-22 - желтый
всех оттенков и светло-коричневый. Влажность флюсов марки АН-8 не должна
превышать 0,08 %, остальных марок - 0,10 %. Флюс должен быть упакован в бумажные мешки по
ГОСТ 2226-88* или другую тару, обеспечивающую сохранность флюса при
транспортировании. Масса нетто одной упаковочной единицы от 20 до 50 кг. На
каждой упаковочной единице должен быть ярлык, содержащий: наименование и
товарный знак предприятия-изготовителя; марку флюса; массу нетто; номер партии;
обозначение ГОСТ 9087-81*; знак
«Боится сырости». Каждая партия флюсов должна сопровождаться документом о
качестве, содержащим кроме данных, включенных в ярлык, химический состав флюса,
дату изготовления и массу партии. 1.5. При поступлении
сварочных материалов на предприятие производится проверка упаковки и тары на соответствие
их требованиям нормативно-технической документации, а также проверка наличия
сертификатов. Результаты проверки актируются по установленной на предприятии
форме. При отсутствии сертификатов на сварочные
материалы, истечении гарантийного срока их хранения, наличии в ППСР или проекте
конкретных требований к качеству сварочных материалов последние могут быть
переданы в производство после проведения: - испытания стыковых сварных соединений на
растяжение до разрушения (ГОСТ
10922-90); - испытаний сварочных материалов на
соответствие конкретным требованиям ППСР или проекта. Перед сваркой ответственных конструкций,
подвергаемых в соответствии с требованиями ППСР или проекта радиографическому
или ультразвуковому контролю в объеме 25 % и более, сварочные материалы
подвергаются проверке на технологические свойства независимо от наличия сертификата. По результатам испытаний начальник сварочной
лаборатории или ответственный работник сварочной службы в журнале входного
контроля указывает области применения испытанных партий сварочных материалов. В
случае неудовлетворительных результатов испытаний сварочные материалы в
производство не допускаются. 2. Подготовка сварочных материалов. 2.1. Подготовка
электродов Электроды перед выдачей их в производство
должны быть прокалены по режимам, указанным на маркировке упаковочной тары.
Срок хранения после прокалки электродов не должен быть более 15 суток. При
большем сроке хранения электродов требуется их повторная прокалка. Прокалку
электродов не допускается производить более трех раз (не считая прокалки при их
изготовлении). При большем количестве прокалок электроды используются только
для сварки неответственных конструкций или проводятся повторные технологические
испытания. Дата каждой повторной прокалки должна быть проставлена в журнале
установленной формы. Технологические испытания электродов должны
проводиться по ГОСТ
9466-75*. При испытаниях контролируют: легкость возбуждения и стабильность
горения дуги, равномерность плавления электродов и правильность формирования
валиков шва, легкость удаления шлака, отсутствие в швах после тщательного
удаления шлака, брызг расплавленного металла и других загрязнений,
поверхностных трещин, надрывов и пор, сплошность углового шва. 2.2. Подготовка
сварочной проволоки Сварочная проволока стальная, а также
порошковая перед выдачей в производство должна быть очищена от следов ржавчины,
масла, окислов и других загрязнений. Подготовку сварочной проволоки к сварке,
намотку в кассеты, очистку и промывку проводят специально подготовленные,
обученные данным операциям и проинструктированные по технике безопасности
рабочие. Для предупреждения увлажнения порошковой
проволоки в каждый барабан или полиэтиленовый мешок должен быть помещен
силикагель в количестве 0,5 - 1 % от массы проволоки. Силикагель перед укладкой
должен быть просушен при температуре 150 - 200 °С. Синий или фиолетовый цвет
силикагеля указывает на допустимую его влажность. Если порошковая проволока хранилась в условиях
высокой влажности или, если это оговорено ППСР или проектом, перед сваркой ее
подвергают прокалке при температуре 230 - 250 °С в течение 2 - 3 часов для
удаления влаги и остатков волочильной смазки. Технологические свойства проволоки проверяют
наплавкой валика на пластину и сваркой таврового или стыкового соединения по ГОСТ
9466-75*. На поверхности валика или сварного шва не допускаются поры и
трещины. 2.3. Подготовка
флюсов Флюсы перед выдачей в производство должны быть
высушены при температуре 300 - 450 °С в течение одного часа (флюс АН-348-А) или
двух часов (флюс АН-22). Флюс после прокалки следует хранить в герметичной таре
(флягах) или в сушильном шкафу. Срок хранения флюсов в негерметичной таре не
должен превышать 15 суток. По истечении срока хранения после прокалки флюсы
перед сваркой должны быть просушены повторно по тому же режиму. Количество
сушек (прокалок) не ограничивается. Дата каждой прокалки и режим прокалки
должны быть проставлены в журнале. РУЧНАЯ
ДУГОВАЯ СВАРКА АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ
ГОСТ
9467-75* Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы. ГОСТ
9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ГОСТ
14098-91 Соединения сварные арматуры и закладных изделий железобетонных
конструкций. Типы, конструкция и размеры. ГОСТ
10922-90 Арматурные и закладные изделия сварные, соединения сварные
арматуры и закладных изделий железобетонных конструкций. Общие технические
условия. ГОСТ
23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных
конструкций. Ультразвуковые методы контроля качества. Правила приемки. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль качества электродов должен
осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
24297-87, ГОСТ
9467-75*, ГОСТ
9466-75*, требованиями технических условий на электроды конкретных видов и
марок, предусмотренных проектом, требованиями ППР (ППСР), технологических карт
и другой технологической документации, утвержденной в установленном порядке. Покрытие электродов должно быть плотным,
прочным, без вздутий, пор, наплывов, трещин, за исключением поверхностных
продольных трещин и местных сетчатых растрескиваний, протяженность которых не
превышает 3-кратный номинальный диаметр электрода, если минимальное расстояние
между ближайшими концами трещин или (и) краями участков местного сетчатого
растрескивания более 3-кратной длины более протяженной трещины или участка
растрескивания, и неровностей, за исключением местных вмятин глубиной не более
50 % толщины покрытия в количестве не более 4 при суммарной протяженности до 25
(35) мм на одном электроде, двух вмятин, расположенных с двух сторон электрода
в одном поперечном сечении, которые принимаются за одну, если их суммарная
глубина не превышает 50 % толщины покрытия. На поверхности покрытия допускаются
местные задиры, протяженностью не более 15 мм при глубине не более 25 %
номинальной толщины покрытия числом не более двух (трех) на одном электроде (в
скобках указаны значения, допускаемые для 10 % контролируемых электродов). Разность толщины покрытия (е)
в диаметрально противоположных участках электрода не должна превышать
нижеприведенных значений.
РУЧНАЯ ДУГОВАЯ СВАРКА ПРИХВАТКАМИ КРЕСТООБРАЗНЫХ СОЕДИНЕНИЙ
РУЧНАЯ ДУГОВАЯ СВАРКА МНОГОСЛОЙНЫМИ ШВАМИ НА СТАЛЬНОЙ
СКОБЕ-НАКЛАДКЕ С19-Рм
Для dн = 20 ... 25 мм S = 6 мм,
для dн = 28 ... 40 мм S = 8 мм.
На отдельных электродах, суммарное количество
которых не должно превышать 10 % общего числа контролируемых электродов,
допускается: - отклонение длины зачищенного от покрытия
конца l от
номинального значения до ± 7,5 мм; - наличие на покрытии каждого электрода не
более двух поперечных надрывов размером не более половины длины окружности
покрытия, поверхностных следов слипания электродов; не более трех пор с
наружным размером не более 1,5 мм для электродов диаметром до 4 мм вкл., и не
более 2,0 мм для электродов большего размера. Электроды должны быть упакованы в коробки или
пачки, на (в) которых должна иметься этикетка или маркировка, содержащая наряду
с другими данные по режимам сварочного тока в зависимости от диаметра
электродов и положения сварки, режим повторного прокаливания электродов. Каждая партия электродов должна сопровождаться
сертификатом. Сварочные работы следует производить по
утвержденному проекту производства сварочных работ (ППСР) или другой
технологической документации. К сварке стыков допускаются электросварщики,
аттестованные в соответствии с действующими Правилами аттестации сварщиков,
утвержденными Госгортехнадзором России, и имеющие удостоверение сварщика
установленного образца. При этом сварщики могут быть допущены к тем видам
сварочных работ, которые указаны в их удостоверениях. Руководство работами по сборке, сварке и
контролю качества сварных соединений должны осуществлять инженерно-технические
работники, имеющие специальную техническую подготовку, изучившие Правила,
рабочие чертежи, технологические процессы и другую необходимую НТД и прошедшие
аттестацию комиссии предприятия. Свариваемые поверхности конструкции и рабочее
место сварщика должны быть защищены от дождя, снега, ветра. При температуре
окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места
сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С -
оборудовать тепляк. РУЧНАЯ ДУГОВАЯ СВАРКА МНОГОСЛОЙНЫМИ ШВАМИ БЕЗ НАКЛАДКИ
РУЧНАЯ ДУГОВАЯ СВАРКА ШВАМИ С НАКЛАДКАМИ ИЗ СТЕРЖНЕЙ
Примечания: 1. Соединения арматуры классов A-IV, A-V, A-VI, Ат-IVK, Ат-УСК, Ат-V следует выполнять
со смещенными накладками. 2. Допускаются двусторонние швы длиной 4 dн для соединений арматуры классов A-I, A-II, A-III. 3. Соединения арматуры класса Ат-IVK допускаются только
из стали 20 ХГС, а класса Ат-V - марки 20ГС. Колебания напряжения питающей сети
электрического тока, к которой подключено сварочное оборудование, не должны
превышать ± 5 % номинального значения. Оборудование для ручной многопостовой
сварки следует питать от отдельного фидера. Покрытые электроды должны соответствовать
требованиям проекта, ГОСТ
9467-75*, ГОСТ
9466-75*, требованиям технических условий на электроды конкретных видов и
марок, предусмотренных проектом. При входном контроле электродов следует
установить наличие сертификата. При его отсутствии или истечении гарантийного
срока хранения электродов необходимо определять механические свойства стыковых
сварных соединений, выполненных с применением этих электродов. Перед выдачей в производство электроды должны
быть прокалены по режимам, указанным на маркировке упаковочной тары. Срок
хранения после прокалки электродов не должен быть более 15 суток. При большем
сроке хранения электродов требуется их повторная прокалка. Прокалку электродов не допускается производить
более трех раз (не считая прокалки при их изготовлении). При большем количестве
прокалок электроды используются только для сварки неответственных конструкций
или проводятся повторные технологические испытания. Дата каждой повторной прокалки должна быть
проставлена в журнале установленной формы. Технологические испытания должны проводиться по
ГОСТ
9466-75*. Для прокалки электродов должны использоваться
печи с температурой нагрева до 500 °С, которыми должны быть оборудованы склады
заводов, цехов и строительно-монтажных и комплектующих подразделений.
Прокаленные электроды следует хранить в сушильных печах при 45 - 100 °С или в
кладовых-хранилищах с температурой воздуха не ниже 15 °С и относительной
влажностью не более 50 %. Электроды должны храниться на стеллажах
раздельно по маркам. Каждый стеллаж должен иметь надпись с характеристикой
находящихся на нем электродов (марка, диаметр, номер партии, дата выпуска и
масса). РУЧНАЯ ДУГОВАЯ СВАРКА ШВАМИ БЕЗ ДОПОЛНИТЕЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ
ЭЛЕМЕНТОВ С23-Рэ
РУЧНАЯ ДУГОВАЯ СВАРКА ШВАМИ НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ
Примечание:
соединения арматуры классов Ат-V допускаются только из стали
марки 20ГС. Для выполнения монтажных
соединений арматурной стали разных классов следует применять электроды,
указанные в нижеследующей таблице.
При отсутствии электродов типов Э55 и Э60
дуговую сварку многослойными швами стали класса A-III, Ат-IIIC и Ат-IVC допускается выполнять электродами Э50А. Для ручной дуговой сварки следует использовать
источники постоянного сварочного тока универсальные или с падающей
характеристикой и сварочные трансформаторы на токи до 500А. Перед сборкой конструкций необходимо установить
соответствие чертежам КЖ классов стержневой арматуры, марок стали плоских
закладных изделий и соединительных деталей, а перед сваркой - также размеров и
точности сопряжения соединительных элементов. РУЧНАЯ ДУГОВАЯ СВАРКА ТАВРОВЫХ СОЕДИНЕНИЙ В ВЫШТАМПОВАННОЕ
ОТВЕРСТИЕ Т9-Рв
РУЧНАЯ ДУГОВАЯ СВАРКА ТАВРОВЫХ СОЕДИНЕНИЙ ВАЛИКОВЫМИ ШВАМИ В
РАЗЗЕНКОВАННОЕ ОТВЕРСТИЕ Т12-Рз
При dн £ 12 мм допускается выполнять соединения без
подварочного шва. Точность сборки выпусков арматурных стержней
должна соответствовать требованиям ГОСТ
10922-90 и ГОСТ
14098-91. Перелом осей стержней арматуры в стыковых
соединениях не должен быть более 12 мм на базе 250 мм. Отклонения установленных ГОСТ
14098-91 или указанных в нормативно-технической документации размеров
конструктивных элементов сварных соединений и их взаимного расположения не
должны превышать предельных, приведенных в нижеследующей таблице.
Перед сваркой арматурные стержни в месте
соединения следует зачищать на длине, превышающей на 10 - 15 мм сварной шов или
стык. При превышении регламентированных зазоров между
стыкуемыми арматурными стержнями допускается применение одной промежуточной
вставки длиной не менее 80 мм. Вставки следует изготовлять из арматуры того же
класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с
накладками превышение зазора должно быть компенсировано соответствующим
увеличением длины накладок. Длина выпусков арматурных стержней из бетона
конструкции должна быть не менее 150 мм при регламентированных нормативными
документами зазорах и не менее 100 мм при применении вставки. Для уменьшения несоосности стержней допускается
производить подогрев стержней до температуры 600 - 800 °С пламенем резака (на
расстоянии 70 - 100 мм от бетона) с последующим отгибом до соосного положения. Обрезка концов стержней или подготовка их
кромок электрической дугой не
допускается. Обрезку концов арматуры, а также нагрев
стержней для правки следует выполнять газо-кислородным пламенем. Сварку элементов конструкции следует
производить в надежно зафиксированном положении. Запрещается сварка выпусков арматурных стержней конструкций, удерживаемых краном. Для выполнения ручной сварки при отрицательной
температуре окружающего воздуха до минус 30 °С необходимо: - увеличивать сварочный ток на 1 % при
понижении температуры воздуха на каждые 3 °С (от 0 °С); - производить предварительный подогрев газовым
пламенем стержней арматуры до 200 - 250 °С на длину 90 - 150 мм от стыка,
подогрев стержней надлежит осуществлять после закрепления на них стальных скоб
или круглых накладок без разборки кондукторов, используемых для временного
закрепления монтируемых конструкций; - снижать скорость охлаждения выполненного
сварного соединения путем снятия инвентарных формующих элементов после
остывания сварного соединения до 100 °С и ниже. Допускается сварка стержневой арматуры при
температуре окружающего воздуха до минус 50 °С по специальной технологии,
разработанной в ППР и ППСР. Размеры и число наружных
дефектов в сварных соединениях не должны превышать указанных в нижеследующей
таблице.
Кромки плоских элементов закладных изделий
должны быть очищены от грата и шлака после огневой резки. На элементах арматурных и закладных изделий, а
также сварных соединений не должно быть отслаивающейся ржавчины и окалины,
следов масла и других загрязнений. Выполненные сварные соединения подлежат очистке
от шлака и от брызг металла. Наплавленный металл в соединениях и основной металл
в околошовных зонах не должен иметь трещин. Переход от наплавленного металла к
основному должен осуществляться без подрезов основного металла. Все кратеры
должны быть заварены. Не допускаются перерывы наплавленного металла и шлаковые
включения в нем, прожоги плоских элементов закладных изделий, свищи,
поверхностные поджоги основного металла и непровары. Средние значения предела
прочности С стыковых, тавровых и нахлесточных сварных соединений арматуры
должны быть не ниже приведенных в нижеследующей таблице.
Контроль соответствия качества выполненных
сварных соединений арматуры должен предусматривать внешний осмотр и комплекс
испытаний, проводимых в соответствии с ГОСТ
10922-90, ГОСТ
23858-79 и ГОСТ
7512-82. Сварные соединения арматуры, не удовлетворяющие требованиям этих
стандартов, необходимо вырезать. На место вырезанного стыка следует вварить
промежуточную вставку длиной не менее 80 мм с последующим ультразвуковым
контролем двух выполненных сварных соединений. Подварку допускаемых к
исправлению дефектов следует производить электродами диаметром 4 мм после
зачистки места дефекта абразивным инструментом и предварительного подогрева
стыка до 200 - 250 °С. Бетонирование конструкций до получения
результатов оценки качества сварных соединений не разрешается. Результаты
визуального осмотра и измерений должны быть оформлены актом. Приемку сварных соединений арматуры и закладных
изделий следует осуществлять партиями. Партия сварных стыковых соединений
должна состоять из однотипных по конструкции соединений арматурной стали одного
класса и диаметра, выполненных одним сварщиком по единой технологии.
Допускается включать в одну партию соединения, выполненные несколькими
сварщиками, при наличии исполнительной схемы сварки или их личного клейма на
соединениях, а также соединения стержней, отличающихся по диаметру не более чем
на один номер профиля арматуры. В одну партию включаются соединения,
выполненные протяженными швами, независимо от класса и диаметра арматуры. Объем
партии соединений не должен превышать 200 соединений. Не менее 10 из них
отбираются для визуального осмотра и измерений. Если хотя бы одно соединение не
будет соответствовать предъявленным требованиям, то проводят повторную проверку
удвоенного числа соединений, а затем, при аналогичных результатах, переходят к
поштучной приемке и исправлению. ВАННАЯ МЕХАНИЗИРОВАННАЯ СВАРКА ПОД ФЛЮСОМ В ИНВЕНТАРНОЙ ФОРМЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙГОСТ 2246-70*
Проволока стальная сварочная. Технические условия. ГОСТ 9087-81* Флюсы
сварочные плавленные. Технические условия. ГОСТ
26271-84* Проволока порошковая для дуговой сварки углеродистых и
низколегированных сталей. Общие технические условия. ............................. Технические
условия на сварочные материалы конкретных видов и марок. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ГОСТ
14098-91 Соединения сварные арматуры и закладных изделий железобетонных
конструкций. Типы, конструкция и размеры. ГОСТ
10922-90 Арматурные и закладные изделия сварные, соединения сварные
арматуры и закладных изделий железобетонных конструкций. Общие технические
условия. ГОСТ
23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных
конструкций. Ультразвуковые методы контроля качества. Правила приемки. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль качества сварочных материалов
должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
24297-87, ГОСТ 2246-70*, ГОСТ
9087-81*, ГОСТ
26271-84*, требованиями технических условий на сварочные материалы
конкретных видов и марок, предусмотренных проектом, требованиями ППР (ППСР),
технологических карт и другой технологической документации, утвержденной в
установленном порядке. Входной контроль сварочных материалов должен
включать в себя: осмотр целостности упаковки и тары, проверку наличия
документов о качестве, внешний осмотр материалов, проверку технологических
свойств и определение механических свойств стыковых сварных соединений. Подготовка сварочных материалов к сварке
включает в себя: прокалку (сушку) флюсов, очистку и намотку проволоки в
кассеты, учет, хранение и выдачу их в производство. Рекомендуемые и допускаемые марки
сварочной проволоки для сварки выпусков арматуры приведены в нижеследующей
таблице.
Рекомендуемые марки флюсов - АН-348-А, АН-8, АН-22.
СВАРКА ВЕРТИКАЛЬНЫХ СТЕРЖНЕЙ С8-Мф, С9-Мп
СВАРКА ГОРИЗОНТАЛЬНЫХ СТЕРЖНЕЙ С5-Мф
Геометрические параметры сварных соединений
горизонтальных арматурных стержней
Для механизированной ванной сварки стыковых
соединений следует использовать специализированный полуавтомат ПДФ-502 или
модернизированные полуавтоматы общего назначения и источники питания
постоянного тока, имеющие жесткую вольтамперную характеристику. Перед сваркой арматурные стержни в месте
соединения следует зачищать на длине, превышающей на 10 - 15 мм сварной шов или
стык. При превышении регламентированных зазоров между
стыкуемыми арматурными стержнями допускается применение одной промежуточной
вставки длиной не менее 80 мм. Вставки следует изготовлять из арматуры того же
класса и диаметра, что и стыкуемые стержни. Длина выпусков арматурных стержней из бетона
конструкций должна быть не менее 150 мм при регламентированных нормативными
документами зазорах и не менее 100 мм при применении вставки. Перелом осей стержней арматуры в стыковых
соединениях в плоскости, параллельной стенкам инвентарных форм, не должен быть
более 12 мм на базе 250 мм. Несоосность стыкуемых стержней не должна превышать
при номинальном диаметре стержней, мм: 20 ÷ 28 - 0,15 dн; 32 ÷ 40 - 0,10 dн; 45 ÷ 60
- 0,05 dн; 70 ÷ 80 - 0,03 dн. Отгиб стержней до соосного положения допускается производить после
подогрева их до температуры 600 - 800 °С пламенем резака. Обрезку концов
арматуры выпусков следует выполнять газо-кислородным пламенем. Резка электрической
дугой не
допускается. Сварочные соединения подлежат очистке от шлака
и от брызг металла. Наплавленный металл в соединениях и основной металл в
околошовных зонах не должен иметь трещин. Переход от наплавленного металла к
основному должен осуществляться без подрезов основного металла. Все кратеры
должны быть заварены. Не допускаются перерывы наплавленного металла и шлаковые
включения в нем, свищи, поверхностные поджоги основного металла и непровары. Размеры и число наружных
дефектов в сварных соединениях не должны превышать указанных в нижеследующей
таблице.
Средние значения предела прочности С сварных
соединений арматуры в зависимости от размаха значений их предела прочности в
выборке приведены в СОКК «Ручная дуговая сварка». ДУГОВАЯ МЕХАНИЗИРОВАННАЯ СВАРКА НА СТАЛЬНОЙ СКОБЕ-НАКЛАДКЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙГОСТ 2246-70*
Проволока стальная сварочная. Технические условия. ГОСТ
26271-84* Проволока порошковая для дуговой сварки углеродистых и
низколегированных сталей. Общие технические условия. ...........................
Технические условия на сварочные материалы конкретных видов и марок. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ГОСТ
14098-91 Соединения сварные арматуры и закладных изделий железобетонных
конструкций. Типы, конструкция и размеры. ГОСТ
10922-90 Арматурные и закладные изделия сварные, соединения сварные
арматуры и закладных изделий железобетонных конструкций. Общие технические условия. ГОСТ
23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных
конструкций. Ультразвуковые методы контроля качества. Правила приемки. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль качества сварочных материалов
должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
24297-87, ГОСТ 2246-70*, ГОСТ
26271-84*, требованиями технических условий на сварочные материалы
конкретных видов и марок, предусмотренных проектом, требованиями ППР (ППСР),
технологических карт и другой технологической документации, утвержденной в
установленном порядке. Входной контроль сварочных материалов должен
включать в себя: осмотр целостности упаковки и тары, проверку наличия
документов о качестве, внешний осмотр материалов, проверку технологических
свойств и определение механических свойств стыковых сварных соединений. Подготовка сварочных материалов к сварке
включает в себя: прокалку, очистку и намотку проволоки в кассеты, учет,
хранение и выдачу проволоки в производство. Рекомендуемые и допускаемые
марки сварочной проволоки для сварки выпусков арматуры приведены в
нижеследующей таблице.
Дуговую механизированную сварку выпусков арматуры следует
производить специализированными полуавтоматами или модернизированными
полуавтоматами общего назначения, используя источники постоянного тока
универсальные или с жесткой характеристикой до 500 А.
ДУГОВАЯ МЕХАНИЗИРОВАННАЯ СВАРКА НА СТАЛЬНОЙ СКОБЕ-НАКЛАДКЕ
ГОРИЗОНТАЛЬНЫХ СТЕРЖНЕЙ С14-Мп, С16-Мо
ДУГОВАЯ МЕХАНИЗИРОВАННАЯ СВАРКА НА СТАЛЬНОЙ СКОБЕ-НАКЛАДКЕ
ВЕРТИКАЛЬНЫХ СТЕРЖНЕЙ С17-Мп, С18-Мо
Перед сваркой арматурные стержни в месте
соединения следует зачищать на длине, превышающей на 10 - 15 мм сварной шов или
стык. При превышении регламентированных зазоров между
стыкуемыми арматурными стержнями допускается применение одной промежуточной
вставки длиной не менее 50 мм. Вставки следует изготовлять из арматуры того же
класса и диаметра, что и стыкуемые стержни. Длина выпусков арматурных стержней из бетона
конструкций должна быть не менее 150 мм при регламентированных нормативными
документами зазорах и не менее 100 мм при применении вставки. Перелом осей стержней арматуры в стыковых
соединениях в плоскости, параллельной стенкам стальных скоб-накладок, не должен
быть более 12 мм на базе 250 мм. Несоосность стыкуемых стержней не должна
превышать при номинальном диаметре стержней, мм: 20 ÷ 28 - 0,15 dн; 32 ÷ 40 - 0,10 dн; 45 ÷ 60 - 0,05 dн; 70 ÷ 80 - 0,03 dн. Отгиб стержней до соосного положения допускается производить после
подогрева их до температуры 600 - 800 °С пламенем резака. Симметричность
расположения стальной скобы-накладки относительно сварного стыка в продольном
направлении не должна превышать при длине накладки: 2 dн - ± 0,10 dн; 3 dн - ± 0,15 dн; 4 dн - ± 0,20 dн; 6 dн - ± 0,30 dн; 8 dн - ± 0,40 dн;10 dн - ± 0,50 dн. Отклонение длины скобы-накладки не должно
превышать ± 0,5 dн. Сварочные соединения подлежат очистке от шлака
и от брызг металла. Наплавленный металл в соединениях и основной металл в
околошовных зонах не должен иметь трещин. Переход от наплавленного металла к
основному должен осуществляться без подрезов основного металла. Все кратеры
должны быть заварены. Не допускаются перерывы наплавленного металла и шлаковые
включения в нем, свищи, поверхностные поджоги основного металла и непровары. Размеры и число наружных
дефектов в сварных соединениях не должны превышать нижеприведенных.
Средние значения предела прочности С сварных
соединений арматуры в зависимости от размаха значений их предела прочности в
выборке приведены в СОКК «Ручная дуговая сварка». РУЧНАЯ ДУГОВАЯ СВАРКА СТАЛЕЙ ПО ГОСТ 5264-80*ГОСТ
9467-75* Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы. ГОСТ
9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ГОСТ
5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы,
конструктивные элементы и размеры. ГОСТ
14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. ГОСТ
7512-82* Контроль неразрушающий. Соединения сварные. Радиографический
метод. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль качества электродов должен
осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
24297-87, ГОСТ
9467-75*, ГОСТ
9466-75*, требованиями технических условий на электроды конкретных видов и
марок, предусмотренных проектом, требованиями ППР (ППСР), технологических карт
и другой технологической документации, утвержденной в установленном порядке. Требования к электродам, их входному контролю и
подготовке к производству сварочных работ приведены в СОКК «Подготовка сварочных
материалов». Сварочные работы следует производить по
утвержденному проекту производства сварочных работ (ППСР) или другой
технологической документации, утвержденной в установленном порядке. К сварке стыков допускаются электросварщики,
аттестованные в соответствии с действующими Правилами аттестации сварщиков,
утвержденными Госгортехнадзором России, и имеющие удостоверение сварщика
установленного образца. При этом сварщики могут быть допущены к тем видам
сварочных работ, которые указаны в их удостоверениях. Руководство работами по сборке, сварке и
контролю качества сварных соединений должны осуществлять инженерно-технические
работники, имеющие специальную техническую подготовку, изучившие Правила,
рабочие чертежи, технологические процессы и другую необходимую НТД и прошедшие
аттестацию комиссии предприятия. Свариваемые поверхности
конструкции и рабочее место сварщика должны быть защищены от дождя, снега,
ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь
вблизи рабочего места сварщика инвентарное помещение для обогрева, при
температуре ниже минус 40 °С - оборудовать тепляк.
СТЫКОВОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ НА
ОСТАЮЩЕЙСЯ ПОДКЛАДКЕ С5
При сварке в положениях, отличных от нижнего,
допускается увеличение размера g не более: 1,0 мм - для деталей толщиной до 60 мм; 2,0 мм - для деталей толщиной свыше 60 мм. мм
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ Н1
ТАВРОВОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ Т1
Недопустимые дефекты, обнаруженные в результате контрольных испытаний, необходимо устранить,
а участки шва с недопустимыми дефектами вновь заварить и проконтролировать. ТАВРОВОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ Т1
Величина катета углового шва К должна быть
установлена при проектировании сварного соединения, но не более 3 мм для
деталей толщиной до 3 мм включительно, и 1,2 толщины более тонкой детали при
сварке деталей толщиной свыше 3 мм. Предельные отклонения катетов углового шва К от
номинального значения должны соответствовать: + 1 мм - при К £ 5 мм; +
2 мм - при К ³ 6 мм
ТАВРОВОЕ СОЕДИНЕНИЕ СО СКОСОМ ОДНОЙ КРОМКИ ОДНОСТОРОННИМ ШВОМ Т6
В соединениях толщиной более
16 мм, выполненных в монтажных условиях, допускается увеличение номинального
значения размера b до 4 мм с одновременным уменьшением значения угла скоса
кромок на 3°.
Колебания напряжения питающей сети
электрического тока, к которой подключено сварочное оборудование, не должны
превышать ± 5 % номинального значения. Оборудование для ручной многопостовой
сварки следует питать от отдельного фидера. Покрытые электроды должны соответствовать
требованиям проекта, ГОСТ
9467-75*, ГОСТ
9466-75*, требованиям технических условий на электроды конкретных видов и
марок, предусмотренных проектом. Требования ко входному контролю электродов и
их подготовке к производству сварочных работ приведены в СОКК «Подготовка
сварочных материалов». Для ручной дуговой сварки следует использовать
источники постоянного сварочного тока универсальные или с падающей
характеристикой и сварочные трансформаторы на токи до 500 А. Перед сборкой конструкций необходимо установить
соответствие чертежам марок стали плоских закладных изделий и соединительных
деталей, перед сваркой - также размеров и точности сопряжения соединительных
элементов. Отклонение от плоскостности наружных лицевых
поверхностей плоских элементов закладных изделий не должно превышать 3 мм. Кромки свариваемых элементов в местах
расположения швов и прилегающие к ним поверхности шириной не менее 20 мм, а
также места примыкания начальных и выводных планок необходимо зачищать с
удалением ржавчины, жиров, краски, грязи, влаги и т.п. Кромки плоских элементов
после огневой резки должны быть очищены от грата, шлака, брызг и наплывов. Для выполнения монтажных соединений из
стального проката следует применять электроды, указанные в проекте (для марки
стали ВСт3сп и ВСт3пс - электроды типа Э42, Э46, Э42А, Э46А согласно СНиП II-23-81, табл. 55). Ручную дуговую сварку плоских закладных изделий
разрешается выполнять без подогрева при температуре окружающего воздуха до
минус 30 °С для углеродистой стали толщиной до 16 мм и до минус 20 °С для
углеродистой стали толщиной свыше 16 до 30 мм. Поверхности свариваемой конструкции и
выполненных швов сварных соединений после окончания сварки необходимо очищать
от шлака, брызг и наплывов (натеков) расплавленного металла. Наплавленный металл не должен иметь видимых при
внешнем осмотре трещин. Трещины всех видов и размеров должны быть устранены с
последующей заваркой и контролем. Поверхность швов должна быть
равномерно-чешуйчатой, без прожогов, наплывов, сужений и перерывов. Переход от наплавленного металла к основному
должен быть плавным, глубина подрезов основного металла - до 5 % толщины
свариваемого проката, но не более 1 мм. Глубина допускаемых одиночных дефектов - до 10
% толщины свариваемого проката, но не более 3 мм, длина - до 20 % длины
оценочного участка (15, 20 и 25 мм для наименьшей толщины элемента в сварном
соединении, соответственно, от 4 до 6, св. 6 до 10, св. 10 до 20 мм). Глубина допускаемых дефектов в виде цепочки или
скоплений - до 5 % толщины свариваемого проката, но не более 2 мм, длина - не
более удвоенной длины оценочного участка; допустимое расстояние между
близлежащими концами соседних по длине шва дефектов (непроваров, цепочек и
скоплений пор) - не менее 200 мм. Обнаруженные в результате внешнего осмотра
недопустимые дефекты необходимо исправить и вновь проконтролировать. После исправления недопустимых дефектов,
обнаруженных внешним осмотром, осуществляется контроль швов неразрушающими
методами в объеме не менее 0,5 % длины швов. Контролю должны подлежать преимущественно места
с признаками дефектов и участки пересечения швов. Длина контрольного участка
должна быть не менее 100 мм. По результатам ультразвукового
контроля швы сварных соединений должны удовлетворять нижеследующим требованиям.
По результатам радиографического контроля швы
должны удовлетворять следующим требованиям: - непровары в корне шва соединений, доступных
для сварки с двух сторон, и соединений на подкладках могут иметь высоту до 5 %
толщины свариваемого проката, но не более 2 мм, и длину - не более удвоенной
длины оценочного участка; - непровары в корне шва соединений без
подкладок и доступных для сварки с одной стороны могут иметь высоту до 15 %
толщины свариваемого проката, но не более 3 мм. Объем контроля: - внешний осмотр с проверкой геометрических
размеров и формы швов - 100 %; - контроль швов неразрушающими методами
(ультразвуковым, радиографическим и др.) в соответствии с ГОСТ 3242-79 - не
менее 0,5 % длины швов. Суммарная площадь дефектов - не более 5 и 10 %
площади продольного сечения шва, соответственно, для сварки с двух сторон и на
подкладках и для сварки с одной стороны и без подкладок. В случае обнаружения недопустимого дефекта
следует выявить его фактическую длину, дефект исправить и вновь
проконтролировать. При повторном выявлении дефекта контролю подлежит все
сварное соединение. Дефектные участки сварных швов надлежит, как
правило, удалять механизированной зачисткой (абразивным инструментом) или
механизированной рубкой. Допускается удаление дефектов ручной кислородной
резкой с последующей зачисткой поверхности. СТРОИТЕЛЬНО-МОНТАЖНЫЕ РАБОТЫ ПО ВОЗВЕДЕНИЮ
КАРКАСНО-ПАНЕЛЬНЫХ МНОГОЭТАЖНЫХ ОБЩЕСТВЕННЫХ ЗДАНИЙ, ПРОИЗВОДСТВЕННЫХ И
ВСПОМОГАТЕЛЬНЫХ ЗДАНИЙ ПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЙ В КОНСТРУКЦИЯХ
КАРКАСА СЕРИИ 1.020-1/87
ВНЕПЛОЩАДНЫЕ И ВНУТРИПЛОЩАДНЫЕ ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Подготовка строительного производства должна
обеспечивать планомерное развертывание строительно-монтажных работ и
взаимоувязанную деятельность всех участников строительства объекта. Общая организационно-техническая подготовка
должна выполняться в соответствии с Правилами о договорах подряда на
капитальное строительство и включать в том числе: обеспечение стройки
проектно-сметной документацией, отвод в натуре площадки (трассы) для
строительства, оформление финансирования строительства, заключение договоров
подряда и субподряда на строительство, оформление разрешений и допусков на
производство работ, решение вопросов о переселении лиц и организаций, размещенных
в подлежащих сносу зданиях, обеспечение строительства подъездными путями,
электро-, водо- и теплоснабжением, системой связи и помещениями бытового
обслуживания кадров строителей, организацию поставки на строительство
оборудования, конструкций, материалов и готовых изделий. Подготовка к строительству каждого объекта
должна предусматривать изучение инженерно-техническим персоналом
проектно-сметной документации (включая документацию по результатам технического
обследования конструкций при реконструкции действующего предприятия), детальное
ознакомление с условиями строительства, разработку проектов производства работ
на внеплощадочные и внутриплощадочные подготовительные работы, возведение
зданий, сооружений и их частей, а также выполнение самих работ подготовительного
периода с учетом природоохранных требований и требований по безопасности труда. Внеплощадочные подготовительные работы должны
включать строительство подъездных путей и причалов, линий электропередач с
трансформаторными подстанциями, сетей водоснабжения с водозаборными
сооружениями, канализационных коллекторов с очистными сооружениями, жилых
поселков для строителей, необходимых сооружений по развитию производственной
базы строительной организации, а также сооружений и устройств связи для управления
строительством. Внутриплощадочные подготовительные работы
должны предусматривать сдачу-приемку геодезической разбивочной основы для
строительства и геодезические разбивочные работы для прокладки инженерных
сетей, дорог и возведения зданий и сооружений, освобождение строительной
площадки для производства строительно-монтажных работ (расчистка территории,
снос строений и др.), планировку территории, искусственное понижение (в
необходимых случаях) уровня грунтовых вод, перекладку существующих и прокладку
новых инженерных сетей, устройство постоянных и временных дорог, инвентарных
временных ограждений строительной площадки с организацией в необходимых случаях
контрольно-пропускного режима, размещение мобильных (инвентарных) зданий и
сооружений производственного, складского, вспомогательного, бытового и
общественного назначения устройство складских площадок и помещений для
материалов, конструкций и оборудования, организацию связи для
оперативно-диспетчерского управления производством работ, обеспечение строительной
площадки противопожарным водоснабжением и инвентарем, освещением и средствами
сигнализации. В подготовительный период должны быть также
возведены постоянные здания и сооружения, используемые для нужд строительства,
или приспособлены для этих целей существующие. Строительство временных неинвентарных зданий и
сооружений допускается только в виде исключения при соответствующем
обосновании. Устройство временных внеплощадочных и
внутриплощадочных дорог допускается только в случаях нецелесообразности или
невозможности использования для нужд строительства постоянных существующих и
запроектированных дорог. Конструкция всех дорог, используемых в качестве
временных, должна обеспечивать движение строительной техники и перевозку
максимальных по массе и габаритам строительных грузов. Обеспечение строительства водой, теплом, паром,
сжатым воздухом и электроэнергией, как правило, должно осуществляться от
действующих систем, сетей и установок с использованием для нужд строительства
запроектированных постоянных инвентарных сетей и сооружений. Конкретный объем и сроки выполнения работ,
выполняемых в подготовительный период, определяются проектами организации
строительства и производства работ, разрабатываемыми в соответствии с
требованиями СНиП
3.01.01-85* «Организация строительного производства». Запрещается осуществление строительно-монтажных работ без
утвержденных проекта организации строительства и проекта производства работ. Не допускаются отступления от решений проектов организации
строительства и проектов производства работ без согласования с организациями,
разработавшими и утвердившими их. До начала земляных работ на строительной
площадке должны быть выполнены следующие подготовительные работы: разработаны проекты производства работ по
устройству земляных сооружений; переданы и приняты закрепленные на местности
знаки геодезической разбивки земляных сооружений; отведены и закреплены на местности площади с
учетом необходимой ширины полос земли для производства работ, под грунтовые
карьеры и резервы, под постоянные и временные отвалы грунта и вскрышных пород,
под временные землевозные дороги, трубопроводы, линии электропередач, а также
площади, необходимые при работах способом гидромеханизации для устройства
водоемов и отстойников; выполнены работы по расчистке территории от
леса, камней и валунов, осушению и отводу поверхностных вод, устройству
временных инвентарных зданий, складских площадок и др. Плодородный слой почвы в основании насыпей и на
площади, занимаемой разными выемками, до начала основных земляных работ должен
быть снят в размерах, установленных проектом организации строительства и
перемещен в отвалы для последующего использования его при рекультивации или
повышении плодородия малопродуктивных угодий. Допускается не снимать плодородный слой: - при толщине плодородного слоя менее 10 см; - на болотах, заболоченных и обводненных
участках; - на почвах с низким плодородием в соответствии
с ГОСТ
17.5.3.05-84 «Охрана природы. Рекультивация земель. Общие требования к
землеванию», ГОСТ
17.4.3.02-85 «Охрана природы. Почвы. Требования к охране плодородного слоя
почвы при производстве земляных работ», ГОСТ
17.5.3.06-85 «Охрана природы. Земля. Требования к определению норм снятия
плодородного слоя почвы при производстве земляных работ»; - при разработке траншей шириной по верху 1 м и
менее. Необходимость снятия и мощность снимаемого
плодородного слоя устанавливаются в проекте организации строительства с учетом
уровня плодородия, природной зоны в соответствии с требованиями действующих
стандартов и требованиями, изложенными в предыдущем абзаце. Снятие и нанесение плодородного слоя следует
производить, когда грунт находится в немерзлом состоянии. Хранение плодородного грунта должно осуществляться
в соответствии с ГОСТ
17.4.3.02-85 и ГОСТ
17.5.3.04-83*. Способы хранения грунта и защиты буртов от эрозии,
подтопления, загрязнения должны быть установлены в проекте организации
строительства. Окончание внеплощадочных и внутриплощадочных
подготовительных работ в объеме, обеспечивающем строительство объекта
запроектированными темпами, должно быть подтверждено актом, составленным
заказчиком и генподрядчиком с участием субподрядной организации, выполняющей
работы в подготовительный период, и профсоюзного комитета генподрядчика. Приложение 8 к СНиП 3.01.01-85*
ПОСТРОЕНИЕ ГЕОДЕЗИЧЕСКОЙ РАЗБИВОЧНОЙ ОСНОВЫ ДЛЯ СТРОИТЕЛЬСТВАСНиП 3.01.01-85* Организация
строительного производства. Пособие
по разработке проекта организации строительства и проектов производства работ
для жилищно-гражданского строительства (к СНиП 3.01.01-85). СНиП 3.01.03-84 Геодезические
работы в строительстве. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Для перенесения проектных параметров здания
(сооружения) в натуру, производства детальных разбивочных работ и
исполнительных съемок на строительной площадке создается геодезическая
разбивочная основа для строительства, включающая построение разбивочной сети
строительной площадки и внешней разбивочной сети здания (сооружения). Создание геодезической разбивочной основы для
строительства и геодезические измерения деформаций оснований, конструкций
зданий (сооружений) и их частей в процессе строительства являются обязанностью
заказчика. Разбивочная сеть строительной площадки
создается для выноса в натуру основных или главных разбивочных осей здания
(сооружения), а также при необходимости построения внешней разбивочной сети
здания (сооружения), производства исполнительных съемок. Внешняя разбивочная сеть здания (сооружения)
создается для перенесения в натуру и закрепления проектных параметров здания
(сооружения), производства детальных разбивочных работ и исполнительных съемок. Геодезическую разбивочную основу для
строительства следует создавать в виде сети закрепленных знаками геодезических
пунктов, определяющих положение здания (сооружения) на местности и
обеспечивающих выполнение дальнейших построений и измерений в процессе
строительства с наименьшими затратами и необходимой точностью. Геодезическую разбивочную основу для
строительства надлежит создавать с привязкой к имеющимся в районе строительства
пунктам геодезических сетей. Работы по построению геодезической разбивочной
основы для строительства следует выполнять по проекту (чертежу), составленному
на основе генерального плана и стройгенплана объекта строительства. На стройгенплане следует показывать места
расположения знаков, закрепляющих следующие оси: - основные, определяющие габариты здания
(сооружения); - главные оси симметрии здания (сооружения); - промежуточные в местах температурных
(деформационных) швов, расположенные через 50 - 60 м. Количество разбивочных осей или их параллелей,
закрепляемых геодезическими знаками, схема закрепления определяются с учетом
конфигурации и размеров здания (сооружения) и уточняются при разработке ППР. В исключительных случаях, когда нет возможности
показать закрепление всех разбивочных осей, для небольших зданий, сооружений
допускается показывать закрепление не менее двух разбивочных осей (одной
продольной, другой поперечной). При строительстве отдельно стоящих зданий и
сооружений, простых по конфигурации, следует показывать осевые знаки,
закрепляющие основные оси. Знаки закрепления разбивочных осей зданий
круглой формы целесообразно размещать по направлениям главных осей от его
проектного центра. Каждая основная и промежуточная разбивочные оси
должны закрепляться двумя осевыми знаками - по одному знаку с каждой стороны
здания (сооружения). Главные разбивочные оси следует закреплять
четырьмя знаками - по два знака с каждой стороны здания (сооружения). Расстояние между парными осевыми знаками
принимается в пределах от 15 до 50 м, для линейных сооружений - до 100 м. В зависимости от условий строительной площадки
при невозможности закрепить главные разбивочные оси четырьмя знаками
допускается показывать два знака - по одному с каждой стороны здания
(сооружения). При строительстве группы зданий, сооружений на
стройгенплане следует показывать нивелирные реперы из расчета один репер для
каждого здания. Расстояние между реперами 200 - 300 м. При строительстве отдельно стоящих зданий,
сооружений следует показывать два репера для каждого здания. При строительстве инженерных сетей один репер
показывается через 0,5 км. Реперы, как правило, совмещают с осевыми знаками.
Осевые знаки, как правило, следует показывать на расстоянии 15 - 30 м от
контура здания. Наименьшее расстояние допускается 3 м от бровки
котлована, границы призмы обрушения грунта; наибольшее - полуторная высота
здания (сооружения), но не более 50 м. Расстояние между осевыми знаками, закрепляющими
промежуточные поперечные оси, может достигать 50 - 100 м. В составе проекта должны быть: разбивочный
чертеж, каталоги координат и отметок исходных пунктов и каталоги (ведомости)
проектных координат и отметок, чертежи геодезических знаков, пояснительная
записка с обоснованием точности построения геодезической разбивочной основы для
строительства. Разработку проекта (чертежа) геодезической
разбивочной основы для строительства следует выполнять в порядке и сроки, соответствующие принятым стадиям
проектирования и очередям строительства. СХЕМЫ РАЗБИВОЧНЫХ СЕТЕЙ СТРОИТЕЛЬНОЙ ПЛОЩАДКИ
а) в виде строительной сетки; б) в виде красных линий; в) в
виде центральной системы
СХЕМА
ВНЕШНЕЙ РАЗБИВОЧНОЙ СЕТИ ЗДАНИЯ
Условные обозначения
Чертеж геодезической разбивочной основы следует
составлять в масштабе генерального плана строительной площадки. Геодезическую разбивочную основу для
строительства следует создавать с учетом: - проектного и существующего размещений зданий
(сооружений) и инженерных сетей на строительной площадке; - обеспечения сохранности и устойчивости
знаков, закрепляющих пункты разбивочной основы; - геологических, температурных, динамических
процессов и других воздействий в районе строительства, которые могут оказать
неблагоприятное влияние на качество построения разбивочной основы; - использования создаваемой геодезической
разбивочной основы в процессе эксплуатации построенного объекта, его расширения
и реконструкции. Плановую разбивочную сеть строительной площадки
следует создавать в виде: - красных или других линий регулирования
застройки; - строительной сетки, как правило, с размерами
сторон 50, 100, 200 м и других видов геодезических сетей. Внешнюю разбивочную сеть здания (сооружения)
следует создавать в виде геодезической сети, пункты которой закрепляют на
местности основные (главные) разбивочные оси, а также углы здания (сооружения),
образованные пересечением основных разбивочных осей. Нивелирные сети строительной площадки и внешней
разбивочной сети здания (сооружения) необходимо создавать в виде нивелирных
ходов, опирающихся не менее чем на два репера геодезической сети. Пункты нивелирной и плановой разбивочных сетей,
как правило, следует совмещать. Построение геодезической разбивочной основы для
строительства следует производить методами триангуляции, полигонометрии,
геодезических ходов, засечек и другими методами. Точность построения разбивочной сети
строительной площадки, а также внешней разбивочной сети здания (сооружения), в
том числе выноса основных или главных разбивочных осей следует принимать
соответственно данным, приведенным в нижеследующих таблицах. Точность
построения разбивочной сети строительной площадки
Точность
построения внешней разбивочной сети здания (сооружения)
Разбивочная сеть строительной площадки в виде
строительной сетки представляет собой систему квадратов или прямоугольников,
покрывающих строительную площадку. Направление осей строительной сетки выбирают
параллельно осям зданий и сооружений или красных линий застройки. В зависимости от назначения строительная сетка
строится из основных и дополнительных фигур. Длины сторон основных фигур
составляют 50, 100, 200 и 400 м. При строительстве многоэтажных зданий стороны
основной строительной сетки принимаются равными 25, 30, 50 м. При проведении
работ по вертикальной планировке строительную сетку дополнительно разбивают на
квадраты со сторонами 20 - 40 м в зависимости от характера рельефа и размещения
застройки. Стороны строительных сеток должны быть кратными длине мерных
приборов проволок, лент, рулеток и т.д. Строительная сетка может использоваться для
решения задач горизонтальной и вертикальной планировки, создания внешней
разбивочной сети здания, сооружения, производства контрольных наблюдений и
ведения исполнительной съемки. Пункты сетки намечают в местах, обеспечивающих
их достаточную устойчивость и удобство выполнения геодезических работ вне зоны
производства земляных работ. Системы координат для строительных площадок
устанавливаются в период проектирования объектов и показываются на проектных
чертежах. Привязки элементов зданий, сооружений, необходимые данные для
производства разбивочных работ на проектных чертежах даются относительно осей в
установленной для данной строительной площадки системе координат. Для выполнения геодезических работ координаты
пунктов строительной сетки могут вычисляться в государственной системе
координат. Для этого от пунктов государственной сети координаты передают на
пункты строительной сетки. Для удобства составления разбивочных чертежей и
ведения геодезических работ пункты строительной сетки чаще всего вычисляют в
условной системе координат. Одной из вершин присваивают условные координаты
так, чтобы координаты всех остальных пунктов сети были положительными.
Направление главных осей сетки совмещают с направлениями осей абсцисс и
ординат. Пунктам сетки присваивают порядковую нумерацию. Перевычисление
координат из условной системы в государственную и наоборот выполняют по
формулам аналитической геометрии. Вынос точек строительной сетки в натуру
производится от пунктов геодезической сети или от твердых местных предметов и
контуров. Сначала на местности определяют исходное направление методами:
полярным, угловых или линейных засечек, промеров от твердых контуров. Для
контроля выносят не менее трех точек исходного направления. Линейные измерения
выполняют с точностью 1 : 1000 ... 1 : 2000, угловые - 30 ... 60°. Точки
исходного направления закрепляют деревянными или бетонными знаками. После
определения точных координат пунктов строительной сетки временные знаки
заменяют на постоянные. Высотная разбивочная основа на территории
строительства должна быть закреплена постоянными знаками с таким расчетом,
чтобы отметки передавались на объекты строительства от двух реперов не более
чем с трех станций нивелирного хода. Нивелирные знаки закладываются в стены
капитальных зданий и сооружений, построенных не менее чем за два года до
закладки знака. Марки закладываются на высоте 0,3 ... 0,6 м над поверхностью
земли (тротуара, отмостки и т.д.). Грунтовые реперы закладываются только при
отсутствии капитальных зданий и сооружений. Стенные марки и реперы нивелируются через трое
суток, а грунтовые через 10 суток после их закладки. В районах вечной мерзлоты
грунтовые реперы нивелируются: при котлованном способе закладки - в следующий
полевой сезон; при закладке бурением - через 10 дней; при закладке с
протаиванием грунта - через два месяца. Внешняя разбивочная сеть здания (сооружения)
создается в виде сети плановых (осевых) и высотных знаков, закрепляющих
разбивочные оси (главные, основные) и нивелирные пункты на местности. При сложной конфигурации зданий, при
значительных размерах, а также, когда здания или сооружения одной группы тесно
связаны между собой технологическими процессами, разбиваются главные оси. При
строительстве небольших зданий и сооружений разбиваются основные оси. Разбивку главных и основных осей здания и
сооружения следует выполнять на основании генерального плана строительной
площадки, на котором должны быть указаны привязки осей зданий и сооружений к
пунктам плановой и высотной разбивочных сетей (красным линиям, пунктам
строительной сетки и др.). Главные или основные оси разбиваются на
местности от пунктов плановой разбивочной сети строительной площадки. Разбивку осей начинают с выноса двух крайних
точек, определяющих положение наиболее длинной продольной оси. Вынос
осуществляется способом прямоугольных или полярных координат, линейных или
угловых засечек. Поперечные оси разбиваются с ранее вынесенных
точек оси путем построения прямых углов. Точки пересечения вынесенных
поперечных осей с продольной осью определяются линейными измерениями. Для контроля перенесения в натуру разбивочных
осей прокладывают полигонометрический или теодолитный ход, или выполняют
контрольные промеры до сторон и пунктов основы, а также измерением диагоналей и
сторон прямоугольника, образованного осями. При возведении современных промышленных
сооружений, когда возникает необходимость увязки высокой точности
технологических линий и целых комплексов зданий, следует развивать специальные
разбивочные сети, пункты которых совмещаются с точками закрепления главных и
основных осей. Метод определения координат точек сети
(микротриангуляция, микротрелатерация, полигонометрия, засечки,
параллактический) зависит от требуемой точности разбивочных работ, размеров
строительной площадки, условий работы на ней и формы сооружения. После уравнивания результатов выполненных
геодезических измерений и вычисления координат точек закрепления осей их
сравнивают с проектными значениями и находят величины линейных редукций. В
случае недопустимых значений редукций изменяют положения центров осевых знаков
на местности. После редуцирования производятся угловые и линейные контрольные
измерения. Закрепление пунктов геодезической разбивочной
основы для строительства надлежит выполнять в соответствии с требованиями
нормативных документов по геодезическому обеспечению строительства,
утвержденных в установленном порядке. Главные и основные оси зданий и сооружений
могут быть закреплены знаками в виде забетонированных рельс, штырей, труб,
вбитых в землю деревянных кольев с гвоздями, специальных марок на капитальных
зданиях. Основные требования к местоположению знаков
закрепления разбивочных осей (осевых знаков) следующие: - должна быть видимость от знака до здания, для
чего необходимо предусматривать свободные полосы шириной 1 м; - положение знака должно оставаться неизменным
на весь период строительства, особенно на период строительства подземной части
здания, сооружения; принятые знаки геодезической разбивочной основы в период
строительства должны находиться под наблюдением за сохранностью и устойчивостью
и проверяться инструментально не реже двух раз в год (в весенний и
осенне-зимний периоды); - должна обеспечиваться возможность выполнению
геодезических измерений при соблюдении требований техники безопасности при
производстве строительно-монтажных работ. Осевые знаки следует размещать за пределами
котлована в местах, свободных от постоянных и временных зданий, сооружений, в
том числе подземных и наземных коммуникаций, дорог, строительных конструкций,
материалов, изделий и оборудования, складских площадок, механизмов. Осевые знаки не должны попадать в зону, где
нарушается грунт при выполнении строительно-монтажных работ. Размещение осевых знаков увязывают с проектными
решениями по организации земляных и строительно-монтажных работ. В целях лучшей сохранности осевых знаков их
следует размещать на газонах, обочинах дорог, вдоль заборов и др. В зоне местоположения знака складирование
строительных конструкций, материалов должно быть не ближе 2 м от центра знака. При невозможности определить местоположение
знака, обеспечивающее неизменность его на период строительства подземной части
здания, следует предусмотреть перенос знака на устойчивое место, о чем
указывается в ПОС. Заказчик обязан создать геодезическую
разбивочную основу для строительства и не менее чем за 10 дней до начала
выполнения строительно-монтажных работ, передать поэтапно подрядчику
техническую документацию на нее и закрепленные на площадке строительства пункты
основы, в том числе: а) знаки разбивочной сети строительной
площадки; б) плановые (осевые) знаки внешней разбивочной
сети здания (сооружения) в количестве не менее четырех на каждую ось, в том
числе знаки, определяющие точки пересечения основных разбивочных осей всех
углов здания (сооружения); количество разбивочных осей, закрепляемых осевыми
знаками, следует определять с учетом конфигурации и размеров здания
(сооружения); на местности следует закреплять основные разбивочные оси,
определяющие габариты здания (сооружения), и оси в местах температурных
(деформационных) швов, главные оси гидротехнических и сложных инженерных
сооружений; в) плановые (осевые) знаки линейных сооружений,
определяющие ось начало конец трассы, колодцы (камеры), закрепленные на прямых
участках не менее чем через 0,5 км и на углах поворота трассы; г) нивелирные реперы по границам и внутри
застраиваемой территории у каждого здания (сооружения) не менее одного, вдоль
осей инженерных сетей не реже чем через 0,5 км; д) каталоги координат, высот и абрисы всех
пунктов геодезической разбивочной основы. Приемку геодезической разбивочной основы для
строительства следует оформлять актом (согласно обязательному приложению 12 СНиП 3.01.03-84). ЗАКРЕПЛЕНИЕ ОСНОВНЫХ ИЛИ ГЛАВНЫХ РАЗБИВОЧНЫХ ОСЕЙ ЗДАНИЯ ДО 5
ЭТАЖЕЙ, СООРУЖЕНИЯ ВЫСОТОЙ ДО 15 М С ПРОДОЛЖИТЕЛЬНОСТЬЮ СТРОИТЕЛЬСТВА ДО 0,5
ГОДА, ВНУТРИПЛОЩАДОЧНЫХ ИНЖЕНЕРНЫХ СЕТЕЙ.
а) геодезический знак; б) ограждение знака 1 - металлический стержень Ø 16 мм; 2 - бетон класса В7,5; 3 - деревянный столб
размером 1800 ´ 80 ´
80 мм; 4 - доска размером 1500 ´
80 ´ 80 мм или
металлический уголок размером 25 ´ 25 ´ 2 мм ЗАКРЕПЛЕНИЕ ОСНОВНЫХ ИЛИ ГЛАВНЫХ РАЗБИВОЧНЫХ ОСЕЙ ЗДАНИЯ СВЫШЕ 5
ЭТАЖЕЙ, СООРУЖЕНИЯ ВЫСОТОЙ СВЫШЕ 15 М С ПРОДОЛЖИТЕЛЬНОСТЬЮ СТРОИТЕЛЬСТВА ДО 0,5
ГОДА
1 - деревянная крышка; 2 - металлическая пластина размером 200 ´ 200 ´ 10 мм; 3 - металлическая труба Ø 30 мм; 4 - якорь; 5 - бетон класса В7,5;
6 - песок ЗАКРЕПЛЕНИЕ ОСНОВНЫХ ИЛИ ГЛАВНЫХ РАЗБИВОЧНЫХ ОСЕЙ ЗДАНИЯ СВЫШЕ 5
ЭТАЖЕЙ, СООРУЖЕНИЯ ВЫСОТОЙ СВЫШЕ 15 М С ПРОДОЛЖИТЕЛЬНОСТЬЮ СТРОИТЕЛЬСТВА БОЛЕЕ
0,5 ГОДА
1 - металлическая пластина размером 200 ´ 200 ´ 10 мм; 2 - заклепка из металла; 3 - анкер Ø 15 мм;
4 - металлическая труба Ø 50 ... 70 мм; 5 - бетон класса В7,5 ... В12,5;
6 - якорь; 7 - песок; 8 - два слоя рубероида РЧ-350; h1 - наибольшая глубина промерзания грунта; h2 - по
нижеследующей таблице
Приложение 12 к СНиП 3.01.03-84 (обязательное) АКТ
ГЕОДЕЗИЧЕСКИЕ РАБОТЫ ПРИ УСТРОЙСТВЕ КОТЛОВАНОВСНиП 3.01.01-85* Организация
строительного производства. Пособие
по разработке проекта организации строительства и проектов производства работ
для жилищно-гражданского строительства (к СНиП 3.01.01-85). СНиП 3.01.03-84 Геодезические
работы в строительстве. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Геодезические работы должны выполняться в
соответствии с требованиями СНиП 3.01.01-85*, СНиП 3.01.03-84,
ППР, ППГР и другой технологической документации, утвержденной в установленном
порядке. Для составления геодезической части проекта
производства работ в жилищно-гражданском строительстве исходными данными
служат: генеральный план существующей и проектируемой застройки; данные о
геодезической основе строительной площадки, в том числе о красных линиях, и
разбивочной основе строящихся зданий; строительный генеральный план
застраиваемого участка; проект вертикальной планировки: данные о этажности и
конструкциях зданий; планы и разрезы фундаментов и типовых этажей. В задании на разработку геодезической части
проекта производства работ следует указывать: наименование организаций -
заказчика, генподрядчика, субподрядчиков; наименование, местоположение объекта,
его характеристики и назначение; данные о разбивочной основе; виды работ,
подлежащих включению в геодезическую часть проекта производства работ;
специальные требования, не отраженные в нормативной документации, по точности
строительно-монтажных работ; перечень материалов геодезической части проекта
производства работ (текстовые, расчетные, графические); очередность составления
геодезической части проекта производства работ на отдельные здания, сроки
выдачи материалов. При разработке геодезической части проекта
производства работ рекомендуется предусматривать примерно следующую очередность
выполнения работ. 1. Для подготовительного
периода: создание планового и высотного обоснования;
закрепление выносок основных осей знаками; установка и определение отметок
реперов; разбивка и закрепление промежуточных осей сооружения. 2. Для подземной
части здания: разбивка контура котлована и перенос осей и
высот на дно котлована; передача осей и высот на обноски; разбивочные работы
при устройстве фундаментов и свайных полей. В геодезической части проекта производства
работ особое место должно уделяться составу и содержанию документации, в которую
входят: исполнительные геодезические схемы, чертежи, профили, разрезы; акты
геодезических разбивок и готовности работ; журнал геодезического контроля; акты
геодезической проверки; полевые журналы. Исполнительная геодезическая документация
подразделяется на внутреннюю и приемо-сдаточную. Внутренняя исполнительная
документация составляется на завершенный строительно-монтажный этап и является
одним из оснований для выдачи главным инженером строительного управления (и
приравненных к нему организаций) разрешения на производство
строительно-монтажных работ. К внутренней исполнительной документации
относятся: исполнительные схемы по разбивке контуров котлованов; акты и
исполнительные схемы по разбивке промежуточный осей; акты разбивки свайных
полей; акты и исполнительные схемы по подготовленным к бетонированию опалубкам;
акты детальной геодезической разбивки на монтажных горизонтах под монтаж яруса,
цоколя, этажа; исполнительные схемы нивелировки бетонных подготовок под полы;
рабочие схемы по установке маяков. Внутренняя исполнительная документация может
быть составлена и на другие подготовительные виды работ. Порядок ее оформления
устанавливает главный инженер строительно-монтажной организации. Она не
предъявляется рабочей и Государственной комиссиям при сдаче объекта в
эксплуатацию. Приемо-сдаточная исполнительная документация
составляется на завершенный этап строительно-монтажных работ и предъявляется
авторскому надзору, органам Госархстройнадзора, генподрядным (субподрядным)
организациям, заказчику, рабочим и государственным комиссиям по приемке объекта
в эксплуатацию. Приемо-сдаточная исполнительная документация
включает в себя: планово-высотные схемы и акты по готовому котловану, земляным
сооружениям; планово-высотные схемы свайных полей; планово-высотные схемы и
акты готовых фундаментов (свайных, сборных, монолитных и др.); планово-высотные схемы колонн;
поэтапные планово-высотные схемы зданий и сооружений; планово-высотные схемы по
лифтовым шахтам; планово-высотные схемы и акты дорог; планово-высотные схемы по
благоустройству. Геодезическая исполнительная документация
должна находиться в производственно-техническом отделе строительно-монтажной
организации и у заказчика. При сдаче объекта в эксплуатацию предъявляется
экземпляр, находящийся в производственно-техническом отделе. При строительстве сложных и крупных объектов, а
также зданий выше девяти этажей подрядчиком (генподрядчиком или субподрядчиком,
в зависимости от того, кто выполняет строительно-монтажные работы) или по его
поручению специализированными организациями, имеющими лицензию на выполнение
проектно-технологических работ, разрабатывается проект производства
геодезических работ (ППГР). ППГР определяет содержание, объем, методы,
точность, сроки и стоимость геодезических работ, обеспечивающих строительство
при минимальных трудовых и материальных затратах. Основанием для разработки ППГР
специализированной организацией является техническое задание, составленное по
установленной форме, а при разработке в составе ППР - частное задание группы
подготовки производства работ строительно-монтажной организации. Задание должно
содержать данные об объемах и сроках разработки. Содержание ППГР согласовывается с технической и
экономической сторонами ПОС и ППР. При пересмотре проектно-сметной документации
на производство строительно-монтажных работ все изменения вносятся в ППГР.
Разработка производится за счет накладных расходов в строительстве. ППГР разрабатывается на основе последних
достижений науки и техники в области геодезического обеспечения
строительно-монтажных работ и передовых методов геодезических работ. Основными нормативными документами при
разработке ППГР являются государственные стандарты, строительные нормы и
правила, действующие инструкции, проекты и указания к проектированию,
производству и обеспечению геометрической точности в строительстве. ППГР согласовывается с геодезической службой
строительно-монтажной организации, утверждается руководителями
организации-исполнителя и заказчика проекта, подписывается главным инженером
генподрядной строительно-монтажной организации и передается в производство за
два месяца до начала работ. Организация-разработчик несет ответственность
за обоснованность включенных в ППГР положений и осуществляет авторский надзор
за его внедрением. ППГР следует разрабатывать на несколько
периодов строительства (реконструкции) объекта: подготовительный; возведения объекта; наблюдения
за перемещениями и деформациями зданий и сооружений, если это предусмотрено в
проектной документации. В ППГР дополнительно к требованиям по
разработке проектов организации строительства и проектов производства работ
должны приводиться: на подготовительный период строительства: схема
расположения и закрепления знаков внешней разбивочной сети здания (сооружения),
потребность в материальных и людских ресурсах, график выполнения геодезических
работ; на возведение объекта: точность и метод
создания внутренней разбивочной сети здания (сооружения), схема расположения и
закрепления знаков сети, типы центров знаков; точность и методы выполнения
детальных разбивочных работ, контрольных измерений, исполнительных съемок;
потребность в материальных и людских ресурсах, график выполнения геодезических
работ; на период наблюдения за перемещениями и
деформациями зданий и сооружений: точность, методы, средства и порядок производства
наблюдений за перемещениями и деформациями объектов строительства, схема
геодезической сети, точность и методы ее построения, типы центров, знаков,
график выполнения работ. В ППГР должны излагаться порядок передачи
материалов ППГР в производство, приводиться рекомендации по поверкам и
юстировкам геодезических приборов и инструментов, прилагаться альбом
рекомендуемых образцов исполнительных схем и указываться наименование
организации, осуществляющей авторский надзор за внедрением ППГР в производство. К схеме внешней разбивочной сети здания
(сооружения) должны прилагаться: - схема закрепления сети; - данные о точности и методика построения
внешней разбивочной сети здания (сооружения) с учетом требований строительных
норм и правил или государственных стандартов; - конструкции рекомендуемых знаков для
закрепления разбивочных осей. ППГР на строительство подземной части здания
(сооружения) должен содержать помимо основных положений, изложенных выше,
следующее: - точность детальных разбивочных работ; - методы выполнения детальных разбивочных
работ; - технологию выноса и закрепления в натуре
контура котлована здания (сооружения); - технологию геодезического контроля при
производстве земляных и строительно-монтажных работ; - технологию производства исполнительных съемок
и составление исполнительской документации. В ППГР как на отдельные объекты, так и на все
строительство в целом по производственным подразделениям должны указываться
нормо-комплекты геодезических приборов и приспособлений. Разбивочные работы в строительстве должны
обеспечивать вынос в натуру от пунктов геодезической разбивочной основы с
заданной точностью осей и отметок, определяющих в соответствии с проектной
документацией положение в плане и по высоте частей и конструктивных элементов
зданий (сооружений). До начала выполнения геодезических работ на
строительной площадке рабочие чертежи, используемые при разбивочных работах,
должны быть проверены в части взаимной увязки размеров, координат и отметок
(высот) и разрешены к производству работ техническим надзором заказчика. Геодезические работы следует выполнять
средствами измерений необходимой точности. Точность разбивочных работ
при производстве земляных работ следует принимать, руководствуясь данными,
приведенными в нижеследующей таблице, если другие данные не обоснованы в ППР
(ППГР).
В случаях строительства по проектной
документации, содержащей допуски на изготовление и возведение конструкций
зданий (сооружений), не предусмотренные стандартами, нормами и правилами,
необходимую точность разбивочных работ следует определять специальными
расчетами по условиям, заложенным в проектной документации. Геодезические работы следует выполнять после
предусмотренной проектной документацией расчистки территории, освобождения ее
от строений, подлежащих сносу, и, как правило, вертикальной планировки. Непосредственно перед выполнением разбивочных
работ исполнитель должен проверить неизменность положения знаков разбивочной
сети здания (сооружения) путем повторных измерений элементов сети. В состав геодезических работ при устройстве
котлованов входят: - проверка геодезических данных на рабочих
чертежах проекта; - разбивка и закрепление в натуре контуров
котлована (нижнего контура и верхней бровки); - предварительное нивелирование дневной поверхности
в пределах контура котлована; - передача разбивочных осей и высотных отметок
на дно котлована; - периодические исполнительные съемки для
подсчета объемов земляных масс; - окончательная плановая и высотная
исполнительные съемки отрытого котлована. Разбивку контуров котлована следует производить
в соответствии с рабочими чертежами, на которых должны быть указаны оси здания
(сооружения) и все размеры, определяющие расположение контуров котлована
относительно осей здания (сооружения), способами прямоугольных и полярных
координат, угловых засечек, промеров, при помощи теодолита, мерной ленты или
рулетки. Вынесенные в натуру внутренние и внешние бровки котлована должны быть
закреплены знаками. Места расположения знаков, способ их закрепления должны
быть указаны в ППР (ППГР). Нивелирование дневной поверхности следует
производить способом параллельных линий или по квадратам со сторонами, равными
проектным. Стороны квадратов должны совпадать с направлением поперечников,
располагаемых перпендикулярно оси сооружения. Концы поперечников следует
закреплять кольями. После нивелирования следует составлять
поперечный профиль в крупном масштабе (1 : 100 - 1 : 200), одинаковом в
горизонтальном и вертикальном направлениях. На основании поперечных профилей
следует подсчитывать объемы земляных работ. При нивелировании дневной поверхности и при
исполнительных съемках разработанного котлована следует определять отметки
одних и тех же плановых точек. Контроль точности отрывки котлована следует
осуществлять как в плане, так и по высоте. Объемы контроля в плане принимают не менее 10 %
от числа точек, выносимых при разбивке котлована (вершин квадратов картограммы,
габаритов котлованов). Если возникает необходимость контроля земляных
оснований под фундаменты, зачищаемые вручную, то применяют сплошной контроль. Контроль точности высотного положения земляных
работ производят с помощью геометрического, тригонометрического нивелирования
или визирок. КОНТРОЛЬ ГЛУБИНЫ РАЗРАБОТКИ КОТЛОВАНА ПРИ ПОМОЩИ ВИЗИРОК
Контроль глубины разработки при помощи визирок
выполняется в следующем порядке. За 2 - 3 м от верхней бровки котлована на
противоположных его сторонах на одной отметке Нв, укрепляют две постоянные
визирки. Длину l
контрольной визирки рассчитывают по проектной отметке Но дна котлована и
отметке верха постоянных визирок Нв, по формуле: l = Нв - Но Изготовив визирку расчетной длины l, периодически в процессе углубления котлована
контролируют его глубину. Такой способ применяется при сравнительно неглубоких
и нешироких котлованах. Если котлован имеет значительные размеры, то
эффективным контролем глубины является тригонометрическое нивелирование. КОНТРОЛЬ ГЛУБИНЫ РАЗРАБОТКИ КОТЛОВАНА ПРИ ПОМОЩИ
ТРИГОНОМЕТРИЧЕСКОГО НИВЕЛИРОВАНИЯ
Оно имеет значительные преимущества перед
геометрическим (экономия времени, удобство и простота измерений, определение
отметок нескольких точек с одной станции). При контроле тригонометрическим
нивелированием для определения глубины котлована h измеряют вертикальный угол v и горизонтальное расстояние d с одной станции прибора. Тогда: h = d tgv + v
- i, где: i - высота прибора; v - высота визирования на рейку. На практике всегда высота визирования равна
высоте прибора, поэтому формула принимает вид: h = d tgv. При рытье глубоких и широких котлованов по мере
их углубления отметки от рабочего репера (строительного нуля) постепенно
передают по уступам на дно геометрическим нивелированием, причем для контроля
передача осуществляется или дважды одним способом, или двумя различными
способами. Неглубокие котлованы контролируются геометрическим нивелированием с
одной станции с применением трех- или четырехметровых реек. При небольшой глубине котлована (до 3 м)
контроль за его разработкой следует осуществлять методом геометрического
нивелирования с помощью нивелира и 3 - 4-метровой рейки. Контроль
осуществляется по проектной высоте, рассчитанной от горизонта инструмента.
Нивелир устанавливают на бровку и по рейке, поставленной на дно, берут отсчет а.
Глубина котлована h вычисляется
по формуле: h = а - v, где: v - высота инструмента. Разработку грунта механизированным способом
прекращают за 5 - 10 см до проектной отметки, чтобы не нарушить целостность
грунта. Доведение дна котлована до проектной отметки выполняется вручную. Для
этого в небольших углублениях с помощью нивелира через 4 - 5 м по всей площади
дна котлована забивают колья таким образом, чтобы верхний срез находился на
проектной отметке. Часть кольев можно устанавливать с помощью нивелира, а часть
- с помощью визирок. После окончательной зачистки
дна выполняют исполнительную съемку. На дне котлована параллельно основным осям
разбивают сетку квадратов со сторонами 5 - 10 м в зависимости от размеров
котлована и геометрическим нивелированием определяют отметки их вершин.
КОНТРОЛЬ ГЛУБИНЫ РАЗРАБОТКИ КОТЛОВАНА ПРИ ПОМОЩИ ГЕОМЕТРИЧЕСКОГО
НИВЕЛИРОВАНИЯ
Места, точки, параметры, методы, порядок
проведения и объем съемок устанавливают в соответствии с проектной
документацией или ППР (ППГР). В качестве исходной геодезической основы для
выполнения съемки принимаются знаки геодезической разбивочной основы для
строительства, знаки закрепления осей. До начала съемки проверяют неизменность
положения знаков исходной основы. Для составления исполнительных схем используют
рабочие чертежи проектов, на которые наносятся данные исполнительной съемки. При исполнительной съемке котлованов подлежат
съемке в плане бровки котлованов и границы планировочных оформляющих
плоскостей. Верхняя и нижняя бровки снимаются при глубине свыше 3 м. В
остальных случаях допускается снимать только нижнюю бровку. Съемке по высоте подлежат контуры котлована,
перепады (изменения) отметок оснований под фундаменты. После окончания работ по устройству котлована
должны быть оформлены: - акт готовности котлована; - плановая и высотная исполнительные схемы
готового котлована (состав и содержание исполнительной геодезической
документации устанавливаются ППР (ППГР)). После исполнительной съемки котлована и
установления соответствия котлована проекту на дно котлована переносятся оси.
Перенесение осей здания (сооружения) на дно котлована производится способом
створных засечек с точек закрепления осей, расположенных вне зоны земляных
работ, или с помощью обноски, струн и отвесов. При устройстве фундаментов зданий (сооружений)
разбивочные сети следует переносить на обноску или на другое устройство для
временного закрепления осей. Вид обноски и место ее расположения следует
указывать на схеме размещения знаков. Обноску делают сплошную, разреженную или
створную.
Сплошная обноска окаймляет все сооружение. Ее
применяют при устройстве монолитных фундаментов с большим объемом опалубочных
работ, при сложной конфигурации опалубки, при значительном числе
устанавливаемых анкерных болтов, закладных деталей, арматурных выпусков. Разреженную или створную обноску устанавливают
по основным и межсекционным осям, температурным швам на расстоянии 18 - 24 м
одна от другой. Такие обноски применяют при устройстве сборных и свайных
фундаментов, а также при возведении столбчатых монолитных фундаментов,
расположенных на расстоянии 12 м и более один от другого. Обноску устанавливают в 2 - 3 м от верхней
бровки котлована. При котлованах глубиной 3 м и более обноску часто располагают
в котловане вдоль его нижней бровки. Детальную разбивку промежуточных осей
производят двумя способами. Первый способ - разбивка промежуточных осей по
обноске. Способ в основном применяется при сплошной обноске, стороны которой
устанавливают прямолинейно и параллельно соответствующим продольным и
поперечным осям сооружения, а верх обрезной доски располагают на одной отметке.
При сплошной обноске легко производить линейные измерения. На построенную обноску с точек закрепления осей
выносят при помощи теодолита главные, или основные оси. От вынесенных на
обноску осей производят линейные измерения. Промежуточные оси на обноске по
мере производства линейных измерений фиксируют карандашом и краской. Второй способ - разбивка промежуточных осей по
дну котлована с производством линейных измерений по деревянным кольям с
последующим выносом осей на разреженную или створную обноску. Способ не требует
соблюдения условий прямолинейности сторон обноски и параллельности ее
разбивочным осям. При этом способе линейные измерения, в
основном, производят по главной продольной оси здания, положение которой
определяют от вынесенных на дно котлована основных осей. По створу главной
продольной оси на расстоянии длины мерного прибора и в местах прохождения
промежуточных осей, которые будут выноситься на обноски, забивают деревянные
колья. По кольям производят линейные измерения. Промежуточные оси на кольях фиксируют
карандашом. При закрепленных главных осях здания линейные
измерения производят от центральной точки пересечения главных осей, которую
предварительно определяют с точек закрепления главных осей. Над точками пересечения главной оси с
промежуточными, полученными в результате линейных измерений, центрируют
теодолит, наводят на крайнюю, наиболее удаленную точку закрепления главной оси
и откладывают угол 90° при двух положениях вертикального круга с закреплением
проекции визирного луча на разреженной или створной обноске по обе стороны
котлована. За окончательное положение промежуточной оси берут среднее из двух
проекций. При способе створных засечек теодолит
устанавливают над точкой закрепления оси здания (сооружения) или над обноской
на поверхности. Визируют на противоположную точку оси и, наклонив трубу,
закрепляют створ в котловане двумя точками. Для контроля проектирование
выполняют в обратном направлении. Таким образом переносят все оси здания
(сооружения) и на дне котлована по этим точкам натягивают струны. При
необходимости створ сдвигают на наружные грани конструкций фундамента. СХЕМА ПЕРЕНОСА ОСЕЙ В КОТЛОВАН
В глубоких котлованах на дне строят обноску на
высоте 0,8 - 1,5 м над основанием котлована и на нее створными засечками
передают основные оси со знаков их закрепления так же, как это делают на
поверхности земли. Дальнейшую разбивку фундамента выполняют по обноске. В этом
случае обноску на поверхности не строят. Основным способом точной передачи отметок в
котлован является способ геометрического нивелирования. Если в результате
постоянного контроля за выемкой грунта установлено, что до проектной отметки
осталось в пределах 10 см, то выполняют точную передачу отметки в котлован.
Перед этим на дне котлована закладывают не менее двух грунтовых временных
реперов или марок. На бровке укрепляют кронштейн или наклонный брусок для
подвеса рулетки. К нижнему концу рулетки подвешивают груз и опускают его в
сосуд с жидкостью для предотвращения колебаний. Отметку передают с помощью
одного переносного или двух нивелиров. На рабочий репер Р1 и
на репер на дне котлована Р2 устанавливают рейки. Посередине между
рулеткой и реперами устанавливают нивелир (или два нивелира). Берут отсчеты по
рейкам а и б и одновременно отсчеты по рулетке с и d. Отметку репера Р2 вычисляют по
формуле: Нр2 = Hp1 + а - б - (с - d). Для контроля измерения повторяют, изменив
высоту прибора. Контролируют точность передачи отметки,
прокладывая нивелирный ход между двумя реперам по дну котлована. Передача отметок на дно котлована производится также
проложением замкнутого нивелирного хода IV класса по въезду в котлован от реперов
разбивочной сети здания (сооружения). СХЕМА ПЕРЕДАЧИ ОТМЕТОК В КОТЛОВАН
РАЗРАБОТКА КОТЛОВАНОВСНиП 3.01.01-85* Организация
строительного производства. СНиП 3.02.01-87
Земляные сооружения, основания и фундаменты. Пособие
по производству работ при устройстве оснований и фундаментов (к СНиП
3.02.01-83). СНиП III-4-80* Техника
безопасности в строительстве. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Разработку котлованов следует производить в
соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП
3.02.01-87, ППР, технологических карт и схем операционного контроля
качества. До начала производства работ заказчик должен
оформить и передать подрядной строительной организации разрешение на
производство строительных работ. К основным работам по строительству объекта или
его части разрешается приступать только после отвода в натуре площадки (трассы)
для его строительства, создания разбивочной геодезической сети (см. СОКК
«Построение геодезической разбивочной основы для строительства» в данном
альбоме), окончания внеплощадочных и внутриплощадочных подготовительных работ
(см. СОКК «Внеплощадочные и внутриплощадочные подготовительные работы» в данном
альбоме). Земляные работы должны выполнять строительные
организации, получившие лицензию на выполнение этих работ в Федеральных или
региональных органах по лицензированию строительной деятельности. Земляные работы должны выполняться
квалифицированным персоналом, прошедшим специальную подготовку и обладающим
надлежащими навыками по выполнению земляных работ. При производстве земляных работ должно быть
обеспечено соблюдение строительных норм и правил, проекта и ППР. Возведение земляных сооружений должно
производиться по утвержденному проекту производства работ (ППР). Запрещается осуществление земляных работ без утвержденного проекта производства
работ. Не
допускаются отступления от
решений проектов производства работ без согласования с организациями,
разработавшими и утвердившими их.
Разработка выемок, и вскрытие подземных
коммуникаций в пределах охранных зон допускаются при наличии письменного
разрешения эксплуатирующих организаций. До начала производства земляных работ в местах
расположения действующих подземных коммуникаций расположение последних на
местности должно быть обозначено соответствующими знаками или надписями. Производство земляных работ в зоне действующих
подземных коммуникаций следует осуществлять под непосредственным руководством
прораба или мастера, а в охранной зоне кабелей, находящихся под напряжением,
или действующего газопровода, кроме того, под наблюдением работников электро-
или газового хозяйства. В случае обнаружения не указанных в проекте
коммуникаций, подземных сооружений или обозначающих их знаков земляные работы
должны быть приостановлены, на место работ вызваны представители заказчика и
организаций, эксплуатирующих обнаруженные коммуникации, и приняты меры по
предохранению обнаруженных подземных устройств от повреждения. При
невозможности установления эксплуатирующих организаций следует вызвать
представителей местной администрации. Перед началом производства земляных работ на
участках с возможным патогенным заражением почвы (свалка, скотомогильники,
кладбища и т.п.) необходимо разрешение органов Государственно-санитарного надзора. Котлованы, разрабатываемые на улицах, проездах,
во дворах населенных пунктов, а также местах, где происходит движение людей или
транспорта, должны быть ограждены защитным ограждением с учетом требований ГОСТ
23407-78. На ограждении необходимо устанавливать предупредительные надписи
и знаки, а в ночное время - сигнальное освещение. Производство работ повышенной опасности, а
также работ на территории действующего предприятия и жилого микрорайона
допускается при наличии надлежаще оформленных и утвержденных наряд-допусков и
актов-допусков. Грунт, извлеченный из котлована, следует
размещать на расстоянии не менее 0,5 м от бровки выемки. Разрабатывать грунт в котлованах «подкопом» не допускается. Валуны и камни, а также отслоения грунта,
обнаруженные на откосах, должны быть удалены. Рытье котлованов и траншей с
откосами без креплений в нескальных грунтах выше уровня грунтовых вод (с учетом
капиллярного поднятия) или в грунтах, осушенных с помощью искусственного
водопонижения, допускается при глубине выемки и крутизне откосов согласно
нижеприведенной таблице.
Рытье котлованов и траншей с вертикальными
стенками без креплений в нескальных и незамерзших грунтах выше уровня грунтовых
вод и при отсутствии вблизи подземных сооружений допускается на глубину не
более, м: 1,0 - в насыпных, песчаных и крупнообломочных грунтах; 1,25 - в
супесях; 1,50 - в суглинках и глинах. Наибольшую высоту вертикальных стенок выемок в
мерзлых грунтах, кроме сыпучемерзлых, при среднесуточной температуре воздуха
ниже минус 2 °С допускается увеличивать по сравнению с вышеприведенной на
величину глубины промерзания грунта, но не более чем до 2 м. При напластовании различных видов грунтов
крутизну откосов для всех пластов надлежит назначать по наиболее слабому виду
грунта. Крутизна откосов выемок глубиной более 5 м во
всех случаях и глубиной менее 5 м при гидрогеологических условиях и видах
грунтов, не предусмотренных в вышеприведенной таблице, должна устанавливаться
проектом. При высоте откосов более 5 м в однородных
грунтах их крутизну допускается принимать по графикам приложения 3 СНиП 3.02.01-87,
но не круче указанных в вышеприведенной таблице для глубины выемки 5 м и во
всех грунтах (включая скальные) не более 80°. Крутизна откосов выемок,
разрабатываемых в скальных грунтах с применением взрывных работ, должна быть
установлена в проекте. В проекте должна быть установлена необходимость
временного крепления вертикальных стенок котлованов в зависимости от глубины
выемки, вида и состояния грунта, гидрогеологических условий, величины и
характера временных нагрузок на бровке и других местных условий. Число и размеры уступов и местных углублений в
пределах выемки должны быть минимальными и обеспечивать механизированную
зачистку основания и технологичность возведения сооружения. Для котлованов под
жилые дома число уступов и местных углублений в скальных грунтах не должно
превышать трех, в прочих грунтах - пяти. Отношение высоты уступа к его длине
устанавливается проектом, но должно быть не менее 1 : 2 - в глинистых грунтах,
1 : 3 - в песчаных грунтах. При необходимости разработки котлованов в непосредственной
близости и ниже подошвы фундаментов существующих зданий и сооружений проектом
должны быть предусмотрены технические решения по обеспечению их сохранности. При установке креплений верхняя часть их должна
выступать над бровкой выемки не менее чем на 15 см. Устанавливать крепления необходимо в
направлении сверху вниз по мере разработки выемки на глубину не более 0,5 м. Разборку креплений следует производить в
направлении снизу вверх по мере обратной засыпки выемки. Производство работ в котлованах с откосами,
подвергшимися увлажнению, разрешается только после тщательного осмотра
производителем работ (мастером) состояния грунта откосов и обрушения
неустойчивого грунта в местах, где обнаружены «козырьки» или трещины
(отслоения). При наличии в период производства работ
подземных вод в пределах выемок или вблизи их дна мокрыми следует считать не
только грунты, расположенные ниже уровня грунтовых вод, но и грунты,
расположенные выше этого уровня на величину капиллярного поднятия, которую
следует принимать: 0,3 м - для крупных,
средней крупности и мелких песков; 0,5 м - для
пылеватых песков и супесей; 1,0 - для суглинков
и глин. Котлованы, разработанные в зимнее время, при
наступлении оттепели должны быть осмотрены, а по результатам осмотра должны
быть приняты меры к обеспечению устойчивости откосов и креплений. Перед допуском рабочих в
котлованы глубиной более 1,3 м должна быть проверена устойчивость откосов и
креплений.
При необходимости передвижения людей в пазухе
расстояние между поверхностью откоса и боковой поверхностью возводимого в
выемке сооружения должно быть в свету не менее 0,6 м. Разработку в траншеях и котлованах элювиальных
грунтов, меняющих свои свойства под влиянием атмосферных воздействий, следует
осуществлять, оставляя защитный слой, величина которого и допустимая
продолжительность контакта вскрытого основания с атмосферой устанавливается
проектом. Защитный слой удаляется непосредственно перед началом возведения
сооружения. Выемки в грунтах, кроме валунных, скальных и
элювиальных, следует разрабатывать, как правило, до проектной отметки с
сохранением природного сложения грунтов основания. Вид и характеристики
вскрытого грунта естественных оснований должны соответствовать проекту. Допускается разработка
котлованов в два этапа: черновая - с отклонениями, приведенными в пунктах 1 - 4
нижеследующей таблицы, и окончательная (непосредственно перед возведением
конструкции) - с отклонениями, приведенными в пункте 5 этой же таблицы.
Доработку недоборов до проектной отметки
следует производить с сохранением природного сложения грунтов основания. Сохранение природного сложения грунтов
оснований включает: - защиту котлована от попадания поверхностных
вод; - ограждение котлована и грунтов основания
водонепроницаемой стенкой (шпунтовой и др.) с погружением ее на 1 м в слой
относительно водоупорного грунта (глина, суглинок); - глубинный водоотлив из подстилающих слоев,
содержащих воды; - исключение динамических воздействий во время
откопа котлованов землеройными машинами с помощью защитного слоя грунта недобора; - защиту грунта основания от промерзания или
сохранение мерзлого состояния грунтов на все время эксплуатации сооружения. Переборы
в скальных и вечномерзлых грунтах
Восполнение переборов в местах устройства
фундаментов должно быть выполнено местным грунтом с уплотнением до плотности
грунта естественного сложения основания или малосжимаемым грунтом (модуль
деформации не менее 20 МПа). В просадочных грунтах II типа не допускается применение дренирующего грунта. Способ восстановления оснований, нарушенных в
результате промерзания, затопления, а также переборов глубиной более 50 см,
должен быть согласован с проектной организацией. При разработке грунтов, содержащих негабаритные
включения, в проекте должны быть предусмотрены мероприятия по их разрушению или
удалению за пределы площадки. Негабаритными считаются валуны, камни, куски
разрыхленного мерзлого и скального грунта, наибольший размер которых превышает: 2/3 ширины ковша -
для экскаваторов, оборудованных обратной лопатой или оборудованием прямого
копания; 1/2 ширины ковша -
для экскаваторов, оборудованных драглайном; 2/3 наибольшей
конструктивной глубины копания - для скреперов; 1/2 высоты отвала -
для бульдозеров и грейдеров; 1/2 ширины кузова и
по весу половину паспортной грузоподъемности - для транспортных средств; 3/4 меньшей стороны
приемного отверстия - для дробилки; 30 см - при
разработке вручную с удалением подъемными кранами. При искусственном засолении грунтов не
допускается концентрация соли в поровой влаге свыше 10 % при наличии или
предполагаемой укладке неизолированных металлических или железобетонных
конструкций на расстоянии менее 10 м от места засоления. Ширина проезжей части подъездных путей в
пределах разрабатываемых котлованов должна быть для самосвала грузоподъемностью
до 12 т при двухстороннем движении - 7 м, при одностороннем - 3,5 м. При грузоподъемности самосвалов более 12 т, а
также при использовании других транспортных средств ширина проезжей части
определяется проектом организации строительства. Сроки и способы производства земляных работ в
вечномерзлых грунтах, используемых по I принципу, должны обеспечивать сохранение вечной мерзлоты в
основаниях сооружений. Соответствующие защитные мероприятия должны быть
предусмотрены проектом. В процессе устройства котлованов должен быть
установлен постоянный надзор за состоянием грунта, ограждением и креплением
котлована, и за фильтрацией воды. Возведение фундаментов на основаниях из
насыпных грунтов допускается в случаях, предусмотренных проектом, после
подготовки основания с учетом состава и состояния грунтов и в соответствии с
принятым решением по способу их отсыпки и уплотнения. Котлованы следует разрабатывать, как правило,
участками, не превышающими 1000 м2 в летних условиях и 300 м2
в зимних. Грунт из котлована может складываться на бровке
с обеспечением устойчивости стен котлована. Грунты в основании, не соответствующие в
природном залегании требуемой проектом плотности и водонепроницаемости, следует
доуплотнять с помощью уплотняющих средств (катков, тяжелых трамбовок и др.). Степень уплотнения, выражаемая плотностью
сухого грунта, должна быть задана в проекте и должна обеспечивать повышение
прочностных свойств грунта, уменьшение его деформативности и водопроницаемости. Методы устройства насыпных оснований, подушек,
а также уплотнения грунта устанавливаются проектом и уточняются ППР в
зависимости от назначения и требуемой степени уплотнения, вида и состояния
грунтов, объема работ, имеющихся средств механизации, сроков производства работ
и др. В ходе выполнения земляных работ должен
осуществляться операционный контроль строительных процессов и производственных
операций, который должен обеспечивать своевременное выявление дефектов и
принятие мер по их устранению и предупреждению. Состав контролируемых операций, объем, сроки и
способы контроля, осуществляемого в процессе разработки котлованов, участие в
нем геодезической службы, строительной и геотехнической лаборатории и других
функциональных служб должно быть определено технологическими картами на
выполнение работ по устройству котлованов. Контроль должен включать проверку выполнения
требований проекта, ППР и соответствующих глав строительных норм и правил. При проверке следует обратить внимание на: - соблюдение необходимых недоборов грунта, недопущение
переборов и нарушения структуры грунта основания; - недопущение нарушения структуры грунта при
срезке недоборов и подготовке оснований; - предохранение грунтов оснований от
подтапливания подземными и поверхностными водами с размягчением и размывом верхних
слоев основания; - соответствие характеристик вскрытых грунтов
основания предусмотренным в проекте; - достижение достаточного и однородного
уплотнения песчаных подушек; - достаточность примененных мер по защите
грунтов основания от промерзания. Отсутствие нарушений природных свойств грунтов
основания и соответствие этих свойств предусмотренным в проекте допускается
проверять визуально. В сомнительных случаях следует применять пенетрацию,
зондирование, отбор проб грунта для испытаний и др. При больших отклонениях от проектных данных
должно быть выполнено, кроме того, испытание грунтов пробными нагрузками и
принято решение о необходимости разработки поправок либо к проекту оснований,
либо к проекту производства работ. Проверку однородности и достаточности
выполненного уплотнения грунтов в естественном залегании или грунтовых подушек
следует осуществлять полевыми методами (зондированием, радиоизотопными методами
и пр.) и выборочным определением плотности сухого грунта по отобранным образцам
из каждого уплотненного слоя грунта. Состав контролируемых показателей, допустимые
отклонения, объем и методы контроля земляных работ при устройстве котлованов
(если другие показатели и нормы не определены ППР) должны соответствовать
приведенным выше. В состав операционного контроля, т.е. в
технологический процесс выполнения земляных работ входят контрольные
геодезические измерения точности геометрических параметров земляных сооружений. Контроль точности производства земляных работ
осуществляется как плане, так и по высоте. Объем контроля в плане принимают не
менее 10 % от числа точек, выносимых при разбивке котлована. Измерения
осуществляются инструментально геодезическими методами. При контроле сопоставляются измеренные размеры
с размерами и отметками, указанными на чертежах, и величинами допусков,
установленных нормативными документами. Крутизну откосов проверяют откосниками
(откосными лекалами) или же теодолитом способом наклонного луча визирования. Контроль точности высотного положения
котлованов производят с помощью геометрического, тригонометрического
нивелирования или визирок. Определение глубины котлована методом геометрического
нивелирования.
Определение глубины котлована методом тригонометрического
нивелирования.
Глубину траншеи или котлована до 3 м можно контролировать
нивелиром методом геометрического нивелирования. Нивелир устанавливают на
бровку и по рейке, поставленной на дно, берут отсчет а. Глубина выемки (h) вычисляется по формуле: h = а - v, где: v - высота инструмента. При контроле тригонометрическим нивелированием
для определения глубины котлована h измеряют вертикальный угол v и горизонтальное расстояние d с одной станции прибора. Тогда: h = d tgv + v
- i, где: i - высота
прибора; v - высота визирования на рейку. Результаты операционного контроля качества
выполненных земляных работ фиксируются в общих и специальных журналах работ,
журналах геотехнического контроля, исполнительных геодезических схемах,
чертежах и других документах, предусмотренных технологическими картами и
действующей в данной организации системой управления качеством. При приемке земляных работ по разработке
котлованов производятся исполнительные съемки. Плановое и высотное положение элементов
котлована следует определять от знаков разбивочной сети строительной площадки,
внешней разбивочной сети здания (сооружения) или от твердых точек капитальных
зданий (сооружений). Перед началом работ необходимо проверить неизменность
положения пунктов сети и ориентиров. Производство исполнительных съемок включает в
себя следующие виды работ: - выяснения наличия геодезической или
разбивочной сети и восстановление знаков этой сети; - съемку и нивелирование элементов земляных
сооружений; - составление исполнительных чертежей и планов. При исполнительной съемке земляных сооружений
подлежат съемке в плане: бровки котлованов, границы планировочных оформляющих
плоскостей. Верхняя и нижняя бровки снимаются при глубине выемок свыше 3 м. В
остальных случаях допускается снимать только нижнюю бровку. Съемке по высоте подлежат контуры котлованов и
их центры, перепады (изменения) отметок оснований под фундаменты и т.п. По окончании обработки материалов
исполнительных съемок составляется исполнительный чертеж. Если земляные работы
выполнены с отклонениями от проекта, то на исполнительном чертеже должно быть
указано, кем и когда эти отклонения разрешены. На исполнительном чертеже должно быть
подтверждение заказчиком правильности составления и соответствия
исполнительного чертежа натуре. Исполнительный чертеж входит в состав
обязательной исполнительной документации, которая прилагается к акту
освидетельствования скрытых работ по разработке траншей и котлованов. Промежуточной сдаче заказчику с составлением
актов освидетельствования скрытых работ подлежат следующие виды скрытых
земляных работ, выполняемых при разработке котлованов: - разбивка земляных работ; - качество грунтов естественных оснований; - замена грунтов в основаниях; - устройство естественных оснований под
земляные сооружения, фундаменты и т.д.; - устройство дренажей и его элементы (дренажные
слои и их основания, колодцы, трубопроводы и их обсыпка); - устройство грунтовых подушек и т.д. При необходимости в проекте допускается
указывать другие элементы, подлежащие промежуточной приемке с составлением
актов освидетельствования скрытых работ. Сдача-приемка котлованов должна оформляться
актом, разрешающим приступить к устройству фундаментов. К акту прилагаются: - перечень технической документации, на
основании которой были произведены работы; - материалы испытаний грунтов, выполненных как
в процессе операционного контроля, так и при приемке основания; - акты промежуточных проверок и приемки скрытых
работ; - журналы производства работ; - исполнительные чертежи, выполненные по
результатам геодезических съемок законченных строительством котлованов; - перечень недоделок, не препятствующих
эксплуатации котлованов, с указанием сроков их устранения. В случае установления значительных расхождений
между фактическими и проектными характеристиками грунта основания и
необходимостью пересмотра проекта решение о проведении дальнейших работ должно
приниматься при обязательном участии представителя проектной организации и
заказчика. Приложение 6 к СНиП 3.01.01-85* АКТ ОСВИДЕТЕЛЬСТВОВАНИЯ СКРЫТЫХ РАБОТ
ЗЕМЛЯНЫЕ
РАБОТЫ В ПРОСАДОЧНЫХ, НАБУХАЮЩИХ И ДРУГИХ ГРУНТАХ, МЕНЯЮЩИХ СВОИ СВОЙСТВА ПОД
ВЛИЯНИЕМ АТМОСФЕРНОЙ ВЛАГИ И ПОДЗЕМНЫХ ВОД Разработку котлованов в просадочных и
набухающих грунтах разрешается производить только после выполнения мероприятий,
обеспечивающих отвод поверхностных вод из котлована и прилегающей территории,
размеры которой превышают с каждой стороны размеры разрабатываемой выемки по
верху на величину: для просадочных грунтов - не менее величины
просадочной толщи, указанной в проекте, а при отсутствии указаний в проекте -
на 15 м при I типе и 25
м при II типе грунтовых
условий по просадочности; для набухающих грунтов - не менее 15 м. При производстве земляных работ в грунтовых
условиях II типа по
просадочности водоприемники и водоотводные устройства должны быть рассчитаны на
приток воды 5 % обеспеченности от таяния снегов и выпадения осадков, принимая
наибольшую из указанных величин. При обратной засыпке котлованов в набухающих
грунтах следует применять ненабухающий грунт по всей ширине пазухи или в
пределах прилегающего к конструкции вертикального демпфирующего слоя,
поглощающего деформации набухания. Ширина демпфирующего слоя грунта
устанавливается проектом. Проектом организации строительства и проектом
производства работ должно быть предусмотрено опережающее строительство
дренажных насосных и устройств по выпуску воды в соответствии с рабочими
чертежами. До укладки в траншею дренажные трубы должны
быть осмотрены и очищены от грунта и мусора. Послойную фильтрующую обсыпку дренажных
трубопроводов (кроме трубофильтров) гравием и песком необходимо выполнять с
использованием инвентарных разделительных форм. Прямолинейность участков дренажных
трубопроводов между смежными колодцами следует проверять осмотром «на свет» с
помощью зеркала до и после засыпки траншеи. Отраженная в зеркале окружность
трубы должна иметь правильную форму. Допустимая величина отклонения от
окружности по горизонтали должна быть не более 0,25 диаметра трубы, но не более
50 мм в каждую сторону. Отклонение от правильной формы окружности по
вертикали не
допускается. Технические требования к производству работ по
водопонижению, организации поверхностного стока и водоотводу приведены в СОКК
«Водопонижение и водоотвод» в альбоме часть I, вып. 1. УПЛОТНЕНИЕ
ГРУНТОВ Технические требования к работам по уплотнению
грунтов естественного залегания и устройству грунтовых подушек приведены в СОКК
«Уплотнение грунта» в альбоме часть I, вып. 1. Состав контролируемых
показателей, предельные отклонения, объем и методы контроля работ по уплотнению
грунтов приведены в нижеследующей таблице.
ГЕОДЕЗИЧЕСКИЕ РАБОТЫ ПРИ УСТРОЙСТВЕ ФУНДАМЕНТОВСНиП 3.01.01-85* Организация
строительного производства. СНиП 3.01.03-84 Геодезические
работы в строительстве. Пособие по
производству геодезических работ в строительстве (к СНиП 3.01.03-84). ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ До начала работ по устройству фундаментов необходимо: - проверить наличие акта разбивки главных и
основных осей здания и исполнительного разбивочного чертежа; - проверить сохранность знаков разбивочной сети
здания и осевых знаков; восстановить утерянные знаки; проверить неизменность
положения знаков путем повторных измерений элементов сети; - проверить наличие акта освидетельствования
ранее выполненных земляных работ по устройству котлована; - проверить наличие исполнительной схемы по
результатам исполнительной геодезической съемки котлована; - проверить наличие геодезической части ППР,
ППГР или другой технологической документации, содержащей метод выполнения
детальных разбивочных работ, схему местоположения знаков, отметок, ориентиров,
порядок и объем геодезических работ; - проверить наличие необходимых приборов,
инструментов и приспособлений, своевременно прошедших поверку и юстировку. Перечень
приборов, инструментов и приспособлений Теодолит типа Т-15 или Т-30 со штативом типа
ШР-40 (ГОСТ
10529-96 и ГОСТ
11897-78*). Рулетки измерительные металлические типа РС-2,
Р3-20, Р3-50, рулетка компенсационная типа РК-2 (ГОСТ 7502-98),
уровень УС2-П и УС6-П (ГОСТ 9416-83). Отвес О-200 и О-400 (ГОСТ 7948-80). Линейка стальная мерительная длиной 500 мм (ГОСТ
427-75*). Проволока стальная Ø 2 мм (ГОСТ 10528-90*). Нивелир типа НТ со штативом типа ШР-120, рейка
типа РНТ (ГОСТ
10528-90* и ГОСТ
11897-78*). Кисть флейцовая типа КФ (ГОСТ
10597-87*).
Детальные разбивочные работы при устройстве
фундаментов должны выполняться в соответствии с требованиями проекта, СНиП 3.01.01-85*,
СНиП 3.01.03-84,
ППР, ППГР или другой технологической документации, утвержденной в установленном
порядке. ППГР, геодезический раздел ППР или другая
технологическая документация на строительство фундаментов должны содержать
помимо основных требований к созданию разбивочной сети здания (сооружения)
дополнительные требования, связанные с устройством фундаментов, в том числе: - точность выполнения детальных разбивочных
работ; - методы выполнения детальных разбивочных
работ; - технологию выноса и закрепления в натуре осей
и отметок, определяющих в соответствии с требованиями проекта положение
фундаментов в плане и по высоте; - технологию геодезического контроля при
производстве работ по устройству фундаментов; - технологию производства исполнительных съемок
и составление исполнительской документации. Непосредственно перед выполнением разбивочных
работ исполнитель должен проверить неизменность положения знаков разбивочной
сети здания (сооружения) путем повторных измерений элементов сети. При устройстве фундаментов зданий разбивочные
оси следует переносить на обноску или на другое устройство для временного
закрепления осей. Вид обноски и место ее расположения следует указывать на
схеме размещения знаков. Разбивочные оси, ориентирные риски следует
наносить от знаков внешней разбивочной сети здания. Количество разбивочных
осей, монтажных рисок, маяков, места их расположения, способ закрепления
следует указывать в проекте производства работ или в ППГР. При устройстве сборных фундаментов применяют
разреженную или створную обноску, которые устанавливают по основным и
межсекционным осям, температурным швам на расстоянии 18 ... 24 м одна от
другой. Обноску устанавливают в 2 ... 3 м от верхней бровки котлована. При
котлованах глубиной 3 м и более обноску часто располагают в котловане вдоль его
нижней бровки. Обноску устанавливают параллельно основным осям
здания так, чтобы верхняя грань ее была прямолинейна и горизонтальна. Это
освобождает исполнителя от необходимости учета поправок на наклон и
нестворность укладки рулетки в процессе измерений по ней. Детальную разбивку промежуточных осей
производят двумя способами. Первый способ - разбивка промежуточных осей по
обноске. Способ в основном применяется при сплошной обноске, стороны которой
устанавливают прямолинейно и параллельно соответствующим продольным и
поперечным осям, а верх обрезной доски располагают на одной отметке. При
сплошной обноске легко проводить линейные измерения. На построенную обноску теодолитом
предварительно выносят с пунктов закрепления основные оси, фиксируя их
положение гвоздем или откраской. Далее по обноске между закрепленными основными
осями производят разбивку всех остальных промежуточных осей, положение которых
фиксируют вначале карандашной риской. Разбивку производят путем линейных
измерений. После увязки полученных результатов измерений и редуцирования
(смещения) положения промежуточных осей посредством введения пропорциональных
поправок положение осей закрепляют гвоздем. Второй способ - разбивка промежуточных осей по
дну котлована с производством линейных измерений по деревянным кольям с
последующим выносом осей на разреженную или створную обноску. Способ не требует
соблюдения условий прямолинейности сторон обноски и параллельности ее
разбивочным осям. При этом способе линейные измерения, в
основном, производят по главной продольной оси здания, положение которой
определяют от вынесенных на дно котлована основных осей. По створу главной
продольной оси на расстоянии длины мерного прибора и в местах прохождения
промежуточных осей, которые будут выносится на обноски, забивают деревянные
колья. По кольям производят линейные измерения. Промежуточные оси на кольях
фиксируют карандашом. При закрепленных главных осях здания линейные
измерения производят от центральной точки пересечения главных осей, которую
предварительно определяют с точек закрепления главных осей. Над точками пересечения главной оси с
промежуточными, полученными в результате линейных измерений, центрируют
теодолит, наводят на крайнюю, наиболее удаленную точку закрепления главной оси
и откладывают угол 90° при двух положениях вертикального круга с закреплением
проекции визирного луча на разреженной или створной обноске по обе стороны
котлована. За окончательное положение промежуточной оси берут среднее из двух
проекций. Перенос разбивочных осей на дно котлована
Перенос разбивочных осей на фундаментные блоки с помощью
теодолита
1 - маячные фундаментные блоки; 2 -
скамеечные обноски; 3 - стальная проволока (леска); 4 - отвесы; 5 - теодолит; 6
- створный знак; 7 - рулетка; 8 - причалка; 9 - отмер от причалки Линейные измерения при детальной разбивке
необходимо производить 20 - 30-метровой компарированной стальной рулеткой с
введением поправок на компарирование, температуру, наклон и постоянным
натяжением 98 Н (10 кгс). Вынесенные на обноску оси подписывают и
закрепляют гвоздем или окраской на обноске, а также штырем под обноской. Оси, которые будут использоваться при переносе
плановой сети здания с исходного горизонта на монтажный при возведении
надземной части, закрепляют выносками - постоянными и временными знаками. По результатам разбивки составляется акт на
разбивку основных осей здания с приложением исполнительной схемы. Монтаж фундаментных блоков ведут в соответствии
с разбивкой на дне котлована или «под теодолит». При монтаже сборных фундаментов между
одноименными осями, закрепленными на обноске, натягивают струны (тонкая
проволока, леска). От отвесов, подвешенных на струнах, линейным отмером
определяют положение осей и закрепляют их на дне колышками. От осей, обозначенных на дне котлована висящими
отвесами или колышками с помощью шаблона определяют плановое положение угловых
и маячных фундаментных блоков, которое фиксируется штырями. После снятия струн
блоки монтируются. По граням угловых и маячных блоков натягивают шнур-причалку
и монтируют все промежуточные блоки. При монтаже фундаментных блоков «под теодолит»
предварительно размечают стаканы и подошвы фундаментов, для чего на стаканах и
подошве наносят несмываемой краской риски, фиксирующие положение осей стаканов
и подошвы фундаментов. Теодолит устанавливают над точкой закрепленной оси и
крест стенки нитей зрительной трубы теодолита наводят на закрепленную точку
противоположного конца оси. Наклонным лучом теодолита ось передают на
укладываемый блок. Совпадение риски фундамента с вертикальной нитью сетки
зрительной трубы показывает, что укладываемый блок принял проектное положение
по одному из двух взаимно перпендикулярных направлений. Также ориентируют блок
и по второй оси. Далее монтаж ведут при помощи теодолита и
рулетки (или причалки). По теодолиту устанавливают фундамент относительно одной
(продольной или поперечной) оси, а по другой взаимно перпендикулярной оси
фундамент устанавливают по линейному отмеру, который производится от рисок
ранее установленного фундамента, или по причалке. Через 2 - 3 ряда установленных фундаментов
производят контроль точности их монтажа теодолитом по двум взаимно перпендикулярным
осям, закрепленным на обноске (объем геодезического контроля должен быть
определен в ППР, ППГР или другой технологической документации). Геодезический контроль, осуществляемый при
монтаже фундаментов, оформляется геодезической документацией, в которую входят:
исполнительная геодезическая схема, журнал геодезического контроля и др.
документация, предусмотренная ППГР или ППР. При контроле сопоставляются измеренные размеры
с размерами и отметками, указанными на чертежах, и величинами допусков, установленных
нормативными документами. Контроль точности устройства фундаментов
следует производить в плановом и высотном положениях. В плановом положении
проверяют расстояния между осями (фундаментами). Проверку выполняют измерением
расстояний от ранее вынесенных ориентиров до геометрических осей фундаментов и
после сравнения с проектными значениями вычисляют допущенные отклонения. В
плане проверяют также положение стаканов фундаментов относительно разбивочных
осей. В высотном положении снимают и на схемах показывают отклонения от
проектных отметок опорной поверхности дна стаканов фундаментов до укладки
выравнивающего слоя или пакета армобетонных подкладок и после нее. Погрешность измерений в процессе геодезического
контроля точности устройства фундаментов должна быть не более 0,2 величины
отклонений, допускаемых строительными нормами и правилами. По окончании устройства фундаментов
производится исполнительная геодезическая съемка планового и высотного
положения фундаментов, по результатам которой составляется планово-высотная
исполнительная схема, которая входит в состав исполнительной документации при
приемке работ по устройству фундаментов. В процессе приемки фундаментов проверяется
правильность вынесения и закрепления разбивочных осей на фундаменты и наличие
исполнительной схемы на фундаменты. Далее путем контрольных измерений
проверяется правильность результатов съемки, отраженных на исполнительной
схеме. Для этого проводятся линейные измерения от продольных и поперечных осей.
У фундаментов под сборные железобетонные колонны проверяют непосредственными
промерами рулеткой или измерительной линейкой длину и ширину стаканов, а также
смещение осей стаканов фундаментов относительно разбивочных осей. Для таких
измерений можно воспользоваться теодолитом и измерительной линейкой (нивелирной
рейкой). При этом зрительную трубу теодолита направляют по осевому створу, а по
вертикальной нити берут отсчеты по линейке (нивелирной рейке), которая должна
прикладываться нулевым делением к граням стакана и располагаться перпендикулярно
линии визирования. Разность между полученным отсчетом и проектной величиной и
будет характеризовать величину действительного отклонения оси стакана от
разбивочной оси. Качество возведения фундаментов по высоте проверяется
геометрическим нивелированием. С этой целью определяют отметки дна стаканов
после укладки выравнивающего цементно-песчаного слоя или армобетонных
прокладок. Сравнивая полученные отметки с проектными получают действительные
отклонения, которые не должны превышать предельных отклонений, установленных
нормативными документами. Соответствие планово-высотного положения
фундаментов проектному в пределах нормативных требований отражается в акте
приемки-сдачи фундаментов. К подписанному обеими сторонами акту приемки
фундаментов прилагается исполнительная схема. Фрагмент исполнительной схемы
МОНТАЖ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ФУНДАМЕНТОВ СТАКАННОГО ТИПАГОСТ
24476-80* Фундаменты железобетонные сборные под колонны каркаса межвидового
применения для многоэтажных зданий. Технические условия. ТУ 5812-009-03984988-99 Фундаменты
железобетонные сборные стаканного типа. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль сборных железобетонных
фундаментов стаканного типа должен осуществляться в соответствии требованиями ГОСТ
24476-80*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, технических условий и технологической документации,
утвержденной в установленном порядке. ГОСТ
24476-80* Фундаменты железобетонные сборные под колонны каркаса межвидового
применения для многоэтажных зданий. Технические условия. Стандарт распространяется на сборные
железобетонные фундаменты стаканного типа, изготовляемые из тяжелого бетона и
предназначенные для применения в многоэтажных каркасно-панельных общественных
зданиях, производственных и вспомогательных зданиях промышленных предприятий из
конструкций серий 1.020-1/83, 1.020.1-2с и возводимых в несейсмических и
сейсмических районах, в грунтах и грунтовых водах при неагрессивной, слабо- и
среднеагрессивной степенях воздействия на железобетонные конструкции. Стандарт не распространяется на фундаменты,
предназначенные для применения в зданиях, возводимых на просадочных и
вечномерзлых грунтах и на подрабатываемых территориях. Фундаменты подразделяют на типы: 1Ф - фундаменты под
колонны с поперечным сечением размерами 300 ´ 300 мм; 2Ф - то же, под
колонны с поперечным сечением размерами 400 ´ 400 мм. Марка фундаментов состоит из двух буквенно-цифровых
групп, разделенных тире. Первая группа содержит обозначение типа
фундамента, длину (ширину) подошвы и высоту фундамента в дециметрах (значение
высоты округляют до целого числа). Вторая группа содержит обозначение несущей
способности фундамента, а для фундаментов, предназначенных для эксплуатации в
агрессивной среде, дополнительно содержит показатель проницаемости бетона,
обозначаемый буквой: Н - нормальной проницаемости, П - пониженной
проницаемости. Пример условного обозначения (марки) фундамента
типа 1Ф с подошвой размерами 1800 ´ 1800 мм, высотой 750 мм, первой несущей
способности, предназначенного для эксплуатации в неагрессивной среде: 1Ф18.8-1 То же, типа 2Ф с подошвой размерами 1500 ´ 1500 мм,
высотой 900 мм, второй несущей способности, из бетона пониженной проницаемости: 2Ф15.9-2П Размеры
фундаментов должны соответствовать приведенным в нижеследующей таблице.
Фундаменты типоразмеров 1.Ф12.8; 2Ф12.9
Фундаменты типоразмеров 1.Ф15.8; 1.Ф15.9; 1.Ф18.8; 1.Ф18.9;
1.Ф21.8; 1.Ф21.9; 2.Ф15.9; 2.Ф18.9; 2.Ф18.11; 2.Ф21.9; 2.Ф21.11
Значение нормируемой отпускной прочности бетона
фундаментов должно быть равно 70 % марки бетона по прочности на сжатие. При
поставке фундаментов в холодный период года значение нормируемой отпускной
прочности бетона может быть повышено, но не более 90 % марки по прочности на
сжатие. Значение нормируемой отпускной прочности бетона должно соответствовать
указанному в проектной документации на конкретное здание и в заказе на
изготовление фундаментов. Отклонения фактических размеров фундаментов от
номинальных, приведенных в рабочих чертежах, не должны превышать, мм: ± 16 - по длине (ширине); ± 10 - по высоте. Отклонения от номинальных размеров стакана под
колонну и выступов фундамента не должны превышать ± 5 мм. Отклонение от плоскостности подошвы фундаментов
не должно превышать ± 5 мм. На поверхности фундаментов не допускаются: - обнажение рабочей и конструктивной арматуры; - жировые и ржавые пятна; - участки неуплотненного бетона; - трещины, за исключением усадочных и других
поверхностных технологических трещин, ширина которых не должна превышать, мм: 0,1 - в конструкциях
из тяжелого бетона, подвергаемых попеременному замораживанию и оттаиванию в
водонасыщенном состоянии или в условиях эпизодического водонасыщения; 0,2 - в остальных
видах конструкций. Категория бетонных поверхностей фундаментов -
А7. Размеры раковин и околов бетона ребер
фундаментов не должны превышать, мм: диаметр или наибольший размер раковины .....
20; глубина окола бетона ребра ................................
20. Маркировочные надписи и знаки должны быть
нанесены на боковых гранях фундаментов. Фундаменты должны сопровождаться документом о
качестве, в котором должны быть указаны: наименование и адрес
предприятия-изготовителя; номер и дата выдачи документа; номер партии; марка
фундаментов; число фундаментов каждой марки; дата изготовления фундаментов;
класс или марка бетона по прочности; отпускная прочность бетона (нормируемая,
требуемая с учетом фактической однородности бетона и фактическая); марка бетона
по морозостойкости и для фундаментов, предназначенных для эксплуатации в
агрессивной среде, водонепроницаемость бетона (если эти показатели оговорены в
заказе на изготовление фундаментов); обозначение стандарта. Документ о качестве
должен быть подписан работником, ответственным за технический контроль
предприятия-изготовителя. Фундаменты следует хранить и транспортировать в
рабочем положении. Фундаменты должны храниться в штабелях
рассортированными по маркам и партиям. Высота штабеля фундаментов не должна
превышать двух рядов. При хранении каждый фундамент должен
укладываться на деревянные прокладки и подкладки. Толщина прокладок должна быть
не менее 100 мм, подкладок - не менее 30 мм. Прокладки и подкладки в штабеле
должны располагаться по одной вертикали. Подкладки под нижний ряд фундаментов следует
укладывать по плотному, тщательно выровненному основанию. Транспортировка фундаментов должна
производиться в один ряд на деревянных подкладках с надежным закреплением
изделий, предохраняющим их от смещения во время перевозки. На строительной площадке в процессе входного
контроля необходимо: - проверить наличие сопроводительной
документации и полноту содержащихся в них данных; - по имеющейся сопроводительной документации и
маркировке убедиться в соответствии поступивших фундаментов требованиям
проекта; - проверить наличие на фундаментах штампа ОТК; - путем внешнего осмотра проверить отсутствие
на фундаментах недопустимых дефектов внешнего вида; - провести необходимые замеры и испытания,
предусмотренные регламентом входного контроля. Регламент входного контроля
должен быть определен в технологической карте или другой технологической
документации, утвержденной в установленном порядке. При возникновении сомнений в
качестве поступивших блоков и в их соответствии требованиям проекта и
нормативных документов должны быть вызваны представители строительной
лаборатории или функциональных служб, ответственных за поставку блоков.
Монтаж сборных фундаментов стаканного типа
следует осуществлять в соответствии с требованиями СНиП 3.03.01-87, СНиП 3.01.01-85*, СНиП 3.01.03-84,
проекта, ППР, технологических карт, схем операционного контроля качества и
другой технологической документации, утвержденной в установленном порядке. Работы по монтажу сборного фундамента
стаканного типа должны выполнять строительные организации, получившие лицензию
на выполнение этих работ в Федеральных или местных органах по лицензированию
строительной деятельности. Работы по монтажу сборного фундамента
стаканного типа должны выполняться квалифицированным персоналом, прошедшим
специальную подготовку и обладающим надлежащими навыками по выполнению
строительно-монтажных работ. При производстве работ по устройству фундаментов
стаканного типа должно быть обеспечено соблюдение строительных норм и правил,
проекта и ППР. Работы по монтажу сборного фундамента
стаканного типа должны производиться по утвержденному проекту производства
работ (ППР). Запрещается осуществление строительно-монтажных работ без утвержденного проекта
производства работ. Не
допускаются отступления от решений проектов производства
работ без согласования с организациями, разработавшими и утвердившими их. Основным работам по устройству сборных
фундаментов стаканного типа должны предшествовать подготовительные работы: а) завершение внеплощадочных и
внутриплощадочных подготовительных работ, оформленное актом (см. СОКК
«Внеплощадочные и внутриплощадочные подготовительные работы»); б) завершение предшествующих земляных работ и
приемка оснований под фундаменты (см. СОКК «Разработка выемок, вертикальная
планировка» в альбоме 1-1 и «Разработка котлованов» в данном альбоме); в) детальная разбивка сборного фундамента (см.
СОКК «Геодезические работы при устройстве фундаментов»); г) завоз и складирование фундаментов; д) входной контроль поступивших на строительную
площадку фундаментов; з) разметка фундаментов. До начала работ по устройству фундаментов
подготовленное основание должно быть принято по акту комиссией с участием
заказчика и подрядчика, а при необходимости - представителя проектной
организации, в том числе геолога. Комиссия должна установить соответствие
расположения, размеров, отметок дна котлована, фактического напластования и
свойств грунтов указанным в проекте, а также возможность заложения фундаментов
на проектной или измененной отметке. Проверка отсутствия нарушений природных свойств
грунтов основания или качества их уплотнения должна при необходимости
сопровождаться отбором образцов для лабораторных испытаний, зондированием,
пенетрацией и др. В случае если комиссией установлены
значительные расхождения между фактическими и проектными характеристиками
грунта основания и необходимость пересмотра проекта, решение о проведении
дальнейших работ должно приниматься при обязательном участии представителя
проектной организации и заказчика. Устройство фундаментов надлежит производить
немедленно после приемки основания комиссией и подписания акта, разрешающего
приступить к устройству фундамента. Не допускаются перерывы более двух суток между
окончанием разработки котлованов и устройством фундамента. При более длительных
перерывах должны быть приняты меры против обводнения котлованов поверхностными
водами, промораживания талых пучинистых грунтов, а также изменения температурного
режима основания из вечномерзлых грунтов, если проектом предусмотрено
сохранение их в мерзлом состоянии. Водоотвод осуществляется в течение всего
периода монтажа фундаментов до окончания гидроизоляционных работ. При
поверхностном разжижении грунта основания фундаментов атмосферными или
грунтовыми водами разжиженный грунт и вода должна быть удалены со дна котлована
или траншеи, а грунт уплотнен втрамбовыванием в него щебня, гравия или крупного
песка слоями толщиной 6 - 8 мм. При установке сборных фундаментов в зимнее
время необходимо защищать основания фундаментов от промерзания способами,
указанными в проекте производства работ. Установка плит и блоков фундаментов на покрытые
водой или снегом основания не
допускается. Монтаж сборных фундаментов должен выполняться
кранами, расположенными за пределами подготовленных участков основания. В состав работ по монтажу фундаментов
стаканного типа входят: - выравнивание земляного основания путем
зачистки при песчаных грунтах или подсыпки песка, если фундаменты сооружаются
на других грунтах; - разбивка места установки фундаментов на
подготовленном основании; - разметка осей фундаментов; - строповка и подача фундаментов к месту
установки; - установка фундаментов в проектное положение и
их расстроповка; - проверка положения блоков в плане. Ослабленный грунтовыми водами и атмосферными
осадками верхний слой основания в месте укладки бетона должен быть
предварительно уплотнен щебнем или гравием, насыпанным слоями по 5 - 8 см, и
утрамбован. Поверхность основания, сложенного глинистыми
грунтами, должна быть выровнена до проектной отметки подсыпкой из горизонтально
спланированного песка (кроме пылеватого) слоем 5 - 10 см. Поверхность песчаного
основания планируется с использованием того же песка. Толщина песчаной подсыпки для выравнивания
земляного основания перед укладкой блоков должна быть не менее 5 и не более 15
см. Для этой цели применяется крупный песок без илистых и пылеватых частиц. Поверхность подготовки проверяется нивелиром.
Размеры подготовки в плане предусматриваются большими на 300 мм, чем ширина и
длина подошвы фундамента во избежание неполного опирания фундамента на
подготовку. Предельное отклонение отметки выравнивающего
слоя песка от проектной не должно превышать минус 15 мм. Стаканы фундаментов и опорные поверхности
должны быть защищены от загрязнения. Фундаменты монтируют согласно разбивочным осям,
закрепленным на обносках у верхней бровки котлована или в котловане вдоль его
нижней бровки. Требуемая точность установки плит и блоков в
проектное положение должна обеспечиваться детальными разбивочными работами и
постоянным геодезическим (инструментальным) контролем точности выполнения
монтажных операций, которые входят в технологический процесс монтажа ленточных
фундаментов (см. СОКК «Геодезические работы при устройстве фундаментов»). Для разбивки мест установки фундаментов между
обносками по поперечным и продольным осям натягивают проволоку, с которой
спускаются тяжелые отвесы. Положение осей фиксируется рисками и окрашивается
краской на верхушках кольев или скобах, забитых в землю. Перед монтажом на грани фундаментов наносят и
окрашивают масляной краской установочные риски, фиксирующие: на верхнем
элементе (стакане) - середину сторон отверстия стакана, на нижнем элементе
(подошве) - середину боковых граней. Строповку фундаментов следует производить при
помощи двух- или четырехветвевых стропов. Установку блоков фундаментов стаканного типа в
плане следует производить относительно разбивочных осей по двум взаимно
перпендикулярным направлениям, совмещая осевые риски фундаментов с ориентирами,
закрепленными на основании, или контролируя правильность установки
геодезическими приборами. Установку фундамента необходимо проводит сразу
в проектное положение, при этом поверхность основания не должна быть нарушена. При неправильной установке фундаментов их
следует поднять, исправить основание, а затем установить в проектное положение.
1 - проволоки (лески), фиксирующие оси; 2
- отвес; 3 - колышки, закрепляющие точки пересечения осей; 4 - местоположение
фундаментной плиты Предельные отклонения от совмещения ориентиров
при установке фундаментов стаканного типа должны быть указаны в проекте. При отсутствии в проекте специальных указаний
предельные отклонения положения фундаментов от проектных не должны превышать по
СНиП 3.03.01-87
следующих величин: - отклонение от совмещения установочных
ориентиров фундаментных блоков и стаканов фундаментов с рисками разбивочных
осей 12 мм (контроль измерительный, каждый фундамент, регистрация отклонений в
геодезической исполнительной схеме); - отклонение отметок опорной поверхности дна
стакана фундаментов от проектных до устройства выравнивающего слоя по дну
стакана минус 20 мм (контроль измерительный, каждый фундамент, регистрация
отклонений в геодезической исполнительной схеме). Правильность установки фундаментов проверяется
теодолитом по двум взаимно перпендикулярным осям, закрепленным на обноске, и
нивелиром. По окончании устройства фундаментов
производится исполнительная геодезическая съемка планового и высотного
положения фундаментов, по результатам которой составляется планово-высотная
исполнительная схема, которая входит в состав исполнительной документации при
приемке работ по устройству фундаментов. При исполнительной съемке сборных фундаментов
стаканного типа проверяют непосредственными промерами рулеткой или
измерительной линейкой длину и ширину стаканов, а также смещение осей стаканов
фундаментов относительно разбивочных осей. Для таких измерений можно
воспользоваться теодолитом и измерительной линейкой (нивелирной рейкой). При
этом зрительную трубу теодолита направляют по осевому створу, а по вертикальной
нити берут отсчеты по линейке (нивелирной рейке), которая должна прикладываться
нулевым делением к граням стакана и располагаться перпендикулярно линии
визирования. Разность между полученным отсчетом и проектной величиной и будет
характеризовать величину действительного отклонения оси стакана от разбивочной
оси. Отклонения отметок опорной поверхности дна
стаканов фундаментов от проектных проверяется геометрическим нивелированием. С
этой целью определяют отметки дна стаканов до устройства выравнивающего
цементно-песчаного слоя или армобетонных прокладок по дну стакана и после.
Сравнивая полученные отметки с проектными, получают действительные отклонения,
которые не должны превышать предельных отклонений, установленных нормативными
документами.
Соответствие планово-высотного положения
фундаментов проектному в пределах требований нормативных документов отражается
в актах промежуточной приемки фундаментов. При приемочном контроле фундаментов кроме
исполнительных схем планово-высотного положения фундаментов должна быть
представлена также следующая документация: - исполнительные чертежи с внесенными (при их
наличии) отступлениями, допущенными предприятием-изготовителем фундаментов, а
также монтажной организацией, согласованными с проектными
организациями-разработчиками чертежей, и документы об их согласовании; - заводские паспорта на фундаменты; акты
освидетельствования скрытых работ; акт промежуточной приемки фундаментов;
журналы работ. Геодезические
работы при монтаже колонн
СНиП 3.01.01-85* Организация
строительного производства. СНиП 3.01.03-84 Геодезические
работы в строительстве. Пособие по
производству геодезических работ в строительстве (к СНиП 3.01.03-84). ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Детальные разбивочные работы при монтаже колонн
должны выполняться в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП 3.01.03-84,
ППР, ППГР или другой технологической документации, утвержденной в установленном
порядке. Для производства детальных разбивочных работ на
исходном и монтажных горизонтах, а также для исполнительных съемок создается
внутренняя разбивочная сеть здания (сооружения). Вид, схема, способ закрепления знаков
внутренней разбивочной сети здания (сооружения) указываются в ППГР или
геодезической части ППР. ППГР, геодезический раздел ППР или другая
технологическая документация на монтаж колонн должны содержать: требования по точности создания внутренней
разбивочной сети здания и точности выполнения детальных разбивочных работ; методику построения внутренней разбивочной сети
здания и методы выполнения детальных разбивочных работ (технологию выноса и
закрепления в натуре осей и отметок, определяющих в соответствии с требованиями
проекта положение колонн в плане и по высоте, передачи сети с исходного на
монтажные горизонты); технологию выверки колонн при установке их в
проектное положение и технологию производства исполнительных съемок и
составления исполнительской документации; схему расположения знаков внутренней
разбивочной сети; график выполнения геодезических работ. Точность построения
внутренней разбивочной сети здания следует принимать согласно нижеследующей
таблице.
Точность определения отметки на монтажном
горизонте относительно исходного, а также передачи точек по вертикали следует
принимать согласно приложений 4 и 5 СНиП 3.01.03-84. Построение плановой внутренней разбивочной сети
здания начинается с перенесения разбивочных осей на исходный горизонт, т.е. на
блоки фундамента или перекрытия подвала. Выбор точек плановой разбивочной сети
здания, принимаемых в качестве исходных для передачи на монтажные горизонты,
определяется возможностью вертикального проектирования. Число опорных точек, передаваемых на монтажные
горизонты, должно быть не менее трех. При переносе осей методом вертикального
проектирования точки допускается закреплять вне корпуса здания и проектировать
их по вертикали на площадки (палетки), укрепленные на выносных кронштейнах. При наклонном проектировании осей на монтажные
горизонты разбивочная сеть создается на исходном горизонте таким образом, чтобы
точки пересечения продольных и поперечных осей располагались как можно ближе к
внешним габаритам здания. Базисные фигуры разбивочных сетей строятся на
исходном горизонте так, чтобы по своей форме повторяли конфигурацию здания и
состояли в основном, из типовых правильных геометрических фигур, стороны
которых располагались бы параллельно осям здания так, чтобы разбивка осей
выполнялась непосредственно линейными промерами вдоль сторон базисной фигуры или
методом построения створов. Построение плановой разбивочной сети на
исходном горизонте выполняется в следующем порядке: - построение основных (угловых) точек плановой
сети; - проложение основного хода по исходным точкам
(или измерение сторон и диагоналей при трилатерационных способах); - редуцирование основных точек плановой
разбивочной сети; - контрольные измерения; построение
промежуточных точек. Окончательно определенные точки внутренней
разбивочной сети на исходном горизонте надежно закрепляются и маркируются
несмываемой краской.
Передачу плановой сети с исходного горизонта на
монтажный горизонт производят методом наклонного проектирования теодолитом при
возведении зданий малой и средней этажности, а также при наличии больших
свободных территорий в границах строительной площадки. Передачу плановой сети с исходного горизонта на
монтажный в условиях стесненной строительной площадки, а также при возведении
зданий и сооружений повышенной этажности и высотных производят методом
вертикального проектирования. Для передачи точек плановой сети на монтажный
горизонт методом вертикального проектирования, если они располагаются внутри
здания, необходимо иметь отверстия в плитах перекрытия, расположенные над
точками плановой основы. Проектирование выполняют приборами
вертикального проектирования, а также лазерными геодезическими приборами. Передачу проекции точки плановой основы с
исходного горизонта на монтажный производят путем отсчитывания по палетке,
установленной на монтажном горизонте. Отметки на монтажный горизонт следует
передавать только от марок и реперов высотной основы, заложенной на исходном
горизонте. На монтажном горизонте должно быть не менее
двух рабочих реперов. Рабочими реперами служат закладные детали в
смонтированных конструкциях, монтажные петли плит перекрытий, горизонтальные
открашенные риски на колоннах. При перенесении отметок с исходного горизонта
на монтажный отметки исходного горизонта принимаются стабильными, независимо от
осадок основания. Перенесение отметок осуществляется или непосредственным
измерением по вертикально установленным конструкциям от репера на исходном
горизонте до монтажного горизонта, или методом геометрического нивелирования с
помощью двух нивелиров и подвешенной рулетки. Детальные разбивочные работы на исходном и монтажном
горизонтах заключаются в нанесении разбивочных осей, монтажных рисок на
смонтированные опорные поверхности конструкции, в определении отметок опорных
поверхностей. Под каждую колонну каркаса выносят: - риски закрепления осей на все четыре стороны
стаканов фундаментов или на все четыре стороны оголовка ранее смонтированной
колонны; - отметку на оголовок ранее смонтированной
колонны. При применении групповых кондукторов для
монтажа колонн необходимо разбить и закрепить на оголовках колонн
предшествующего яруса только среднюю продольную ось и одну поперечную ось. Оси на фундамент выносят при помощи теодолита,
для чего он должен быть установлен в створе данной оси и ориентирован по
соответствующим знакам ее закрепления. Контроль выноса осей на фундамент необходимо
осуществлять линейным промером между рисками. Определение отметок опорных плоскостей, а также
вынос проектных отметок на колонны осуществляется нивелированием. Монтируемые колонны в нижнем сечении
устанавливают по соответствующим рискам, вынесенным на опорную поверхность
стаканов фундаментов или оголовки ранее смонтированных колонн. В вертикальное
положение колонны устанавливают с помощью теодолитов. Геодезический контроль действительного
планового, высотного и относительно вертикали положения колонн производится на
стадии временного закрепления колонн (операционный контроль) и после
окончательного их закрепления (приемочный контроль). Основой контрольных измерений при установке
колонн в проектное положение являются знаки разбивочной сети здания, разбивочные
оси и линии, им параллельные, установочные риски на стаканах фундаментов и
оголовках колонн, реперы, марки. Плановым геодезическим контролем проверяется
фактическое положение продольных и поперечных осей относительно разбивочных
осей и линий, им параллельных. Высотным геодезическим контролем проверяется
положение опорных плоскостей здания. Геодезическим контролем за вертикальностью
проверяется положение колонн относительно вертикальной плоскости. Контроль точности устройства надземных частей
зданий осуществляют в плане и по высоте. В плане измеряют расстояния между
смонтированными элементами и с учетом проектных привязок и расстояний между
осями вычисляют допущенные отклонения. Вид прибора и способ контроля за установкой
колонн в вертикальное положение выбирают в зависимости от их высоты. При высоте
колонн до 3 м применяют отвес, свыше 3 м - теодолит или лазерный прибор. Для
контроля монтажа колонн лазерными приборами применяют насадки вертикального
визирования и приспособления, которые включают диафрагму и экран. При выверке колонн определяют: смещение колонн
в нижнем сечении относительно разбивочных осей; отклонения осей колонн от
вертикали; высотное положение колонн. Вертикальность ряда колонн следует проверять
боковым нивелированием с помощью теодолита, установленного параллельно линии
оси колонн, и рейки. Теодолит устанавливают со смещением от оси ряда
колонн на произвольную величину (но не более 1000 мм) так, чтобы визирная ось
выходила за ребро колонны не менее чем на 100 мм. На противоположном конце ряда
колонн с осью совмещают пятку нивелирной рейки, обращенной делениями к
теодолиту (рейка устанавливается перпендикулярно оси ряда). Совместив вертикальную нить сетки трубы с
отсчетом, равным величине смещения теодолита с оси ряда, закрепляют зажимные
винты горизонтального круга и приступают к проверке каждой колонны. Начиная с последней в ряду колонны, реечник
поочередно переносит в направлении к теодолиту рейку, держа ее горизонтально и
прижимая пятку рейки к грани колонн. В результате этих измерений получают величины
смещения низа колонн с оси ряда и величину отклонения оголовка колонн, которая
определяется как разность отсчетов по низу и по верху. Положение консолей колонн по высоте проверяют
сразу после установки колонны в стакан до ее замоноличивания. В стаканы
устанавливают заранее замаркированные колонны и нивелированием определяют не
положение консолей, а положение маркировочных отметок. Отметки на колонне делают от закладных планок
на консолях в сторону пяты. Рулеткой отмеряют целое число метров с таким
расчетом, чтобы до пяты колонны оставалось 1,5 - 2 м. На боковой грани каждой
колонны это целое число метров отмечают горизонтальной чертой и маркируют
трудносмываемой краской. Использование теодолита при разбивочных работах
и выверке фундаментов и колонн
Боковое нивелирование ряда колонн с помощью
теодолита
Если проектные высоты колонн различны, то
величины, откладываемые для их маркировки, также принимают разными с таким
расчетом, чтобы была возможность нивелировать все маркированные риски после
установки колонн в стаканы. Для нивелировки консолей невысоких колонн (до 5 - 6
м) применяют уголки, надежно скрепленные с нивелирной рейкой. Результаты геодезического контроля заносятся в
журнал геодезического контроля и оформляются исполнительной геодезической
схемой планово-высотного положения смонтированных колонн. При приемке смонтированных и окончательно
закрепленных колонн производятся исполнительные съемки планового и высотного
положения колонн. В качестве исходной геодезической основы для
исполнительной съемки принимаются знаки геодезической разбивочной основы для
строительства, знаки закрепления осей, монтажные риски. До начала съемки проверяют неизменность
положения и сохранность знаков исходной основы. При необходимости
восстанавливают утерянные знаки. В каркасных зданиях производится исполнительная
съемка: в плане - колонн; по высоте - горизонтальности опорных плоскостей
(оголовков) колонн в пределах между температурными швами. На исполнительной схеме, оформляемой по
результатам исполнительной съемки, фиксируются отклонения, смещения и разности
отметок в сравнении с проектными величинами. Отклонения, смещения и разности отметок,
зафиксированные в процессе съемки, сравниваются с допусками,
регламентированными СНиП
3.03.01-87 «Несущие и ограждающие конструкции». Исполнительная геодезическая схема входит в
состав документации по приемке смонтированных колонн. Монтаж
колонн в стаканы фундаментов
ГОСТ
18979-90 Колонны железобетонные для многоэтажных зданий. Технические
условия. ТУ 5821-003-03984416-99 Колонны сборные
железобетонные. ..........................
Технические условия на колонны, предусмотренные проектом. Серия 1.020-1/87, выпуск 6-1 Монтажные узлы.
Сопряжения колонн с ригелями высотой 450 мм. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль качества железобетонных колони
должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, ГОСТ
18979-90, технических условий и технологической документации, утвержденной
в установленном порядке. ГОСТ
18979-90 Колонны железобетонные для многоэтажных зданий. Технические
условия Поставленные на монтаж колонны не должны иметь: - жировых и ржавых пятен на лицевых
поверхностях; - трещин на внешней поверхности колонн, за
исключением местных поверхностных усадочных, ширина которых не должна превышать
0,1 мм; - наплывов бетона на открытых поверхностях
стальных закладных изделий, выпусках арматуры и монтажных петлях. Значения действительных
отклонений геометрических параметров колонн не должны превышать предельных, мм,
указанных в нижеследующей таблице.
Качество бетонных поверхностей колонн должно
удовлетворять требованиям для категорий (по ГОСТ
13015.0): A3 - для боковых лицевых; А7 - нелицевых, невидимых в условиях
эксплуатации. По согласованию изготовителя с потребителем боковые поверхности
колонн могут быть категорий А2, А4 - А6. На боковых гранях колонн в бетоне или в
закладных изделиях должны быть нанесены установочные риски по ГОСТ
13015.2 в виде канавок или несмываемой краской, определяющие разбивочные
оси здания. Маркировочные знаки должны быть нанесены на
боковую поверхность колонны вблизи ее нижнего торца. Каждая партия колонн должна сопровождаться
паспортом, в котором должны быть указаны: номер и дата выдачи паспорта, номер
партии, марка колонн, число колонн, дата изготовления, класс или марка бетона
по прочности, отпускная прочность бетона, марка бетона по морозостойкости,
обозначение стандарта. Колонны следует хранить в горизонтальном
положении в штабелях. Высота штабеля колонн не должна превышать ширину штабеля
более чем в два раза и не должна быть более 2000 мм. Подкладки под колонны и
прокладки между ними следует располагать в местах расположения строповочных
отверстий или монтажных петель. Входной контроль колонн на строительной
площадке производится путем проверки наличия документа о качестве, наличия в
нем требуемых данных, путем проверки соответствия паспортных данных проектным,
внешнего осмотра и обмера колонн, проверки прочности (марки) бетона средствами
неразрушающего контроля и других мероприятий, предусмотренных технологической
картой. Внешним осмотром проверяют соответствие лицевой
поверхности колонн требованиям проекта, отсутствие деформаций, повреждений
(околов), раковин, трещин, наплывов, правильности расположения закладных
изделий, выпусков арматуры, наличие защитных покрытий у закладных изделий. Контрольным обмерам подлежат основные
габаритные размеры колонн, к точности которых предъявляются нормативные
требования. Строительно-монтажные работы по возведению
каркасно-панельных зданий следует осуществлять по утвержденному проекту
производства работ (ППР), в котором наряду с общими требованиями СНиП 3.01.01-85*
должны быть предусмотрены: последовательность монтажа конструкций,
обусловленная применением той или иной монтажной оснастки; мероприятия,
обеспечивающие требуемую точность установки конструкций в проектное положение и
пространственную их неизменяемость в процессе монтажа, устойчивость конструкций
и частей здания в процессе возведения. Запрещается осуществление строительно-монтажных работ без утвержденного проекта
производства работ (ППР) и в его составе технологических карт и схем
операционного контроля качества. Не допускаются отступления от проектных решений без согласования их с организациями,
разработавшими и утвердившими их. Монтаж колонн в стаканы фундаментов разрешается
производить только после приемки фундаментов, включающей геодезическую проверку
соответствия их планового и высотного положения проектному и составления
исполнительной схемы планово-высотного положения фундаментов. Перед подъемом каждой колонны необходимо: - проверить соответствие ее марки и паспортных
данных требованиям проекта; - внешним осмотром убедиться в отсутствии
недопустимых дефектов внешней поверхности колонны, проверить состояние
закладных изделий и основные размеры колонны; - очистить торцевую поверхность колонны от мусора,
грязи, снега и наледи, выпрямить в случае необходимости до проектного положения
выпуски арматуры; - проверить наличие на колоннах рисок
геометрических осей, определяющих их проектное положение, и в случае их
отсутствия восстановить их. Риски, определяющие оси колонн, рекомендуется
наносить на двух взаимно перпендикулярных гранях на уровне верха фундаментов и
на тех же гранях в верхнем сечении на удалении 100 мм от торца. Ориентиры для
выверки верха и низа колонн должны быть указаны в ППР. Разметку установочных рисок целесообразно
выполнять на заводе-изготовителе. Разметку выполняют откраской на бетоне и
кернением на закладных изделиях. Разметку установочных рисок у колонн первого
яруса в нижнем сечении выполняют с учетом величины заглубления их в стаканы
фундаментов. Перед монтажом железобетонных колонн по
высотным отметкам дна стаканов устанавливается отметка монтажного горизонта,
которую обычно принимают по фундаменту с максимальной отметкой дна стакана.
Проектный уровень отметок обеспечивается укладкой на дно стаканов
выравнивающего слоя или пакета армобетонных прокладок. Для выравнивания применяются: при толщине слоя до 30 мм - жесткий
цементно-песчаный раствор марки 100 консистенции влажной земли (с трудом
комкуется в руке); при толщине слоя более 30 мм - бетонная смесь
марки В25 с уменьшенным содержанием воды (около 150 л на 1 м3
бетона) и осадкой конуса до 2 см. Уплотняют смесь ручной трамбовкой, отметку
верха слоя контролируют нивелиром. Армобетонные подкладки изготовляются из
раствора марки 200 размерами 100 ´ 100 мм, толщиной 20 ÷ 30 мм и армируют
сеткой с ячейками 10 ´ 10 мм из стальной проволоки диаметром 1 мм.
Применение таких подкладок позволяет облегчить процесс выверки колонн и
отказаться от устройства выравнивающего слоя из бетонной смеси. Не допускается применять пакеты стальных подкладок вместо выравнивающего слоя из
бетонной смеси или армобетонных подкладок. Монтаж колонн, устанавливаемых в стаканы
фундаментов, может производиться с помощью рамно-шарнирных индикаторов (РШИ),
если последние применяются при возведении каркаса надземной части здания, с
помощью группового кондуктора, одиночных кондукторов или с помощью комплекта
оснастки, включающего подкосы. Установка РШИ производится на верхние обрезы
фундаментов с помощью специально предусмотренных в конструкции базы консольных
опор. Конструкция консольных опор позволяет устанавливать индикаторы при
наличии неспланированного грунта между блоками. При установке колонны осторожно подводят краном
к угловым упорам РШИ и плавно опускают в стаканы фундаментов. Низ колонны
устанавливается с помощью монтажного ломика путем совмещения ее осевых рисок с
рисками стаканов фундаментов. Для приведения верха колонны в проектное
положение и временного закрепления к упорам колонны с помощью троса и натяжного
устройства прижимаются к фиксирующим граням угловых упоров. Монтаж колонн с помощью групповых кондукторов
производят в следующем порядке: - кондуктор с помощью крана подают и
устанавливают в стакан фундамента, а затем крепят к монтажным петлям
фундаментов; - монтируемую колонну краном подают в зону
раскрытых хомутов и монтажники, находящиеся на верхней площадке кондуктора и у
основания колонны, принимают ее, заводят в хомуты, опускают в стаканы
фундаментов; - с помощью зажимных винтов хомутов колонну
закрепляют и производят ее расстроповку; - колонну выверяют с помощью теодолита по двум
взаимно перпендикулярным осям; - положение колонны в процессе выверки
регулируют с помощью винтов хомутов. При монтаже колонн с помощью одиночных
кондукторов поднятую краном колонну заводят в кондуктор и плавно опускают в
стакан фундамента. Колонну приводят в проектное положение с помощью винтов
кондуктора, обеспечивая соосность устанавливаемой колонны со стаканом
фундамента. По вертикали колонны выверяют с помощью верхних
винтов кондуктора. Контроль за точностью приведения колонны в вертикальное
положение производят с помощью теодолита по двум взаимно перпендикулярным осям. При монтаже колонн с помощью комплекта
оснастки, включающего подкосы, работа производится в следующем порядке: - до начала монтажа колонн на захватке
укладывают опорные балки и закрепляют их к петлям фундаментов с помощью
анкерных устройств; - на монтируемую колонну на складе закрепляют
хомут и навешивают на него подкосы; - поданную краном колонну устанавливают в
стакан фундамента и временно закрепляют с помощью клиновых вкладышей и двух
подкосов; производят расстроповку колонны и приступают к их выверке; - контроль за точностью приведения колонны в
вертикальное положение осуществляют с помощью теодолита по двум осям; - замоноличивание стыков
колонн с фундаментами выполняют по мере их монтажа; снятие подкосов производят
только после раскрепления колонн ригелями и плитами в уровне двух нижних
этажей.
Деревянные, стальные или железобетонные клинья,
устанавливаемые в зазоры между стаканом и телом колонны, являются простейшими
приспособлениями для выверки и временного закрепления колонн. Наиболее удобны
клиновые вкладыши, разработанные ЦНИИОМТП, снабженные винтами, обеспечивающими
механическое извлечение вкладышей из фундаментов после замоноличивания. Толщина
клиньев определяется по размерам зазоров, уклон - по проектному наклону
внутренней поверхности стенок стакана, ширина 150 ÷ 200 мм. Длина
клиньев ориентировочно принимается равной половине глубины стакана. Деревянные клинья изготовляют из твердых пород
дерева. Так как древесина по сравнению с бетоном имеет меньшую прочность и
подвержена гниению, деревянные клинья не могут быть оставлены в фундаменте
постоянно. Поэтому замоноличивание колонны, закрепленной в фундаменте,
производят в два приема: сначала - зазоры, свободные от клиньев, затем - после
затвердения уложенной бетонной смеси вынимают клинья и замоноличивают
окончательно. Стальные клинья изготовляют из обрезков угловой
стали, срезанных на конус и сваренных между собой для образования замкнутого
прямоугольного сечения. Удаление стальных клиньев так же затруднительно, как и
деревянных, и для его выполнения требуется вести замоноличивание в два приема.
Поэтому стальные клинья зачастую оставляют в теле фундамента, замоноличивая
колонну сразу до верха стакана фундамента. Более экономично применение железобетонных
клиньев, они также остаются в теле фундамента. При монтаже колонн должно осуществляться
постоянное геодезическое обеспечение точности их установки с определением
фактического положения монтируемых колонн. Смонтированные колонны и замоноличенные стыки
должны сдаваться по акту представителям авторского надзора и технадзора
заказчика. Геодезические
работы на монтажном горизонте
СНиП 3.01.03-84 Геодезические
работы в строительстве. Пособие по
производству геодезических работ в строительстве (к СНиП 3.01.03-84). Серия 1.020-1/87 Выпуск 0-8 «Указания по
монтажу». ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ До начала геодезических работ на монтажном
горизонте должны быть: - завершены работы по монтажу конструкций
нижележащего яруса (этажа), по проектному закреплению всех монтажных элементов,
по геодезической исполнительной съемке конструкций нижележащего яруса (этажа),
закрепленных в проектном положении; - оформлены актом и приняты законченные
монтажом конструкции нижележащего яруса (этажа); - получены данные лабораторных испытаний о
достижении бетоном (раствором) замоноличенных узлов и элементов заданной
проектом прочности; - проверена сохранность и неизменность
положения знаков разбивочной сети строительной площадки, знаков внешней
разбивочной сети здания и внутренней разбивочной сети на исходном горизонте,
восстановлены утерянные знаки; - проверено наличие геодезической части ППР или
ППГР; - выполнены подготовительные мероприятия по
обеспечению безопасности проведения геодезических работ на монтажном горизонте; - проверено наличие необходимых приборов
(поверенных в установленном порядке), инструментов и приспособлений. Перечень
приборов, инструментов и приспособлений Теодолит типа Т-15 или Т-30 со штативом типа
ШР-40 (ГОСТ
10529-96 и ГОСТ
11897-78*). Рулетки измерительные металлические типа РС-2,
Р3-20, Р3-50, рулетка компенсационная типа РК-2 (ГОСТ 7502-98),
уровень УС2-П и УС6-П (ГОСТ 9416-83). Отвес О-200 и О-400 (ГОСТ 7948-80). Угольник стальной (ГОСТ 3749-77*). Линейка стальная мерительная длиной 500 мм (ГОСТ
427-75*). Кернер 2 (ГОСТ 7213-72*), набор мелков для
разметки. Проволока стальная Ø 2 мм (ГОСТ 10528-90*). Нивелир типа НТ со штативом типа ШР-120, рейка
типа РНТ (ГОСТ
10528-90* и ГОСТ
11897-78*). Кисть флейцовая типа КФ (ГОСТ
10597-87*).
Геодезические работы на монтажном горизонте
должны выполняться в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП 3.01.03-84,
ППР, ППГР или другой технологической документации, утвержденной в установленном
порядке. ППГР, геодезическая часть ППР или другая
технологическая документация должны содержать: - требования по точности и методу создания
внутренней разбивочной сети здания; - схему расположения и закрепления знаков сети,
типы центров знаков; - методы передачи разбивочных осей и отметок на
монтажные горизонты; - точность и методы выполнения детальных
разбивочных работ, контрольных измерений, исполнительных съемок; - методику геодезических выверок при установке
строительных конструкций и элементов в проектное положение. В состав геодезических работ на монтажном
горизонте входят: - передача основных осей и отметок на монтажные
горизонты; - определение монтажного горизонта на этажах; - детальная разбивка и закрепление осей и
отметок на монтажном горизонте; - разбивка и закрепление рисок под монтаж
элементов; - установка маяков; - выверка в процессе установки строительных
конструкций в проектное положение; - производство исполнительных съемок и
составление отчетной документации. Передачу плановой сети с исходного на монтажный
горизонт производят методом наклонного проектирования теодолитом при возведении
зданий малой и средней этажности, а также при наличии больших свободных
территорий в границах строительной площадки. Передачу плановой сети с исходного горизонта на
монтажный в условиях стесненной строительной площадки, а также при возведении
зданий и сооружений повышенной этажности и высотных производят методом
вертикального проектирования. В зависимости от условий строительной площадки
и конструктивных особенностей зданий применяют различные методы монтажного
переноса точек внутренней разбивочной сети здания при наклонном проектировании. Первый, так называемый способ бокового
нивелирования обычно применяется при возведении протяженных зданий, не имеющих
деталей, препятствующих свободному визированию вдоль фасада, а также в
стесненных условиях строительной площадки. При переносе осей теодолит
центрируют над марками, закрепляющими на местности вспомогательные оси,
параллельные основным крайним продольным и поперечным осям здания. Направление
оси проецируют на линейки, приложенные к перекрытию или к оголовкам колонн. По
указанию наблюдателя линейки перемещают до получения отсчета, равного смещению
вспомогательной оси от основной. Положение нулевого деления, соответствующее
положению разбивочной оси, отмечают прочерчиванием риски на перекрытии или
грани колонны. При втором способе теодолит устанавливают по
линии переносимой основной оси на удалении от здания не менее его высоты.
Теодолит центрируют над осевым знаком, а трубу наводят на риску, закрепляющую
переносимую ось на цоколе здания, или на другой осевой знак. Для проектирования
переносимой оси на перекрытие примерно в створе переносимой оси на перекрытии
устанавливают визирную цель - треногу со штанговым или тяжелым нитяным отвесом,
либо теодолит, оснащенный оптическим уровнем. В последнем случае визируют на
острие карандаша, установленного над центром крышки объектива или окуляра
выверенного теодолита. По указанию наблюдателя визирную цель перемещают до
попадания ее в створ переносимой оси. Положение оси с помощью оптического или
механического отвеса переносят на перекрытие и отмечают прочерчиванием риски.
Все операции по переносу осей необходимо выполнять при двух положениях
вертикального круга. Таким же образом переносят оси на оголовки
колонн. Для передачи основных осей на монтажный
горизонт методом вертикального проектирования используются приборы
вертикального проектирования или лазерные геодезические приборы, которые
устанавливаются либо внутри здания под отверстиями в перекрытиях диаметром 150
- 300 мм, либо вне контура здания над проектируемыми точками переносимой оси. Передачу точки переносимой оси с исходного
горизонта на монтажный производят путем отсчитывания на палетке, установленной
на монтажном горизонте. Проектирование точек внутренней разбивочной
сети здания с исходного на монтажные горизонты приводит к смещению точек
базисной фигуры, поэтому на монтажных горизонтах выполняют повторные измерения,
и если отклонения всех измеренных элементов от элементов на исходном горизонте
не выходят за пределы погрешностей измерений, то точки базисной фигуры на
монтажном горизонте оставляют без изменений. В противном случае следует или
выполнить уравнивание измерений на монтажном горизонте и редуцировать фигуру до
проектной, или повторить проектирование с исходного горизонта. Поэтажный перенос осей способом бокового
нивелирования
Поэтажный перенос осей способом проецирования
осей на грани оголовков колонн
1 - теодолит; 2 - марка, закрепляющая ось
на местности; 3 - основные оси; 4 - вспомогательные оси, параллельные основным
осям; 5 - марка, закрепляющая ось на цоколе здания; 6 - оголовки колонн; 7 -
линейка с делениями или рейка; 8 - риски, закрепляющие оси на оголовках колонн Определение монтажного горизонта выполняется с
помощью нивелира. Передача отметок на монтажный горизонт осуществляется от
марок и реперов высотной основы, заложенной на исходном горизонте. На монтажном горизонте должно быть не менее
двух рабочих реперов. За отметку монтажного горизонта, как правило, принимается
среднее значение перенесенных отметок. При выполнении работ по передаче отметок с
исходного горизонта на монтажный отметки реперов на исходном горизонте здания
надлежит принимать неизменными независимо от осадок основания. Перенесение
отметок осуществляется или непосредственным измерением по вертикально
установленным конструкциям от репера на исходном горизонте до монтажного
горизонта, или методом геометрического нивелирования с помощью двух нивелиров,
установленных на исходном и монтажном горизонтах, и подвешенной рулетки. В каркасных зданиях нивелируют опорные
поверхности оголовков колонн. С помощью нивелирования определяют абсолютные
отметки монтажного горизонта, по которым находят расчетный монтажный горизонт,
за уровень которого принимают отметку наивысшей точки. Все результаты съемок
высотного положения конструкций записываются в специальный журнал. Уровень
монтажного горизонта отмечают маяками. Результаты измерений и построений при создании
внутренней разбивочной сети на монтажных горизонтах следует фиксировать путем
составления схем местоположения знаков, закрепляющих оси, ориентиры и отметки. Детальные разбивочные работы на монтажных
горизонтах заключаются в нанесении разбивочных (промежуточных) осей, монтажных
рисок на смонтированные опорные конструкции, в определении отметок опорных
поверхностей. Разбивочные оси и монтажные (ориентирные) риски
следует наносить от знаков внутренней разбивочной сети здания на монтажном
горизонте. Количество разбивочных осей, монтажных рисок, маяков, места их
расположения, способ закрепления должны быть указаны в ППР (ППГР). Детальные разбивочные работы на монтажном
горизонте выполняются с помощью теодолита и линейных промеров рулеткой. Способы разбивки осей принимаются в зависимости
от числа выносимых на этаж основных осей, которое устанавливается в зависимости
от конструктивных особенностей здания и условий строительной площадки. В зданиях большой протяженности, имеющих ширину
до 18 м, а также в том случае, когда применяется метод вертикального
проектирования, может поэтажно переносится одна продольная ось. В этом случае
для разбивки промежуточных осей теодолит центрируется над одной из точек,
закрепляющей вынесенную ось, а трубу наводят на вторую точку, находящуюся на
противоположном конце оси. Отложив в обе стороны угол 90°, рисками отмечают
направление поперечной оси. Такую же операцию выполняют, перенося теодолит на
вторую точку. В створе полученных направлений поперечных осей укладывают ленту,
с помощью которой от точек вынесенной основной оси откладывают расстояния,
соответствующие разбиваемым продольным осям. Положение поперечных осей
определяют путем отложения соответствующих расстояний от полученных точек
пересечения крайних поперечных и продольных осей. Точность разбивки проверяется
измерением углов и расстояний между разбитыми осями. Разбивку промежуточных осей производят путем
отмера проектных расстояний. При разбивке промежуточных осей в каркасных
зданиях риски, фиксирующие разбивочные оси, обычно наносятся на грани выступающих
над перекрытием оголовков колонн. После разбивки на этаже основных и
промежуточных осей производится разбивка всех необходимых по условиям монтажа
конструкций установочных осей. В каркасных зданиях оси для установки колонн в
зависимости от принятого способа выверки могут совпадать с разбивочными осями,
либо могут быть параллельно смещены на одну и ту же величину. Под каждую самонесущую панель, диафрагму
жесткости, вентиляционный блок-диафрагму жесткости, перегородку дается не менее
двух монтажных рисок и двух отметок для расчета толщины маяков. Для контроля
установки панелей в плане относительно осей и облегчения процесса их плановой
съемки одновременно с монтажными рисками выносят контрольные риски. Контрольные
риски параллельны монтажным и даются на расстоянии 100 мм от них. До начала монтажа навесных панелей производится
разбивка установочных рисок, определяющих проектное положение опорных столиков.
Риски для установки опорных столиков разбиваются от монтажного горизонта. Риски
для установки панели в плане разбиваются от соответствующих продольных и
поперечных разбивочных осей здания. Под каждый ригель, каждую связевую или
пристенную плиту выносят по две риски осей колонн на опорах. В процессе возведения зданий осуществляется
геодезический контроль точности геометрических параметров зданий, который
является составной частью технологического процесса монтажа зданий. Геодезический контроль точности геометрических
параметров зданий заключается в: - геодезической проверке соответствия положения
элементов, конструкций и частей здания проектным требованиям в процессе их
монтажа и временного закрепления (при операционном контроле); - исполнительной геодезической съемке планового
и высотного положения элементов, конструкций и частей зданий, постоянно
закрепленных по окончании монтажа (приемочный контроль). Контролируемые в процессе производства
строительно-монтажных работ геометрические параметры зданий, методы
геодезического контроля, порядок и объем его проведения должны быть установлены
ППГР. Перечень ответственных конструкций и частей
зданий, подлежащих исполнительной геодезической съемке при выполнении
приемочного контроля, должен быть определен проектной организацией. Плановое и высотное положение элементов,
конструкций и частей зданий, их вертикальность следует определять от знаков
внутренней разбивочной сети здания или ориентиров, которые использовались при
выполнении работ. Погрешность измерений в процессе геодезического
контроля точности геометрических параметров зданий должна быть не более 0,2
величины отклонений, допускаемых строительными нормами и правилами,
государственными стандартами и проектной документацией.
1 - стеновая панель; 2 - плита перекрытия
пристенная; 3 - колонна; 4 - ригель; 5 - угловой шаблон; 6 - установочная риска
высотной отметки; 7 - рейка-отвес; 8 - шаблон-калибр; 9 - шаблон; 10 - установочная (контрольная) риска; 11 - шаблон с вырезом; 12 - риски оси колонны; 13 -
установочная риска; 14 - риска оси ригеля Высотное положение элементов монтажного
горизонта: панелей перекрытий, верхних торцов наружных и внутренних панелей,
лестничных площадок и лифтовых шахт определяют геометрическим нивелированием. На монтажном горизонте (в пределах захватки
монтажа или между температурными швами) нивелируют все опорные площадки под
установку последующих элементов. Пятку рейки устанавливают на четырех углах
панелей перекрытий, на выступ наружных стеновых панелей, на верхний торец
объемных элементов лифтовых шахт. За исходную точку нивелирования принимают один
из рабочих реперов. Отсчеты по рейке, устанавливаемой на рабочий
репер в начале и по завершении нивелирования, производят по черной и красной
сторонам. Разность отсчетов по рейке в начале и по завершении нивелирования не
должна быть более 5 мм. Определение отметок монтажного горизонта производится
от рабочих реперов монтажного горизонта со средней квадратичной погрешностью,
не превышающей 2 мм. Средняя квадратическая погрешность установки
двух смежных маяков допускается не более 2 мм, а в пределах одной секции
(захватки) - 3 мм. Местоположение лифтовых шахт определяется
промерами от монтажных рисок или разбивочных осей. В процессе строительства
шахты контролируют ее внутренние размеры и вертикальность ствола. Размеры
диагоналей проверяют стальной рулеткой, вертикальность - с помощью отвеса, оптических
центриров или лазерных приборов вертикального проектирования. Результаты геодезической (инструментальной)
проверки при операционном контроле должны быть зафиксированы в общем журнале
работ. Исполнительные геодезические съемки выполняются
организациями, осуществляющими строительно-монтажные работы. Места, точки, параметры, методы, порядок
проведения и объем съемок должны быть установлены в проектной документации или
в ППР (ППГР). В качестве исходной геодезической основы для
исполнительной съемки принимаются знаки геодезической разбивочной основы для
строительства, знаки закрепления осей, монтажные риски на конструкциях. До начала съемки необходимо проверить
сохранность и неизменность положения знаков исходной основы и в случае
необходимости восстановить утерянные знаки. Зазоры (расстояния) между элементами, длины
площадок опирания монтируемых элементов, несоосности элементов или несовпадения
поверхностей, невертикальности следует проверять непосредственным измерением
расстояний между осями или гранями. Для составления исполнительных схем по
результатам съемок используют рабочие чертежи проектов. В составе проектов
должны выпускаться дополнительные листы (планы этажей и т.п.), на которые
наносятся данные исполнительной съемки. В каркасных зданиях производится исполнительная
съемка в плане: колонн, ригелей, балок, связевых и пристенных плит, диафрагм
жесткости, вентиляционных блоков-диафрагм жесткости, лифтовых шахт и т.д. По
высоте следует определять горизонтальность опорных плоскостей (оголовков) колонн
в пределах между температурными швами, навесных панелей наружных стен и т.п. Отклонения, смещения и разности отметок
сравнивают с величинами, регламентированными проектом и СНиП 3.03.01-87. Исполнительная съемка лифтов выполняется в два
этапа: на первом этапе снимается строительная часть шахты по всей высоте, на
втором - оборудование лифта. Измеренные отклонения сравнивают с допускаемыми
по ГОСТ
22845-85*. Исполнительную съемку полов выполняют в два
этапа. На первом этапе определяют и фиксируют отметки элементов пола:
оснований, подстилающих слоев, стяжек, сборных элементов (в том числе плит
перекрытий) и др. На втором этапе фиксируют отметки поверхности полов вне
зависимости от материала, из которого они сделаны. На этом этапе проверяется
ровность поверхности каждого элемента пола во всех направлениях с частотой
съемки не реже, чем через 1 м, если иная не предусмотрена проектной
документацией. Результаты измерений сравнивают с требованиями СНиП 3.04.01-87. Исполнительные геодезические схемы положения
конструкций входят в состав приемо-сдаточной исполнительной документации,
которая предъявляется авторскому надзору и технадзору заказчика. Монтаж
железобетонных колонн каркаса серии 1.020-1/87
ГОСТ
18979-90 Колонны железобетонные для многоэтажных зданий. Технические
условия. ТУ 5821-003-03984416-99 Колонны сборные
железобетонные. ............................ Технические
условия на колонны, предусмотренные проектом. Серия 1.020-1/87, выпуск 6-1 Монтажные узлы.
Сопряжения колонн с ригелями высотой 450 мм. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль качества железобетонных колонн
должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, ГОСТ
18979-90, технических условий и технологической документации, утвержденной
в установленном порядке. Поставленные на монтаж колонны не должны иметь: - жировых и ржавых пятен на лицевых
поверхностях; - трещин на внешней поверхности колонн, за
исключением местных поверхностных усадочных, ширина которых не должна превышать
0,1 мм; - наплывов бетона на открытых поверхностях
стальных закладных изделий, выпусках арматуры и монтажных петлях. Значения действительных отклонений
геометрических параметров колонн не должны превышать предельных, мм, указанных
в СОКК на листе 32. Качество бетонных поверхностей колонн должно
удовлетворять требованиям для категории (по ГОСТ
13015.0): A3 - для боковых лицевых, А7 - нелицевых, невидимых в условиях
эксплуатации. По согласованию изготовителя с потребителем боковые поверхности
колонн могут быть категории А2, А4 - А6. На боковых гранях колонн в бетоне или в
закладных изделиях должны быть нанесены установочные риски по ГОСТ
13015.2 в виде канавок или несмываемой краской. Маркировочные знаки должны быть нанесены на
боковую поверхность колонны вблизи ее нижнего торца. Каждая партия колонн должна сопровождаться
паспортом, в котором должны быть указаны номер и дата выдачи паспорта, номер
партии, марка колонн, число колонн, дата изготовления, класс или марка бетона
по прочности, отпускная прочность бетона, марка бетона по морозостойкости,
обозначение стандарта или технических условий. Колонны следует хранить в
горизонтальном положении в штабелях, высотой не более 2000 мм.
Перед началом монтажа колонн на каждом этаже
(ярусе) необходимо: - закончить установку всех конструкций
нижестоящего этажа (яруса), произвести сварку и замоноличивание узлов
элементов, предусмотренных проектом; - перенести основные разбивочные оси на
перекрытие или оголовки колонн, определить монтажный горизонт и составить
исполнительную геодезическую схему расположения конструкций смонтированного
этажа (яруса). Монтаж колонн разрешается производить только
после приемки опорных элементов, включающей геодезическую проверку соответствия
их планового и высотного положения проектному, с составлением исполнительной
схемы. Монтаж колонн может производиться
ограниченно-свободным методом с помощью группового монтажного оснащения в виде
рамно-шарнирных индикаторов (РШИ), которое рекомендуется применять при объеме
сборного железобетона каркаса 700 м3 и более. При меньшем объеме
сборного железобетона следует применять свободный метод монтажа с
использованием индивидуального монтажного оснащения в виде одиночных и
групповых кондукторов, подкосов и т.д. Перед подъемом каждой колонны необходимо: - проверить соответствие ее марки и паспортных
данных требованиям проекта; - внешним осмотром убедиться в отсутствии
недопустимых дефектов внешней поверхности колонны, проверить состояние
закладных изделий и основные размеры колонны; - очистить торцевую поверхность колонны от
мусора, грязи, снега и наледи, выпрямить в случае необходимости до проектного
положения выпуски арматуры; - проверить наличие на колоннах рисок
геометрических осей, определяющих их проектное положение, и в случае их
отсутствия восстановить их. Проектное положение колонн следует выверять по
двум взаимно перпендикулярным направлениям. Низ колонн следует выверять, совмещая риски,
обозначающие их геометрические оси в нижнем сечении, с рисками геометрических
осей нижеустановленных колонн. Верх колонн следует выверять, совмещая
геометрические оси колонн в верхнем сечении с разбивочными осями. При монтаже колонн с целью снижения реактивных
напряжений в стыке рекомендуется варить стержни в диагональной
последовательности. Сварка
стыков колонн сечением 400 ´ 400 каркаса серии 1.020-1/87
ГОСТ
9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия. ГОСТ 2246-70*
Проволока стальная сварочная. Технические условия. ГОСТ 9087-81* Флюсы
сварочные плавленные. Технические условия. ГОСТ
26271-84* Проволока порошковая для дуговой сварки углеродистых и
низколегированных сталей. Общие технические условия. ...........................
Государственные стандарты и технические условия на сварочные материалы конкретных видов и марок, предусмотренных
проектом. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.020-1/87, выпуск 6-1 «Монтажные узлы». ГОСТ
14098-91 Соединения сварные арматуры и закладных изделий железобетонных
конструкций. Типы, конструкция и размеры. ГОСТ
10922-90 Арматурные и закладные изделия сварные, соединения сварные
арматуры и закладных изделий железобетонных конструкций. Общие технические
условия. ГОСТ
23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных
конструкций. Ультразвуковые методы контроля качества. Правила приемки. Требования к сварочным материалам
Входной контроль сварочных материалов должен
производиться в соответствии с требованиями проекта, ГОСТ 24297-87,
требованиями государственных стандартов и технических условий на сварочные
материалы конкретных видов и марок, предусмотренных проектом, требованиями ППСР
и другой технологической документации, утвержденной в установленном порядке. 1. Проволока
стальная сварочная (ГОСТ 2246-70*) Поверхность сварочной проволоки должна быть
чистой и гладкой, без трещин, расслоения, плен, закатов, забоин, раковин,
окалины, ржавчины, масла и других загрязнений. На поверхности проволоки
допускаются риски (в т.ч. затянутые), царапины, местная рябизна и отдельные
вмятины. Глубина указанных пороков не должна превышать предельного отклонения
по диаметру проволоки. Проволока поставляется в мотках, катушках или
кассетах и должна состоять из одного отрезка, свернутого неперепутанными рядами
и плотно намотанного таким образом, чтобы исключить возможность распушивания
или разматывания мотка. Концы проволоки должны быть легко находимы. Каждый
моток должен быть плотно перевязан мягкой проволокой не менее чем в трех
местах, равномерно расположенных по периметру мотка. Мотки проволоки одной
партии допускается связывать в бухты. Масса одного мотки или бухты не должна
превышать 80 кг. На каждом мотке (бухте,
катушке, кассете) должен быть металлический ярлык, на котором должны быть
указаны: наименование или товарный знак предприятия-изготовителя; условное обозначение проволоки; номер
партии, клеймо ОТК.
Каждый моток (бухта, катушка) проволоки
диаметром 0,5 мм и менее должен быть обернут слоем бумаги и упакован в плотный
деревянный ящик по ГОСТ 18617-83* или другую тару согласно требованиям
нормативно-технической документации. Каждый моток (бухта, катушка) проволоки
диаметром свыше 0,5 мм должен быть обернут слоем бумаги, затем слоем полимерной
пленки нетканных материалов или ткани из химических волокон. При
механизированной упаковке каждый моток проволоки должен быть упакован в
крепировальную бумагу или полимерную пленку с одновременным креплением
проволокой. На каждый упакованный моток (бухту, катушку) поверх упаковки должен
крепиться металлический ярлык, содержащий данные, приведенные выше. Каждая партия проволоки должна сопровождаться
сертификатом, в котором кроме данных, содержащихся в ярлыке, должны указываться
состояние поверхности проволоки; химический состав в %; содержание ферритной
фазы в %; результаты испытаний на растяжение, масса проволоки нетто в кг. Проволоку необходимо хранить в сухом с
температурой не ниже 15 °С складе в заводской таре отдельно по маркам,
диаметрам и партиям. 2. Флюсы сварочные
плавленные (ГОСТ 9087-81*) Флюсы должны поставляться в виде однородных
зерен с регламентированным содержанием инородных частиц (нерастворившихся
частиц сырьевых материалов, угля, графита, кокса, стружки, металлических
частиц). Во флюсе АН-348-А количество инородных частиц допускается не более 0,5
% от массы флюса, во флюсах АН-8 и АН-22 - не более 0,3 %. Цвет зерен флюса
АН-348 А - желтый и коричневый всех оттенков, АН-8 - такой же, АН-22 - желтый
всех оттенков и светло-коричневый. Влажность флюсов марки АН-8 не должна
превышать 0,08 %, остальных марок - 0,10 %. Флюс должен быть упакован в бумажные мешки по
ГОСТ 2226-88* или другую тару, обеспечивающую сохранность флюса при транспортировании.
Масса нетто одной упаковочной единицы от 20 до 50 кг. На каждой упаковочной единице должен быть
ярлык, содержащий наименование и товарный знак предприятия-изготовителя, марку
флюса, массу нетто, номер партии, обозначение ГОСТ 9087-81*; знак
«Боится сырости». Каждая партия флюсов должна сопровождаться
документом о качестве, содержащим кроме данных, включенных в ярлык, химический
состав флюса, дату изготовления и массу партии. 3. Проволока
порошковая для дуговой сварки (ГОСТ
26271-84*) Поверхность
проволоки должна быть без вмятин, надрывов, без следов коррозии, масла и других загрязнений. Допускаются
продольные риски и следы волочильной смазки. Порошковая проволока изготовляется в мотках.
Каждый моток должен состоять из одного отрезка проволоки, свернутого
неперепутанными рядами и плотно увязанного таким образом, чтобы исключить
распушивание или разматывание мотка. Наружный конец проволоки должен быть легко
находим. Допускается наматывать проволоку на катушки по ГОСТ
25445-82. Проволоку принимают партиями. Партия должна
сопровождаться одним документом о качестве, в котором указывают товарный знак
или наименование предприятия-изготовителя и товарный знак; условное обозначение
проволоки; номер партии; результаты испытаний проволоки, массу нетто проволоки;
дату изготовления, штамп ОТК. На каждом мотке (катушке) порошковой проволоки
должен быть укреплен ярлык, на котором указывают: условное обозначение; номер
партии; дату изготовления и штамп ОТК. Мотки (катушки) проволоки должны быть обернуты
в водонепроницаемую упаковочную бумагу по ГОСТ
8828-89 или помещены в мешки из полиэтиленовой пленки по ГОСТ 10354-82*.
Упакованные мотки (катушки) должны быть уложены в металлические барабаны со
сварными или закатными швами. Масса брутто упакованной проволоки должна быть от
40 до 100 кг. Для предупреждения увлажнения проволоки в каждый барабан должен
быть помещен силикагель в количестве 0,5 - 1 % от массы проволоки. На обечайку
каждого барабана должен быть наклеен ярлык, в котором кроме данных,
содержащихся в документе о качестве, указывается масса брутто барабана. Гарантийный срок хранения порошковой проволоки
в упаковке предприятия-изготовителя - 8 мес. со дня изготовления. Монтажные и сварочные узлы,
технические требования
Сварочные работы следует производить по
утвержденному проекту производства сварочных работ (ППСР) или другой
технологической документации, утвержденной в установленном порядке. Соединение колонн между собой производится
сваркой встык выпусков продольной рабочей арматуры колонн. Соединение арматурных выпусков должно
осуществляться преимущественно механизированными способами с использованием
эффективных сварочных материалов и методов контроля качества соединений,
рекомендованных СНиП
3.03.01-87, ГОСТ
14098-91, ГОСТ
10922-90, ГОСТ
23858-79. Основной способ сварки - механизированная
ванная сварка под флюсом в инвентарной форме (медной или графитовой).
Допускается также применение дуговой механизированной сварки порошковой
проволокой в инвентарной форме и на скобе-накладке, голой легированной
проволокой на скобе-накладке, ванной одноэлектродной сварки в инвентарной
форме. Для механизированной ванной и дуговой сварки
стыковых соединений следует использовать специализированный полуавтомат ПДФ-502
или модернизированные полуавтоматы общего назначения и источники питания
постоянного тока, имеющие жесткую вольтамперную характеристику. Для ручной дуговой
сварки следует использовать источники постоянного сварочного тока универсальные
или с падающей характеристикой и сварочные трансформаторы на токи до 500 А. Рекомендуемые и допускаемые
марки сварочной проволоки для сварки выпусков арматуры класса A-III приведены
в нижеследующей таблице.
Ванная механизированная сварка под флюсом, дуговая
механизированная сварка порошковой проволокой и ванная одноэлектродная сварка в
инвентарной форме
Ручная дуговая сварка без дополнительных технологических элементов
С23-Рэ
Геометрические параметры сварных соединений, выполненных
механизированной сваркой под флюсом, дуговой механизированной сваркой
порошковой проволокой и ванной одноэлектродной сваркой в инвентарной форме
При сварке одноэлектродной и порошковой
проволокой разделку стержней со скосом нижнего стержня проводить не следует.
Размеры в знаменателе относятся к одноэлектродной сварке. Дуговая механизированная сварка порошковой проволокой, голой
легированной проволокой и дуговая ручная сварка многослойными швами на стальной
скобе-накладке - С17-Мп; С18-Mo; C19-Рм Н £ 1,2 dн + S
Геометрические параметры
сварных соединений, выполненных дуговой механизированной сваркой порошковой
проволокой, голой легированной проволокой и дуговой ручной сваркой
многослойными швами на стальной скобе-накладке приведены в нижеследующей
таблице.
Рекомендуемые марки флюсов - АН-348-А, АН-8,
АН-22. Перед сваркой (ванной, многослойными или
протяженными швами) арматурные стержни в месте соединения следует зачищать на
длине, превышающей на 10 - 15 мм сварной шов или стык. При превышении регламентированных зазоров между
стыкуемыми арматурными стержнями допускается применение одной промежуточной
вставки длиной не менее 80 мм. Длина выпусков арматурных стержней из бетона
конструкции должна быть не менее 150 мм при регламентированных нормативными
документами зазорах и не менее 100 мм при применении вставки. После сборки под сварку несоосность стыкуемых
арматурных стержней, переломы их осей, симметричность расположения накладок
должны соответствовать требованиям ГОСТ
10922-90. Перелом осей стержней арматуры в стыковых соединениях в плоскости
параллельной стенкам инвентарных форм или стальных скоб-накладок не должен быть
более 12 мм на базе 250 мм. Несоосность стержней в стыковых соединениях,
выполненных ванной сваркой в инвентарных формах, дуговой на стальной
скобе-накладке, не должна превышать при номинальном диаметре стержней, мм: 20 -
28 ... 0,15 dн; 32 - 40 ... 0,10 dн. Для уменьшения несоосности стержней допускается производить подогрев
стержней до температуры 600 - 800 °С пламенем резака (на расстоянии 70 - 100 мм
от бетона) с последующим отгибом до соосного положения. Обрезку концов арматуры
выпусков колонн перед сваркой, а также нагрев стержней для правки следует
выполнять газо-кислородным пламенем. Резка электрической дугой не допускается. На поверхности стержней рабочей
арматуры не допускаются ожоги дуговой сваркой. Сварку элементов конструкций следует
производить в надежно зафиксированном положении. Запрещается сварка выпусков арматурных стержней конструкций, удерживаемых краном. Для выполнения ручной или механизированной
сварки при отрицательной температуре окружающего воздуха до минус 30 °С
необходимо: - увеличивать сварочный ток на 1 % при
понижении температуры воздуха на каждые 3 °С (от 0 °С); - производить предварительный подогрев газовым
пламенем стержней арматуры до 200 - 250 °С на длину 90 - 150 мм от стыка;
подогрев стержней надлежит осуществлять после закрепления на них инвентарных
форм, стальных скоб или круглых накладок без разборки кондукторов, используемых
для временного закрепления монтируемых конструкций; - снижать скорость охлаждения выполненных
ванными способами сварки соединений стержней посредством обмотки их асбестом;
при наличии инвентарных формующих элементов последние следует снимать после
остывания выполненного сварного соединения до 100 °С и ниже. Допускается сварка стержневой арматуры при
температуре воздуха до минус 50 °С по специальной технологии, разработанной в
ППР и ППСР. Выполненные сварные соединения подлежат очистке
от шлака и от брызг металла. Наплавленный металл в соединениях и основной
металл в околошовных зонах не должен иметь трещин. Переход от наплавленного
металла к основному должен осуществляться без подрезов основного металла. Все
кратеры должны быть заварены. Не допускаются перерывы
наплавленного металла и шлаковые включения в нем, прожоги плоских элементов
закладных изделий, свищи, поверхностные поджоги основного металла и непровары. Размеры и число наружных
дефектов в сварных соединениях не должны превышать нижеприведенных.
Средние значения предела прочности С сварных
соединений приведены в СОКК 6 «Ручная дуговая сварка». Контроль соответствия качества выполненных
сварных соединений арматуры должен предусматривать внешний осмотр и комплекс
испытаний, проводимых в соответствии с ГОСТ
10922-90 и ГОСТ
23858-79. Сварные соединения арматуры, не удовлетворяющие требованиям этих
стандартов, необходимо вырезать. На место вырезанного стыка следует вварить
промежуточную вставку длиной не менее 80 мм с последующим ультразвуковым
контролем двух выполненных сварных соединений. Подварку допускаемых к
исправлению дефектов следует производить электродами диаметром 4 мм после
зачистки места дефекта абразивным инструментом и предварительного подогрева
стыка до 200 - 250 °С. Бетонирование конструкции до получения
результатов оценки качества сварных соединений не разрешается. Результаты визуального осмотра и измерений
должны быть оформлены актом. Приемку сварных соединений следует осуществлять
партиями. Партия сварных стыковых соединений выпусков стержней арматуры должна
состоять из соединений арматурной стали одного класса и диаметра, выполненных
одним сварщиком по единой технологии. Допускается включать в одну партию
соединения, выполненные несколькими сварщиками, при наличии исполнительной
схемы сварки или их личного клейма на соединениях, а также соединения стержней,
отличающихся по диаметру не более чем на один номер профиля арматуры. В одну
партию включаются соединения, выполненные протяженными швами. Объем партии
соединении не должен превышать 200 соединений. Не менее 10 % из них отбираются
для визуального осмотра и измерений. Если хотя бы одно соединение не будет
соответствовать предъявленным требованиям, то проводят повторную проверку
удвоенного числа соединений, а затем при аналогичных результатах переходят к
поштучной приемке и исправлению. Сварка
стыков колонн сечением 300 ´ 300 каркаса серии 1.020.1-7
ГОСТ
9467-75* Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы. ГОСТ
9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ГОСТ
14098-91 Соединения сварные арматуры и закладных изделий железобетонных
конструкций. Типы, конструкция и размеры. ГОСТ
10922-90 Арматурные и закладные изделия сварные, соединения сварные
арматуры и закладных изделий железобетонных конструкций. Общие технические
условия. ГОСТ
23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных
конструкций. Ультразвуковые методы контроля качества. Правила приемки. Требования к электродам, Монтажные и
сварочные узлы
Входной контроль качества электродов должен
осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
24297-87, ГОСТ
9467-75*, ГОСТ
9466-75*, требованиями технических условий на электроды конкретных видов и
марок, предусмотренных проектом, требованиями ППР (ППСР), технологических карт
и другой технологической документации, утвержденной в установленном порядке. Покрытие электродов должно быть плотным,
прочным, без вздутий, пор, наплывов, трещин, за исключением поверхностных
продольных трещин и местных сетчатых растрескиваний, протяженность которых не
превышает 3-кратный номинальный диаметр электрода, если минимальное расстояние
между ближайшими концами трещин или (и) краями участков местного сетчатого
растрескивания более 3-кратной длины более протяженной трещины или участка
растрескивания, и неровностей, за исключением местных вмятин глубиной не более
50 % толщины покрытия в количестве не более 4 при суммарной протяженности до 25
(35) мм на одном электроде, двух вмятин, расположенных с двух сторон электрода
в одном поперечном сечении, которые принимаются за одну, если их суммарная
глубина не превышает 50 % толщины покрытия. На поверхности покрытия допускаются
местные задиры, протяженностью не более 15 мм при глубине не более 25 %
номинальной толщины покрытия числом не более двух (трех) на одном электроде (в
скобках указаны значения, допускаемые для 10 % контролируемых электродов). Разность толщины покрытия (е)
в диаметрально противоположных участках электрода не должна превышать
нижеприведенных значений.
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ - Н1
ТАВРОВОЕ СОЕДИНЕНИЕ СО СКОСОМ ОДНОЙ КРОМКИ ОДНОСТОРОННИМ ШВОМ - Т6
мм
На отдельных электродах, суммарное количество
которых не должно превышать 10 % общего числа контролируемых электродов,
допускается: - отклонение длины зачищенного от покрытия
конца l от
номинального значения до ± 7,5 мм; - наличие на покрытии каждого электрода не
более двух поперечных надрывов размером не более половины длины окружности
покрытия, поверхностные следы слипания электродов; не более трех пор с наружным
размером не более 1,5 мм для электродов диаметром до 4 мм вкл. и не более 2,0
мм для электродов большего размера. Электроды должны быть упакованы в коробки или
пачки на (в) которых должна иметься этикетка или маркировка, содержащая наряду
с другими данные по режимам сварочного тока в зависимости от диаметра
электродов и положения сварки, режим повторного прокаливания электродов. Каждая партия электродов должна сопровождаться
сертификатом. технические требования
Сварочные работы следует производить по
утвержденному проекту производства сварочных работ (ППСР) или другой
технологической документации, утвержденной в установленном порядке. К сварке стыков допускаются электросварщики,
аттестованные в соответствии с действующими Правилами аттестации сварщиков,
утвержденными Госгортехнадзором России, и имеющие удостоверение сварщика
установленного образца. При этом сварщики могут быть допущены к тем видам
сварочных работ, которые указаны в их удостоверениях. Руководство работами по сборке, сварке и
контролю качества сварных соединений должны осуществлять инженерно-технические
работники, имеющие специальную техническую подготовку, изучившие Правила,
рабочие чертежи, технологические процессы и другую необходимую НТД и прошедшие
аттестацию комиссии предприятия. Свариваемые поверхности конструкции и рабочее место
сварщика должны быть защищены от дождя, снега, ветра. При температуре
окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места
сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С - оборудовать
тепляк. Колебания напряжения питающей сети
электрического тока, к которой подключено сварочное оборудование, не должны
превышать ± 5 % номинального значения. Оборудование для ручной многопостовой сварки
следует питать от отдельного фидера. Покрытые электроды должны соответствовать
требованиям проекта, ГОСТ
9467-75*, ГОСТ
9466-75*, требованиям технических условий на электроды конкретных видов и
марок, предусмотренных проектом. При входном контроле электродов следует
установить наличие сертификата. При его отсутствии или истечении гарантийного
срока хранения электродов необходимо определять механические свойства стыковых
сварных соединений, выполненных с применением этих электродов. Для ручной дуговой сварки следует использовать
источники постоянного сварочного тока универсальные или с падающей
характеристикой и сварочные трансформаторы на токи до 500 А. Перед сборкой конструкции необходимо установить
соответствие чертежам марок стали плоских закладных изделий и соединительных
деталей, перед сваркой - также размеров и точности сопряжения соединительных
элементов. Отклонение от плоскостности наружных лицевых
поверхностей плоских элементов закладных изделий не должно превышать 3 мм. Кромки свариваемых элементов в местах
расположения швов и прилегающие к ним поверхности шириной не менее 20 мм, а
также места примыкания начальных и выводных планок необходимо зачищать с
удалением ржавчины, жиров, краски, грязи, влаги и т.п. Кромки плоских элементов
после огневой резки должны быть очищены от грата, шлака, брызг и наплывов. Для выполнения монтажных соединений из
стального проката следует применять электроды, указанные в проекте (для марки
стали ВСт3сп и ВСт3пс - электроды типа Э42, Э46, Э42А, Э46А согласно СНиП II-23-81, табл. 55). Ручную дуговую сварку плоских закладных изделий
разрешается выполнять без подогрева при температуре окружающего воздуха до
минус 30 °С для углеродистой стали толщиной до 16 мм и до минус 20 °С для
углеродистой стали толщиной свыше 16 до 30 мм. Поверхности свариваемой конструкции и
выполненных швов сварных соединений после окончания сварки необходимо очищать
от шлака, брызг и наплывов (натеков) расплавленного металла. Наплавленный металл не должен иметь видимых при
внешнем осмотре трещин. Трещины всех видов и размеров должны быть устранены с
последующей заваркой и контролем. Поверхность швов должна быть
равномерно-чешуйчатой, без прожогов, наплывов, сужений и перерывов. Переход от наплавленного металла к основному
должен быть плавным, глубина подрезов основного металла - до 5 % толщины
свариваемого проката, но не более 1 мм. Глубина допускаемых одиночных дефектов - до 10
% толщины свариваемого проката, но не более 3 мм, длина - до 20 % длины
оценочного участка (15, 20 и 25 мм для наименьшей толщины элемента в сварном
соединении, соответственно, от 4 до 6, св. 6 до 10, св. 10 до 20 мм). Глубина допускаемых дефектов в виде цепочки или
скоплений - до 5 % толщины свариваемого проката, но не более 2 мм, длина
- не более удвоенной длины оценочного участка; допустимое расстояние между
близлежащими концами соседних по длине шва дефектов (непроваров, цепочек и
скоплений пор) - не менее 200 мм. Обнаруженные в результате внешнего осмотра
недопустимые дефекты необходимо исправить и вновь проконтролировать. После исправления недопустимых дефектов,
обнаруженных внешним осмотром, осуществляется контроль швов неразрушающими
методами в объеме не менее 0,5 % длины швов. Контролю должны подлежать преимущественно места
с признаками дефектов и участки пересечения швов. Длина контрольного участка
должна быть не менее 100 мм. По результатам
ультразвукового контроля швы сварных соединений должны удовлетворять
нижеследующим требованиям.
В швах сварных соединений конструкций,
возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40
°С до минус 65 °С включ., допускаются внутренние дефекты, эквивалентная площадь
которых не превышает половины значении допустимой оценочной площади,
приведенной выше. При этом наименьшую поисковую площадь необходимо уменьшать в
два раза. Расстояние между дефектами должны быть не менее удвоенной длины
оценочного участка. В случае обнаружения недопустимого дефекта
следует выявить его фактическую длину, дефект исправить и вновь
проконтролировать. При повторном выявлении дефекта контролю подлежит все
сварное соединение. По результатам радиографического контроля швы
должны удовлетворять следующим требованиям: - непровары в корне шва соединений, доступных
для сварки с двух сторон, и соединений на подкладках могут иметь высоту до 5 %
толщины свариваемого проката, но не более 2 мм, и длину - не более удвоенной
длины оценочного участка; - непровары в корне шва соединений без
подкладок и доступных для сварки с одной стороны могут иметь высоту до 15 %
толщины свариваемого проката, но не более 3 мм; - одиночные удлиненные и сферические дефекты
могут иметь размеры, не превышающие приведенные в нижеследующей таблице; - удлиненные и сферические дефекты, образующие
цепочку или скопление могут иметь размеры: высоту - не более 0,5 h, длину - не более длины оценочного участка; - удлиненные дефекты могут иметь протяженность
не более отношения S/h; - расстояние между близлежащими концами
непроваров, цепочек и скоплений пор, соседних по длине шва не должны превышать
200 мм; - швы сварных соединений конструкций,
возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40
°С до минус 65 °С, не должны иметь непроваров, несплавлений, удлиненных
дефектов, цепочек и скоплений дефектов; допускается лишь одиночные сферические
дефекты высотой не более 0,5 h,
расстояние между которыми не должны быть менее удвоенной длины оценочного
участка. Размеры одиночных удлиненных и сферических дефектов
Объем контроля: - внешний осмотр с проверкой геометрических
размеров и формы швов - 100 %; - контроль швов неразрушающими методами
(ультразвуковым, радиографическим и др.) в соответствии с ГОСТ 3242-79 - не
менее 0,5 % длины швов. Суммарная площадь дефектов - не более 5 и 10 %
площади продольного сечения шва, соответственно, для сварки с двух сторон и на
подкладках и для сварки с одной стороны и без подкладок. Дефектные участки сварных швов надлежит, как
правило, удалять механизированной зачисткой (абразивным инструментом) или
механизированной рубкой. Допускается удаление дефектов ручной кислородной
резкой с последующей зачисткой поверхности. Монтаж
железобетонных ригелей каркаса серии 1.020-1/87
ГОСТ
18980-90 Ригели железобетонные для многоэтажных зданий. Технические
условия. ТУ 5825-003-01300230-97 Ригели железобетонные
серии 1.020-1/83. ............................ Технические условия
на ригели, предусмотренные проектом. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль качества железобетонных
ригелей должен осуществляться в соответствии с требованиями СНиП 3.01.01-85,* ГОСТ
18980-90, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, технических условий и технологической документации,
утвержденной в установленном порядке. Поставленные на монтаж ригели не должны иметь: - жировых и ржавых пятен на лицевой поверхности
ригелей; - трещин, за исключением усадочных и других
поверхностных технологических трещин, ширина которых не должна превышать 0,1
мм; поперечных трещин в верхней зоне ригелей, ширина которых не должна
превышать 0,15 мм; - наплывов бетона на открытых поверхностях
стальных закладных изделий, выпусках арматуры и монтажных петлях. Значения действительных
отклонений геометрических параметров ригелей не должны превышать предельных,
мм, указанных в нижеследующей таблице.
Качество поверхностей ригелей должно
удовлетворять требованиям, установленным для категорий: A3 - нижних
(потолочных) и боковых лицевых; А7 - нелицевых, невидимых в условиях
эксплуатации. По согласованию изготовителя с потребителем нижние и боковые
поверхности могут быть категории А2 или А6. На строительной площадке
необходимо проверить наличие паспорта, в котором должны быть указаны номер и
дата выдачи паспорта, номер партии, марка ригелей, их число, дата изготовления,
класс или марка бетона по прочности, отпускная прочность бетона, марка бетона
по морозостойкости, обозначение стандарта или технических условий, основные
размеры ригелей, наличие маркировки на боковой поверхности каждого ригеля на
расстоянии не более 1 м от торца и штампа ОТК. Ригели должны храниться в
горизонтальном положении в штабелях высотой не более 2,5 м.
Качество поверхностей и
внешний вид ригелей должны отвечать требованиям ГОСТ
13015.0-83*.
Монтаж ригелей разрешается производить только
после проектного закрепления колонн и достижения бетоном замоноличенных стыков
прочности, указанной в ППР, а также после приемки опорных элементов, включающей
геодезическую проверку соответствия их планового и высотного положения проектному,
с составлением исполнительной схемы. Перед подъемом каждого ригеля необходимо
проверить соответствие его проектной марки, отсутствие на опорных поверхностях
колонн и ригелей мусора, грязи, снега и наледи, наличие на колоннах и ригелях
ориентирных рисок, определяющих проектное положение ригелей на опорах. Укладку ригелей в направлении перекрываемого
пролета надлежит выполнять с соблюдением установленных проектом размеров
глубины опирания их на колонны или зазоров между сопрягаемыми элементами. Установку ригелей в поперечном направлении
перекрываемого пролета следует выполнять совмещая риски продольных осей
устанавливаемых ригелей с рисками осей колонн или рисками разбивочных осей. Ригели укладывают насухо на опорные поверхности
колонн. Применение не предусмотренных проектом
подкладок для выравнивания положения ригелей по отметкам без согласования с
проектной организацией не допускается. При монтаже ригелей должно осуществляться
постоянное геодезическое обеспечение точности их установки с определением фактического
положения смонтированных ригелей. Результаты геодезического контроля должны
оформляться исполнительной схемой. (Монтажные узлы - на листе 43). Сварка
стыков ригелей и колонн в конструкциях каркаса серии 1.020-1/87
ГОСТ
9467-75* Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы. ГОСТ
9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ГОСТ
14098-91 Соединения сварные арматуры и закладных изделий железобетонных
конструкций. Типы, конструкция и размеры. ГОСТ
10922-90 Арматурные и закладные изделия сварные, соединения сварные
арматуры и закладных изделий железобетонных конструкций. Общие технические
условия. ГОСТ
23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных
конструкций. Ультразвуковые методы контроля качества. Правила приемки. Входной контроль качества электродов должен
осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
24297-87, ГОСТ
9467-75*, ГОСТ
9466-75*, требованиями технических условий на электроды конкретных видов и
марок, предусмотренных проектом, требованиями ППР (ППСР), технологических карт
и другой технологической документации, утвержденной в установленном порядке. Сварочные работы следует производить по
утвержденному проекту производства сварочных работ (ППСР) или другой
технологической документации, утвержденной в установленном порядке. Перед сборкой конструкции необходимо установить
соответствие чертежам марок стали плоских закладных изделий и соединительных
деталей, перед сваркой - также размеров и точности сопряжения соединительных
элементов. Отклонение от плоскостности наружных лицевых
поверхностей плоских элементов закладных изделий не должно превышать 3 мм. Кромки свариваемых элементов в местах
расположения швов и прилегающие к ним поверхности шириной не менее 20 мм, а
также места примыкания начальных и выводных планок необходимо зачищать с
удалением ржавчины, жиров, краски, грязи, влаги и т.п. Кромки плоских элементов
после огневой резки должны быть очищены от грата, шлака, брызг и наплывов. Для выполнения монтажных соединений из
стального проката следует применять электроды, указанные в проекте (для марки
стали ВСт3сп и ВСт3пс - электроды типа Э42, Э46, Э42А, Э46А согласно СНиП II-23-81, табл. 55). Ручную дуговую сварку плоских
закладных изделий разрешается выполнять без подогрева при температуре
окружающего воздуха до минус 30 °С для углеродистой стали толщиной до 16 мм и
до минус 20 °С для углеродистой стали толщиной свыше 16 до 30 мм.
МОНТАЖНЫЕ УЗЛЫ
Узел 3, 4 (ригели высотой 600 мм)
Узел 3, 4 и 5
Крепление MC-15 к колонне
Узел 6 и 7
Узел 8
Узел 9
№ 1 - ГОСТ
5264-80-Н1- № 2 - ГОСТ
5264-80-H1- № 3 - ГОСТ
5264-80-Т1- Сварные узлы выполнять по всей длине
свариваемых элементов. СВАРОЧНЫЕ УЗЛЫ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ - Н1
ТАВРОВОЕ СОЕДИНЕНИЕ СО СКОСОМ ОДНОЙ КРОМКИ ОДНОСТОРОННИМ ШВОМ - Т6
мм
ТАВРОВОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ - Т1
мм
Величина катета углового шва К должна быть
установлена при проектировании сварного соединения, но не более 1,2 толщины
более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные
отклонения катетов углового шва К от номинального значения ... + 2 мм при К ³ 6 мм. Недопустимые дефекты, обнаруженные в результате контрольных испытаний, необходимо устранить,
а участки шва с недопустимыми дефектами вновь заварить и проконтролировать. Поверхности свариваемой конструкции и
выполненных швов сварных соединений после окончания сварки необходимо очищать
от шлака, брызг и наплывов (натеков) расплавленного металла. Наплавленный металл не должен иметь видимых при
внешнем осмотре трещин. Трещины всех видов и размеров должны быть устранены с
последующей заваркой и контролем. Поверхность швов должна быть
равномерно-чешуйчатой без прожогов, наплывов, сужений и перерывов. Переход от наплавленного металла к основному
должен быть плавным, глубина подрезов основного металла - до 5 % толщины
свариваемого проката, но не более 1 мм. Глубина допускаемых одиночных дефектов - до 10
% толщины свариваемого проката, но не более 3 мм, длина - до 20 % длины
оценочного участка (15, 20 и 25 мм для наименьшей толщины элемента в сварном
соединении, соответственно, от 4 до 6, св. 6 до 10, св. 10 до 20 мм). Глубина допускаемых дефектов в виде цепочки или
скоплений - до 5 % толщины свариваемого проката, но не более 2 мм, длина - не
более удвоенной длины оценочного участка; допустимое расстояние между
близлежащими концами соседних по длине шва дефектов (непроваров, цепочек и
скоплений пор) - не менее 200 мм. Обнаруженные в результате внешнего осмотра
недопустимые дефекты необходимо исправить и вновь проконтролировать. После исправления недопустимых дефектов,
обнаруженных внешним осмотром, осуществляется контроль швов неразрушающими
методами в объеме не менее 0,5 % длины швов. Контролю должны подлежать преимущественно места
с признаками дефектов и участки пересечения швов. Длина контрольного участка
должна быть не менее 100 мм. По результатам
ультразвукового контроля швы сварных соединений должны удовлетворять
нижеследующим требованиям.
В швах сварных соединений конструкций,
возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40
°С до минус 65 °С включ., допускаются внутренние дефекты, эквивалентная площадь
которых не превышает половины значений допустимой оценочной площади,
приведенной выше. При этом наименьшую поисковую площадь необходимо уменьшать в
два раза. Расстояние между дефектами должны быть не менее удвоенной длины
оценочного участка. В случае обнаружения недопустимого дефекта
следует выявить его фактическую длину, дефект исправить и вновь
проконтролировать. При повторном выявлении дефекта контролю подлежит все
сварное соединение. По результатам радиографического контроля швы
должны удовлетворять следующим требованиям: - непровары в корне шва соединений, доступных
для сварки с двух сторон и соединений на подкладках могут иметь высоту до 5 %
толщины свариваемого проката, но не более 2 мм, и длину - не более удвоенной
длины оценочного участка; - непровары в корне шва соединений без
подкладок и доступных для сварки с одной стороны могут иметь высоту до 15 %
толщины свариваемого проката, но не более 3 мм; - одиночные удлиненные и
сферические дефекты могут иметь размеры, не превышающие приведенные в
нижеследующей таблице;
- удлиненные и сферические дефекты, образующие
цепочку или скопление, могут иметь размеры: высоту - не более 0,5 h, длину - не более длины оценочного участка; - удлиненные дефекты могут иметь протяженность
не более отношения S/h; - расстояние между близлежащими концами
непроваров, цепочек и скоплений пор соседних по длине шва не должны превышать
200 мм; - швы сварных соединений конструкций,
возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40
°С до минус 65 °С, не должны иметь непроваров, несплавлений, удлиненных
дефектов, цепочек и скоплений дефектов; допускается лишь одиночные сферические
дефекты высотой не более 0,5 h,
расстояние между которыми не должны быть менее удвоенной длины оценочного
участка. Объем контроля: - внешний осмотр с проверкой геометрических
размеров и формы швов - 100 %; - контроль швов неразрушающими методами
(ультразвуковым, радиографическим и др.) в соответствии с ГОСТ 3242-79 - не
менее 0,5 % длины швов; Суммарная площадь дефектов - не более 5 и 10 %
площади продольного сечения шва, соответственно, для сварки с двух сторон и на
подкладках и для сварки с одной стороны и без подкладок. Дефектные участки сварных швов надлежит, как
правило, удалять механизированной зачисткой (абразивным инструментом) или
механизированной рубкой. Допускается удаление дефектов ручной кислородной
резкой с последующей зачисткой поверхности. Монтаж
железобетонных диафрагм жесткости каркаса серии 1.020-1/87
ТУ 5932-103-01422772-93 Диафрагмы жесткости
железобетонные. ТУ 5827-129-00284807-93 Диафрагмы жесткости
железобетонные для зданий серии 1.020-1/83. ТУ 66-16-77-87 Диафрагмы жесткости серии
1.020-1/83. Серия 1.020-1/87, выпуск 6-3 Монтажные узлы,
сопряжения элементов каркаса с диафрагмами жесткости. ...........................
Технические условия на диафрагмы жесткости, предусмотренные проектом. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Входной контроль качества диафрагм жесткости
должен осуществляться в соответствии с требованиями СНиП 3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, технических условий и технологической документации,
утвержденной в установленном порядке. Поставленные на монтаж диафрагмы жесткости не
должны иметь: - жировых и ржавых пятен на лицевых поверхностях; - трещин на внешней поверхности диафрагм, за
исключением местных поверхностных усадочных, ширина которых не должна превышать
0,2 мм; - наплывов бетона на открытых поверхностях
стальных закладных изделий, выпусках арматуры и монтажных петлях. Значения действительных
отклонений геометрических параметров диафрагм жесткости не должны превышать
предельных, мм, указанных в нижеследующей таблице.
Качество поверхностей и внешний вид диафрагм жесткости в
зависимости от установленной проектом категории поверхностей должны отвечать
требованиям ГОСТ
13015.0-83* и соответствовать утвержденным эталонам. Категория бетонной
поверхности должна указываться в заказе на изготовление диафрагм жесткости.
Качество поверхностей и
внешний вид ригелей должны отвечать требованиям ГОСТ
13015.0-83*.
На строительной площадке необходимо проверить
наличие паспортов на диафрагмы и требуемых в них данных, наличие маркировки на
боковой поверхности каждой диафрагмы и штампа ОТК, соответствие поставленных
диафрагм требованиям проекта. Диафрагмы жесткости следует хранить в
вертикальном или горизонтальном положении. При хранении диафрагм в
горизонтальном положении их следует укладывать полками в разные стороны. Высота
штабеля не должна превышать 2,5 м. Монтаж диафрагм жесткости разрешается
производить только после проектного закрепления колонн и достижения бетоном
замоноличенных стыков прочности, указанной в ППР, а также после приемки опорных
элементов, включающей геодезическую проверку соответствия их планового и высотного
положения проектному с составлением исполнительной схемы. Перед подъемом каждой диафрагмы необходимо
проверить соответствие ее проектной марке. При монтаже необходимо вести
тщательный контроль толщины растворного шва в горизонтальном стыке. Превышение
проектной величины горизонтального шва, равной 30 мм, более чем на 10 мм
недопустимо. Монтаж диафрагм каждого последующего этажа
следует осуществлять после монтажа перекрытия предыдущего этажа. Перед укладкой
раствора на верхнюю грань нижестоящей диафрагмы необходимо срезать петли и
очистить ее от грязи, мусора, снега и наледи. Необходимо следить за равномерной
раскладкой раствора по длине грани диафрагмы. После установки вышестоящей
диафрагмы необходимо произвести проверку толщины и качества шва. Шов не должен
иметь пустот и раковин. При их наличии необходимо производить зачеканку швов. МОНТАЖНЫЕ УЗЛЫ
Узел сопряжения и замоноличивания двух (четырех) диафрагм
жесткости
Узел сопряжения и замоноличивания диафрагм жесткости, рядовых
плит перекрытия и однополочных ригелей
Узел сопряжения и замоноличивания диафрагм жесткости и связевых
плит
Узел сопряжения и замоноличивания диафрагм жесткости и плит
перекрытия (связевых и рядовых)
Узел сопряжения и замоноличивания диафрагм жесткости, связевой
и рядовой плит и колонны
Узел сопряжения и замоноличивания диафрагм жесткости и колонны
Сварка
стыков диафрагм жесткости в конструкциях каркаса серии 1.020-1/87
ГОСТ
9467-75* Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы. ГОСТ
9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ГОСТ
5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы,
конструктивные элементы и размеры. ГОСТ
14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. Входной контроль качества электродов должен
осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
24297-87, ГОСТ
9467-75*, ГОСТ
9466-75*, требованиями технических условий на электроды конкретных видов и
марок, предусмотренных проектом, требованиями ППР (ППСР), технологических карт
и другой технологической документации, утвержденной в установленном порядке. Сварочные работы следует производить по
утвержденному проекту производства сварочных работ (ППСР) или другой
технологической документации, утвержденной в установленном порядке. Перед сборкой конструкций необходимо установить
соответствие чертежам марок стали плоских закладных изделий и соединительных
деталей, перед сваркой - также размеров и точности сопряжения соединительных
элементов. Отклонение от плоскостности наружных лицевых
поверхностей плоских элементов закладных изделий не должно превышать 3 мм. Кромки свариваемых элементов в местах
расположения швов и прилегающие к ним поверхности шириной не менее 20 мм, а
также места примыкания начальных и выводных планок необходимо зачищать с
удалением ржавчины, жиров, краски, грязи, влаги и т.п. Кромки плоских элементов
после огневой резки должны быть очищены от грата, шлака, брызг и наплывов. Для выполнения монтажных соединений из
стального проката следует применять электроды, указанные в проекте (для марки
стали ВСт3сп и ВСт3пс - электроды типа Э42, Э46, Э42А, Э46А согласно СНиП II-23-81, табл. 55). Ручную дуговую сварку плоских
закладных изделий разрешается выполнять без подогрева при температуре
окружающего воздуха до минус 30 °С для углеродистой стали толщиной до 16 мм и
до минус 20 °С для углеродистой стали толщиной свыше 16 до 30 мм.
СВАРОЧНЫЕ УЗЛЫ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ - Н1
ТАВРОВОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ - Т1
мм
ТАВРОВОЕ СОЕДИНЕНИЕ СО СКОСОМ ОДНОЙ КРОМКИ ОДНОСТОРОННИМ ШВОМ - Т6
мм
СТЫКОВОЕ СОЕДИНЕНИЕ СО СКОСОМ ОДНОЙ КРОМКИ ОДНОСТОРОННИМ ШВОМ - С8
мм
Величина катета углового шва К должна быть
установлена при проектировании сварного соединения, но не более 1,2 толщины
более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные
отклонения катетов углового шва К от номинального значения ... + 2 мм при К ³ 6 мм. Недопустимые дефекты, обнаруженные в результате контрольных испытаний, необходимо устранить,
а участки шва с недопустимыми дефектами вновь заварить и проконтролировать. Дефектные участки сварных швов надлежит, как
правило, удалять механизированной зачисткой (абразивным инструментом) или
механизированной рубкой. Допускается удаление дефектов ручной кислородной
резкой с последующей зачисткой поверхности. Поверхности свариваемой конструкции и
выполненных швов сварных соединений после окончания сварки необходимо очищать
от шлака, брызг и наплывов (натеков) расплавленного металла. Наплавленный металл не должен иметь видимых при
внешнем осмотре трещин. Трещины всех видов и размеров должны быть устранены с
последующей заваркой и контролем. Поверхность швов должна быть
равномерно-чешуйчатой, без прожогов, наплывов, сужений и перерывов. Переход от наплавленного металла к основному
должен быть плавным, глубина подрезов основного металла - до 5 % толщины
свариваемого проката, но не более 1 мм. Глубина допускаемых одиночных дефектов - до 10
% толщины свариваемого проката, но не более 3 мм, длина - до 20 % длины
оценочного участка (15, 20 и 25 мм для наименьшей толщины элемента в сварном
соединении, соответственно, от 4 до 6, св. 6 до 10, св. 10 до 20 мм). Глубина допускаемых дефектов в виде цепочки или
скоплений - до 5 % толщины свариваемого проката, но не более 2 мм, длина - не
более удвоенной длины оценочного участка; допустимое расстояние между
близлежащими концами соседних по длине шва дефектов (непроваров, цепочек и
скоплений пор) - не менее 200 мм. Обнаруженные в результате внешнего осмотра
недопустимые дефекты необходимо исправить и вновь проконтролировать. После исправления недопустимых дефектов,
обнаруженных внешним осмотром, осуществляется контроль швов неразрушающими
методами в объеме не менее 0,5 % длины швов. Контролю должны подлежать преимущественно места
с признаками дефектов и участки пересечения швов. Длина контрольного участка
должна быть не менее 100 мм. По результатам
ультразвукового контроля швы сварных соединений должны удовлетворять
нижеследующим требованиям.
В швах сварных соединений конструкций,
возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40
°С до минус 65 °С включ., допускаются внутренние дефекты, эквивалентная площадь
которых не превышает половины значений допустимой оценочной площади,
приведенной выше. При этом наименьшую поисковую площадь необходимо уменьшать в
два раза. Расстояние между дефектами должны быть не менее удвоенной длины
оценочного участка. В случае обнаружения недопустимого дефекта
следует выявить его фактическую длину, дефект исправить и вновь
проконтролировать. При повторном выявлении дефекта контролю подлежит все
сварное соединение. По результатам радиографического контроля швы
должны удовлетворять следующим требованиям: - непровары в корне шва соединений, доступных
для сварки с двух сторон, и соединений на подкладках могут иметь высоту до 5 %
толщины свариваемого проката, но не более 2 мм, и длину - не более удвоенной
длины оценочного участка; - непровары в корне шва соединений без
подкладок и доступных для сварки с одной стороны могут меть высоту до 15 %
толщины свариваемого проката, но не более 3 мм; - одиночные удлиненные и
сферические дефекты могут иметь размеры, не превышающие приведенные в
нижеследующей таблице;
- удлиненные и сферические дефекты, образующие
цепочку или скопление, могут иметь размеры: высоту - не более 0,5 h, длину - не более длины оценочного участка; - удлиненные дефекты могут иметь протяженность
не более отношения S/h; - расстояние между близлежащими концами
непроваров, цепочек и скоплений пор, соседних по длине шва, не должны превышать
200 мм; - швы сварных соединений конструкций,
возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40
°С до минус 65 °С, не должны иметь непроваров, несплавлений, удлиненных
дефектов, цепочек и скоплений дефектов; допускается лишь одиночные сферические
дефекты высотой не более 0,5 h,
расстояние между которыми не должны быть менее удвоенной длины оценочного
участка. Объем контроля: - внешний осмотр с проверкой геометрических
размеров и формы швов - 100 %; - контроль швов неразрушающими методами
(ультразвуковым, радиографическим и др.) в соответствии с ГОСТ 3242-79 - не
менее 0,5 % длины швов. Суммарная площадь дефектов - не более 5 и 10 %
площади продольного сечения шва, соответственно, для сварки с двух сторон и на
подкладках и для сварки с одной стороны и без подкладок. Дефектные участки сварных швов надлежит, как
правило, удалять механизированной зачисткой (абразивным инструментом) или
механизированной рубкой. Допускается удаление дефектов ручной кислородной
резкой с последующей зачисткой поверхности. Монтаж
плит перекрытий серии 1.041.1-3 (многопустотных) в конструкциях каркаса серии
1.020-1/87
ГОСТ
9561-91 Плиты перекрытий железобетонные многопустотные для зданий и
сооружений. Технические условия. ТУ 67-08-126-91 Плиты перекрытий железобетонные
ребристые. ТУ 66-234-87 Плиты перекрытий железобетонные
ребристые сантехнические серии 1.041.1-2. ........................... Технические условия
на плиты перекрытия, предусмотренные проектом СНиП 3.01.01-85* Организация
строительного производства. СНиП 3.03.01-87 Несущие и ограждающие
конструкции. Серия 1.020-1/87, выпуск 0-8 Указания по
монтажу, выпуск 6-5 Монтажные узлы. Сопряжения элементов каркаса с
многопустотными плитами перекрытий. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Входной контроль качества плит перекрытий
должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, стандартов и технических условий на плиты перекрытий,
предусмотренные проектом, и технологической документацией, утвержденной в установленном
порядке. ГОСТ
9561-91 Плиты перекрытий железобетонные многопустотные для зданий и
сооружений. Технические условия. Поставленные на монтаж плиты перекрытий не
должны иметь: - жировых и ржавых пятен на лицевых
поверхностях; - неуплотненных участков бетона на поверхностях
плит; - трещин, за исключением усадочных и других
поверхностных технологических шириной не более 0,3 мм на верхней поверхности и
не более 0,2 мм - на боковых и нижней поверхности плит; - наплывов бетона на открытых поверхностях
стальных закладных изделий, выпусках арматуры и монтажных петлях. Значения действительных
отклонений геометрических параметров плит перекрытий не должны превышать
предельных, мм, указанных в нижеследующей таблице.
Требования к качеству поверхностей плит - по ГОСТ
13015.0-83*. При этом качество поверхностей плит должно удовлетворять
требованиям, установленным для категорий: A3 - нижняя (потолочная), А7 -
верхняя и боковая. По согласованию изготовителя с потребителем нижняя
(потолочная) поверхность может быть категории А2 - под окраску, А4 - под
оклейку обоями, отделку декоративными пастообразными составами, А6 - к которой
не предъявляются требования по качеству отделки. Верхняя поверхность плит может
быть категории А4 - под покрытие линолеумом. ТУ
67-08-126-91 Плиты перекрытий железобетонные ребристые На поверхности сантехнических плит не
допускаются: - жировые и ржавые пятна; обнажения рабочей и
конструктивной арматуры; - трещины, за исключением усадочных и других
поверхностных технологических, ширина которых не должна превышать 0,1 мм; - наплывы бетона и раствора на открытых
поверхностях стальных закладных изделий, выпусках арматуры и монтажных петлях. Значения действительных
отклонений геометрических параметров плит не должны превышать предельных, мм,
указанных в нижеприведенной таблице.
Качество поверхностей плит должно удовлетворять
требованиями ГОСТ
13015.0-83* для категорий: А6 - лицевых поверхностей, подготовленных под
простую окраску, побелку; А7 - нелицевых поверхностей, невидимых в условиях
эксплуатации. Каждая партия многопустотных и сантехнических
плит должна сопровождаться документом о качестве по ГОСТ
13015.3-81*, в котором должны быть указаны наименование и адрес
предприятия-изготовителя, номер и дата выдачи документа, номер партии,
наименование и марка плит, дата изготовления плит, класс бетона по прочности,
отпускная прочность бетона, марка бетона по морозостойкости и водонепроницаемости
(если они указаны в заказе на изготовление плит), обозначение стандарта или
технических условий. Плиты должны храниться в горизонтальном
положении в штабелях высотой не более 2,5 м. Подкладки под плитами и прокладки
между ними в штабеле должны располагаться в местах, указанных в рабочих
чертежах, или вблизи монтажных петель. На строительной площадке в процессе входного
контроля плит перекрытий, сварочных и других материалов: - необходимо проверить наличие сопроводительных
документов о качестве (паспортов) и полноту содержащихся в них данных; - по имеющейся сопроводительной документации,
маркировке, ярлыкам необходимо убедиться в соответствии поступивших плит и
материалов требованиям проекта (маркировка должна быть на боковой грани каждой
многопустотной плиты и на наружной грани торцевого или продольного ребра
сантехнической плиты); - необходимо проверить наличие штампа ОТК на
каждой плите перекрытий; - необходимо путем внешнего осмотра проверить
отсутствие недопустимых дефектов внешнего вида материалов, дефектов лицевой
поверхности плит перекрытий, правильности расположения закладных изделий,
наличие защитных покрытий на закладных изделиях, путем предусмотренных
технологической картой измерений и испытаний - проверить соответствие плит
перекрытий и материалов требованиям нормативной документации. Монтаж многопустотных плит перекрытий должен
осуществляться в соответствии с требованиями проекта, СНиП 3.03.01-87, ППР,
технологических карт и схем операционного контроля качества СМР и другой
технологической документации, утвержденной в установленном порядке. Строительство каркасных зданий должны
осуществлять строительно-монтажные организации, получившие лицензию на
выполнение этих работ в Федеральных или региональных органах по лицензированию
строительной деятельности. Работы по монтажу железобетонных конструкций
каркасных зданий должны выполняться квалифицированным персоналом, прошедшим
специальную подготовку и обладающим надлежащими навыками по монтажу
железобетонных конструкций. Работы должны производиться по утвержденному
проекту производства работ (ППР), в котором наряду с общими требованиями СНиП 3.01.01-85*
должны быть предусмотрены: последовательность монтажа конструкций,
обусловленная применением той или иной монтажной оснастки, мероприятия,
обеспечивающие требуемую точность установки конструкций в проектное положение и
пространственную их неизменяемость в процессе монтажа, устойчивость конструкций
и частей здания в процессе возведения и т.д. Запрещается осуществление строительно-монтажных работ без утвержденного проекта
производства работ (ППР) и в его составе технологических карт и схем
операционного контроля качества. Не допускаются отступления от проектных решений без согласования их с организациями,
разработавшими и утвердившими их. Монтаж плит перекрытий следует начинать после
освидетельствования или приемки ранее выполненных скрытых работ или
ответственных конструкций. Скрытые работы подлежат освидетельствованию с
составлением актов. Акт освидетельствования скрытых работ должен составляться
на завершенный процесс, выполненный самостоятельным подразделением
исполнителей. Освидетельствование скрытых работ и составление
акта в случаях, когда последующие работы должны начинаться после перерыва,
следует производить непосредственно перед производством последующих работ. Запрещается выполнение последующих работ при отсутствии актов освидетельствования
предшествующих работ во всех случаях. Ответственные конструкции по мере их готовности
подлежат приемке в процессе строительства (с участием представителя проектной
организации или авторского надзора) с составлением акта промежуточной приемки
этих конструкций. Монтаж плит перекрытий разрешается производить
только после проектного закрепления колонн, ригелей и диафрагм жесткости и
достижения бетоном замоноличенных стыков прочности, указанной в ППР, а также
после приемки опорных элементов, включающей геодезическую проверку соответствия
их планового и высотного положения проектному и составление исполнительной
схемы, составления акта приемки с разрешением заказчика на производство работ
по монтажу плит перекрытий. В первую очередь, как правило (согласно
требований ППР), должны устанавливаться и закрепляться с помощью сварки
межколонные (связевые) плиты, а затем рядовые плиты. В том случае, когда этому
препятствуют подкосы, закрепленные выше уровня перекрытия, сначала
устанавливают связевые плиты в ячейках, где этому не препятствуют подкосы, затем
рядовые плиты, а уж потом после снятия подкосов монтируют остальные связевые
плиты. Укладку плит перекрытий в направлении
перекрываемого пролета надлежит выполнять с соблюдением установленных проектом
размеров глубины опирания их на опорные конструкции или зазоров между
сопрягаемыми элементами. Установку плит в поперечном направлении
перекрываемого пролета следует выполнять: межколонных (связевых) плит - совмещая риски
продольных осей устанавливаемых плит с рисками осей колонн на опорах; рядовых плит перекрытий - по разметке,
определяющей их проектное положение на опорах. Плиты перекрытий необходимо укладывать на слой
цементного раствора марки 100 толщиной 10 мм, совмещая поверхности смежных плит
вдоль шва со стороны потолка. Замоноличивание стыков следует выполнять после
проверки правильности установки плит и других конструкций на этаже (ярусе),
приемки соединений элементов в узлах сопряжений и выполнения антикоррозионного
покрытия сварных соединений и поврежденных участков покрытия закладных изделий. По завершении монтажа и проектного закрепления
плит перекрытий этажа (яруса) или захватки осуществляется геодезический
контроль действительного (фактического) планового, высотного и относительно
вертикали положения конструкции этажа (яруса, захватки). Результаты контроля
оформляются исполнительными геодезическими схемами. Завершение работ по антикоррозионной защите
сварных соединений и поврежденных участков покрытий закладных изделий, по
замоноличиванию стыков оформляются актами освидетельствования скрытых работ. Приемка смонтированных конструкций этажа
(яруса, захватки) оформляется актом приемки. Приемку смонтированных конструкций производят
после закрепления узлов проектными креплениями и приобретения бетоном
замоноличивания проектной прочности, при этом проверяют соответствие
конструкций проекту, качество монтажных работ, качество сварки и заделки стыков
и швов, сохранность элементов и их отделки. В процессе приемки представляют: рабочие
чертежи конструкций с указанием всех согласованных с проектными организациями
отклонений от проекта; паспорта или сертификаты на конструкции и материалы,
использованные при монтаже; журналы монтажных, сварочных, антикоррозионных
работ, заделки стыков, исполнительные схемы положения конструкций, акты
освидетельствования скрытых работ и промежуточной приемки.
Монтажные
узлы междуэтажных перекрытий
Узел сопряжения и замоноличивания пристенной или связевой
плиты, колонны, ригеля и наружной стены
Узел сопряжения и замоноличивания пристенной плиты, колонны,
ригеля и наружной стены
Узел сопряжения и замоноличивания пристенной плиты и колонны
Узел сопряжения и замоноличивания пристенной или связевой
плиты, ригеля (РОП4) и наружной стены
Узел сопряжения и замоноличивания связевой плиты, колонны и
ригелей
Узел сопряжения и замоноличивания связевой плиты и колонны
Узел сопряжения и замоноличивания двух пристенных или связевых
плит, колонны и ригеля
Узел сопряжения и замоноличивания двух пристенных или связевых
плит и ригеля
Узел сопряжения и замоноличивания связевой плиты, колонны и
двух ригелей
Узел сопряжения и замоноличивания двух рядовых плит, диафрагмы
жесткости и двух однополочных ригелей
Узел сопряжения и замоноличивания двух связевых плит и
вентблоков - диафрагм жесткости
Узел сопряжения и замоноличивания двух пристенных, связевых или
рядовых плит и ригеля
Узел сопряжения и замоноличивания связевой плиты, колонны,
ригеля и вентблоков - диафрагм жесткости
Узел сопряжения и замоноличивания связевой и рядовой плит и
ригеля
Узел сопряжения и замоноличивания двух связевых плит и диафрагм
жесткости
Узел сопряжения и замоноличивания связевой и рядовой плит,
колонны, ригеля и вентблока - диафрагмы жесткости
Узел сопряжения и замоноличивания связевой и рядовой плит,
колонны и диафрагм жесткости
Узел сопряжения и замоноличивания рядовой плиты, колонны,
однополочного ригеля (РОП4) и наружной стены
Монтажные узлы перекрытий верхнего
этажа
Узел сопряжения и замоноличивания пристенной плиты и колонны
Узел сопряжения и замоноличивания пристенной или связевой
плиты, ригеля (РОП4) и наружной стены
Узел сопряжения и замоноличивания двух пристенных или связевых
плит и ригеля
Узел сопряжения и замоноличивания двух пристенных или связевых
плит и ригеля
Узел сопряжения и замоноличивания двух пристенных, связевых или
рядовых плит и ригеля
Узел сопряжения и замоноличивания двух связевых плит и
вентблока - диафрагмы жесткости
Узел сопряжения и замоноличивания связевой и рядовой плит с
колонной и диафрагмой жесткости
Узел сопряжения и замоноличивания связевой и рядовой плит и
ригеля
Узел сопряжения и замоноличивания пристенной плиты, колонны,
диафрагмы жесткости и наружной стены
Узел сопряжения и замоноличивания пристенной плиты и колонны
Узел сопряжения и замоноличивания двух рядовых плит, колонны и
ригеля
Узел сопряжения и замоноличивания рядовой плиты, ригеля и
наружной стены, колонны.
Узел сопряжения и замоноличивания связевой и рядовой плит,
колонны и ригеля
Узел сопряжения и замоноличивания колонны, рядовой плиты,
ригеля марки РОП4 и наружной стены
Узел сопряжения и замоноличивания рядовой плиты, ригеля марки
РОП4 и наружной стены
Узел сопряжения и замоноличивания двух рядовых плит, ригеля и
колонны
Узел сопряжения и замоноличивания пристенной и рядовой плит,
колонны, однополочного ригеля (РОП4)
Узел сопряжения и замоноличивания рядовой и пристенной плит и
ригеля
Узел сопряжения и замоноличивания связевой и рядовой плит,
колонны и ригеля
Монтаж
плит перекрытий серии 1.042.1-4 (ребристых) в конструкциях каркаса серии
1.020-1/87
ГОСТ
21506-87 Плиты перекрытий железобетонные ребристые высотой 300 мм для
зданий и сооружений. Технические условия. ..........................
Технические условия на плиты перекрытия, предусмотренные проектом. СНиП 3.01.01-85* Организация
строительного производства. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.020-1/87, выпуск 0-8 Указания по
монтажу, выпуск 6-6 Монтажные узлы. Сопряжения элементов каркаса с ребристыми плитами перекрытий. технические требования
Входной контроль качества плит перекрытий
должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, стандартов и технических условий на плиты перекрытий,
предусмотренные проектом, и технологической документации, утвержденной в
установленном порядке. ГОСТ
21506-87 Плиты перекрытий железобетонные ребристые высотой 300 мм для
зданий и сооружений. Технические условия. Поставленные на монтаж плиты перекрытий не
должны иметь: - жировых и ржавых пятен на лицевых
поверхностях; - неуплотненных участков бетона на поверхностях
плит; - обнажения рабочей и конструктивной арматуры,
за исключением арматурных выпусков; - трещин в бетоне плит, за исключением:
усадочных и других поверхностных технологических шириной не более 0,1 мм,
поперечных в верхней зоне продольных ребер от обжатия бетона, размеры которых
не должны превышать указанных в рабочих чертежах на эти плиты, поперечных в
торцовых ребрах, ширина которых не должна превышать 0,3 мм; - наплывов бетона на открытых поверхностях
стальных закладных изделий, выпусках арматуры и монтажных петлях. Значения действительных
отклонений геометрических параметров плит перекрытий не должны превышать
предельных, мм, указанных в нижеследующей таблице.
Требования к качеству
поверхностей плит - по ГОСТ
13015.0-83*. При этом качество поверхностей плит должно удовлетворять
требованиям, установленным для категорий: А6 - лицевая, А7 - нелицевая
невидимая.
На строительной площадке в процессе входного
контроля плит перекрытий, сварочных и других материалов: - необходимо проверить наличие сопроводительных
документов о качестве (паспортов) и полноту содержащихся в них данных; - по имеющейся сопроводительной документации,
маркировке, ярлыкам необходимо убедиться в соответствии поступивших плит и
материалов требованиям проекта (маркировка должна быть на наружной грани
торцевого или продольного ребра каждой плиты); - необходимо проверить наличие штампа ОТК на
каждой плите перекрытий; - необходимо путем внешнего осмотра проверить
отсутствие недопустимых дефектов внешнего вида материалов, дефектов лицевой
поверхности плит перекрытий, правильности расположения закладных изделий,
наличие защитных покрытий на закладных изделиях; путем предусмотренных
технологической картой измерений и испытаний - проверить соответствие плит
перекрытий и материалов требованиям нормативной документации. Плиты должны храниться на строительной площадке
в горизонтальном положении на подкладках и прокладках, установленных по торцам
продольных ребер в местах установки опорных закладных изделий, в штабеле
высотой не более 2,5 м. Монтаж ребристых плит перекрытий должен
осуществляться в соответствии с требованиями проекта, СНиП 3.03.01-87, ППР,
технологических карт и схем операционного контроля качества СМР и другой
технологической документации, утвержденной в установленном порядке. Монтаж плит перекрытий разрешается производить
только после проектного закрепления колонн и ригелей и достижения бетоном
замоноличенных стыков прочности, указанной в ППР, а также после приемки опорных
элементов, включающей геодезическую проверку соответствия их планового и
высотного положения проектному и составление исполнительной схемы, составления
акта приемки с разрешением заказчика на производство работ по монтажу плит
перекрытий. Укладку плит перекрытий в направлении
перекрываемого пролета надлежит выполнять с соблюдением установленных проектом
размеров глубины опирания их на опорные конструкции или зазоров между
сопрягаемыми элементами. Установку плит в поперечном направлении
перекрываемого пролета следует выполнять: межколонных (связевых) плит - совмещая риски
продольных осей устанавливаемых плит с рисками осей колонн на опорах; рядовых плит перекрытий - по разметке, определяющей
их проектное положение на опорах. МОНТАЖНЫЕ УЗЛЫ
Сварка стыков плит перекрытий в конструкциях
каркаса серии 1.020-1/87
ГОСТ
9467-75* Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы. ГОСТ
9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия. ГОСТ
14098-91 Соединения сварные арматуры и закладных изделий железобетонных
конструкций. Типы, конструкция и размеры. ГОСТ
10922-90 Арматурные и закладные изделия сварные, соединения сварные
арматуры и закладных изделий железобетонных конструкций. Общие технические
условия. ГОСТ
23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных
конструкций. Ультразвуковые методы контроля качества. Правила приемки. ..........................
Технические условия на электроды конкретных видов и марок, предусмотренные проектом. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.020-1/87, выпуск 6-5. Серия 2.240-1, выпуск 4, 5. технические требования
Входной контроль качества электродов должен
осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
24297-87, ГОСТ
9467-75*, ГОСТ
9466-75*, требованиями технических условий на электроды конкретных видов и
марок, предусмотренных проектом, требованиями ППР (ППСР), технологических карт
и другой технологической документации, утвержденной в установленном порядке. Покрытие электродов должно
быть плотным, прочным, без вздутий, пор, наплывов, трещин, за исключением
поверхностных продольных трещин и местных сетчатых растрескиваний,
протяженность которых не превышает 3-кратный номинальный диаметр электрода,
если минимальное расстояние между ближайшими концами трещин или (и) краями
участков местного сетчатого растрескивания более 3-кратной длины более
протяженной трещины или участка растрескивания, и неровностей, за исключением
местных вмятин глубиной не более 50 % толщины покрытия в количестве не более 4
при суммарной протяженности до 25 (35) мм на одном электроде, двух вмятин,
расположенных с двух сторон электрода в одном поперечном сечении, которые
принимаются за одну, если их суммарная глубина не превышает 50 % толщины
покрытия. На поверхности покрытия допускаются местные задиры, протяженностью не
более 15 мм при глубине не более 25 % номинальной толщины покрытия числом не более двух (трех) на одном электроде (в скобках
указаны значения, допускаемые для 10 % контролируемых электродов).
РУЧНАЯ ДУГОВАЯ СВАРКА ШВАМИ НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ
Разность толщины покрытия (е) в диаметрально
противоположных участках электрода не должна превышать нижеприведенных
значений.
На отдельных электродах, суммарное количество
которых не должно превышать 10 % общего числа контролируемых электродов,
допускается: - отклонение длины зачищенного от покрытия
конца l от
номинального значения до ± 7,5 м; - наличие на покрытии каждого электрода не
более двух поперечных надрывов размером не более половины длины окружности
покрытия, поверхностных следов слипания электродов; не более трех пор с
наружным размером не более 1,5 мм для электродов диаметром до 4 мм вкл., и не
более 2,0 мм для электродов большего размера. Электроды должны быть упакованы в коробки или
пачки, на (в) которых должна иметься этикетка или маркировка, содержащая наряду
с другими данные по режимам сварочного тока в зависимости от диаметра
электродов и положения сварки, режим повторного прокаливания электродов. Каждая партия электродов должна сопровождаться
сертификатом. Сварочные работы следует производить по
утвержденному проекту производства сварочных работ (ППСР) или другой
технологической документации. К сварке стыков допускаются электросварщики,
аттестованные в соответствии с действующими Правилами аттестации сварщиков,
утвержденными Госгортехнадзором России, и имеющие удостоверение сварщика установленного
образца. При этом сварщики могут быть допущены к тем видам сварочных работ,
которые указаны в их удостоверениях. Руководство работами по сборке, сварке и
контролю качества сварных соединений должны осуществлять инженерно-технические
работники, имеющие специальную техническую подготовку, изучившие Правила,
рабочие чертежи, технологические процессы и другую необходимую НТД и прошедшие
аттестацию комиссии предприятия. Свариваемые поверхности конструкции и рабочее
место сварщика должны быть защищены от дождя, снега, ветра. При температуре
окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места
сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С -
оборудовать тепляк. Колебания напряжения питающей сети электрического
тока, к которой подключено сварочное оборудование, не должны превышать ± 5 %
номинального значения. Оборудование для ручной многопостовой сварки следует
питать от отдельного фидера. СВАРОЧНЫЕ УЗЛЫ
Узел сопряжения двух связевых или пристенных плит и ригеля
Узел сопряжения пристенной или связевой плиты, ригеля и колонны
Узел сопряжения двух связевых или пристенных плит, диафрагмы
жесткости и колонны
Узел сопряжения связевой плиты и колонны
Узел сопряжения пристенной плиты верхнего этажа, ригеля и
колонны
Узел сопряжения связевой плиты верхнего этажа, ригеля и колонны
Узел сопряжения двух пристенных плит верхнего этажа с ригелем и
колонной
УЗЕЛ СОПРЯЖЕНИЯ ДВУХ СВЯЗЕВЫХ ПЛИТ ВЕРХНЕГО ЭТАЖА, ВЕНТБЛОКА (ИЛИ
ДИАФРАГМЫ ЖЕСТКОСТИ) И КОЛОННЫ
УЗЕЛ СОПРЯЖЕНИЯ ДВУХ ПРИСТЕННЫХ ПЛИТ ВЕРХНЕГО ЭТАЖА, ДИАФРАГМЫ
ЖЕСТКОСТИ И КОЛОННЫ
Для ручной дуговой сварки следует использовать
источники постоянного сварочного тока универсальные или с падающей
характеристикой и сварочные трансформаторы на токи до 500 А. Для сварки протяженными швами стыковых и
нахлесточных соединений рекомендуется использовать следующие типы электродов:
для сварки арматуры класса А-I ... Э42,
Э46, Э42А, Э46А, класса А-II, A-III и A-IIIC ... Э42А,
Э46А, Э50А, класса Ат-IVC ... Э50А,
Э55 и Э60. Электроды должны отвечать требованиям ГОСТ
9566-75* и ГОСТ
9467-75*, а также стандартов или технических условий на электроды
конкретных марок, и иметь сертификаты. При их отсутствии или истечении
гарантийного срока хранения электродов необходимо определять механические
свойства стыковых сварных соединений, выполненных с применением этих
электродов. При сварке протяженными швами нахлесточных
соединений арматурные стержни в месте соединения следует зачищать на длине,
превышающей на 10 - 15 мм сварной шов или стык. Для выполнения ручной сварки при отрицательной
температуре окружающего воздуха до минус 30 °С необходимо: - увеличивать сварочный ток на 1 % при
понижении температуры воздуха на каждые 3 °С (от 0 °С); - производить предварительный подогрев газовым
пламенем стержней арматуры до 200 - 250 °С на длину 90 - 150 мм от стыка. Допускается сварка стержневой арматуры при
температуре окружающего воздуха до минус 50 °С по специальной технологии,
разработанной в ППР и ППСР. Число отдельных пор диаметром до 2 мм в
соединениях, выполненных дуговой сваркой протяженными швами на длине шва 100
мм, не должно превышать двух при диаметре свариваемых стержней 10 - 28 мм, и
четырех - при диаметре свариваемых стержней 32 - 40 мм. Сварные соединения арматуры и закладных
изделий, выполненные при монтаже сборных железобетонных конструкций, должны
быть приняты службой контроля строительно-монтажной организации по результатам
визуального осмотра, измерений и комплекса испытания, проводимых в соответствии
с требованиями ГОСТ
10922-90, ГОСТ
23858-79 и СНиП
3.03.01-87. Соединения типа Н1 по ГОСТ
14098-91 (нахлесточное соединение, выполненное ручной дуговой сваркой
швами) принимают по результатам визуального осмотра и измерений (п. 3.20 ГОСТ
10922-90). Приемку сварных соединений осуществляют
партиями. Партия сварных соединений должна состоять из соединений арматурной
стали одного класса и диаметра, выполненных одним сварщиком по единой
технологии. Соединения, выполненные дуговой сваркой протяженными швами,
включают в одну партию, независимо от класса и диаметра свариваемой арматуры.
Объем партии соединений не должен превышать 200 соединений. Не менее 10 % из
них отбираются для визуального осмотра и измерений. Если в результате
визуального осмотра и измерений сварных соединений хотя бы одно соединение не
будет соответствовать вышеприведенным требованиям, то проводят повторную
проверку удвоенного числа изделий. Если и при повторной проверке хотя бы одно соединение
не будет отвечать предъявленным требованиям, то все соединения этой партии
подлежат поштучной приемке и исправлению. Соединения с дефектами должны быть
исправлены или усилены по согласованию с проектной организацией. Результаты
визуального осмотра и измерений должны быть оформлены актом. Бетонирование
конструкций до получения результатов оценки качества сварных соединений не разрешается. Монтаж лестничных маршей и площадок серии
1.050.1-2
В КОНСТРУКЦИЯХ
КАРКАСА СЕРИИ 1.020-1/87 ГОСТ
9818-85* Марши и площадки лестниц железобетонные. Технические условия. СНиП 3.01.01-85* Организация
строительного производства. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.020-1/87, выпуск 0-8 Указания по
монтажу, выпуск 6-5 Монтажные узлы. Сопряжения элементов каркаса с
многопустотными плитами перекрытий. ЭСКИЗЫ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль качества маршей и площадок
лестниц должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*,
ГОСТ
9818-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81* и технологической документации, утвержденной в установленном
порядке. Поставленные на монтаж плиты перекрытий не
должны иметь (согласно ГОСТ
9818-85*): - жировых и ржавых пятен на лицевой
поверхности; - неуплотненных участков бетона на поверхностях
маршей и площадок лестниц; - обнажения рабочей и конструктивной арматуры; - трещин, за исключением усадочных и других
поверхностных технологических трещин на нижней и торцевых поверхностях
элементов, ширина которых не должна превышать 0,2 мм; - наплывов бетона на открытых поверхностях
стальных закладных изделий и монтажных петлях. Предельные отклонения размеров маршей и
площадок от указанных в рабочих чертежах не должны превышать, мм: по длине: ± 5
- для маршей и площадок длиной до 4000 мм, ± 6 - для маршей и площадок длиной
свыше 4000 мм; по ширине ... ± 5; по толщине ... ± 3; по размерам ребер, полок,
выступов, отверстий и каналов ... ± 5; по положению выступов, выемок и
отверстий ... 5. Отклонения от проектного положения стальных
закладных изделий не должны превышать: в плоскости поверхности - 5 мм для
закладных изделий размерами до 100 мм, 10 мм - для закладных изделий размерами
св. 100 мм; из плоскости поверхности - 3 мм. Предельные отклонения размеров накладных
проступей не должны превышать: по длине - ± 5 мм, по ширине - ± 3 мм, по
толщине - ± 2 мм. Отклонения от прямолинейности профиля лицевой
поверхности не должны превышать: ± 2 мм - ступеней марша, площадок или
накладных проступей длиной до 2500 мм на участке 1000 мм, ± 3 мм - маршей или
площадок длиной св. 2500 мм до 4000 мм на всей длине, ± 4 мм - маршей или
площадок длиной св. 4000 мм на всей длине. Качество поверхностей и
внешний вид блоков в зависимости от установленной категории поверхностей должны
отвечать требованиям ГОСТ
13015.0-83*.
С целью обеспечения устойчивости лестничной
клетки и связи ее с диском перекрытия монтаж лестничных маршей разрешается
производить только после полного заполнения смежных пролетов плитами
перекрытия. Перед подъемом каждого лестничного марша
необходимо проверить соответствие его проектной марке, очистить опорные
поверхности ригелей, диафрагм жесткости и лестничных маршей от мусора, грязи,
снега и наледи. Лестничные марши подают к месту установки в
проектном положении и укладывают на слой цементного раствора марки 100 толщиной
30 мм. Монтажные детали МС-30 и MС-31 привариваются к опорным конструкциям до
монтажа лестничных площадок. К лестничной площадке верхнего этажа до монтажа
необходимо приварить монтажную деталь МС-32. Сварка
стыков лестничных маршей и площадок в конструкциях каркаса серии 1.020-1/87
ГОСТ
9467-75* Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы. ГОСТ
9466-75* Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ГОСТ
5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы,
конструктивные элементы и размеры. ГОСТ
14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. ЭСКИЗЫ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль качества электродов должен
осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
24297-87, ГОСТ
9467-75*, ГОСТ
9466-75*, требованиями технических условий на электроды конкретных видов и
марок, предусмотренных проектом, требованиями ППР (ППСР), технологических карт
и другой технологической документации, утвержденной в установленном порядке. Сварочные работы следует производить по
утвержденному проекту производства сварочных работ (ППСР) или другой
технологической документации, утвержденной в установленном порядке. Перед сборкой конструкций необходимо установить
соответствие чертежам марок стали плоских закладных изделий и соединительных
деталей, перед сваркой - также размеров и точности сопряжения соединительных
элементов. Отклонение от плоскостности наружных лицевых
поверхностей плоских элементов закладных изделий не должно превышать 3 мм. Кромки свариваемых элементов в местах
расположения швов и прилегающие к ним поверхности шириной не менее 20 мм, а
также места примыкания начальных и выводных планок необходимо зачищать с
удалением ржавчины, жиров, краски, грязи, влаги и т.п. Кромки плоских элементов
после огневой резки должны быть очищены от грата, шлака, брызг и наплывов. Для выполнения монтажных соединений из
стального проката следует применять электроды, указанные в проекте (для марки
стали ВСт3сп и ВСт3пс - электроды типа Э42, Э46, Э42А, Э46А согласно СНиП II-23-81, табл. 55). Ручную дуговую сварку плоских
закладных изделий разрешается выполнять без подогрева при температуре
окружающего воздуха до минус 30 °С для углеродистой стали толщиной до 16 мм и
до минус 20 °С для углеродистой стали толщиной свыше 16 до 30 мм.
Узел 19
Узел 20
Узел 11
Узел 14
Узел 15, 16
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК
ОДНОСТОРОННИМ ШВОМ - H1
ТАВРОВОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК
ОДНОСТОРОННИМ ШВОМ - Т1
ТАВРОВОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК
ДВУСТОРОННИМ ШВОМ - Т3
Технические требования и объем
контроля приведены в
схемах операционного контроля «Сварка стыков диафрагм жесткости каркаса серии
1.020-1/87» и «Ручная дуговая сварка сталей по ГОСТ
5264-80». Монтаж
гипсобетонных панелей перегородок серии 1.231.9-7 в конструкциях каркаса серии
1.020-1/87
ГОСТ 9574-90
Панели гипсобетонные для перегородок. Технические условия. СНиП 3.01.01-85* Организация
строительного производства. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 2.230-2. Детали стен и перегородок
общественных зданий, выпуск 3. Технические требования
Входной контроль качества панелей должен
осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, ГОСТ 9574-90
и технологической документации, утвержденной в установленном порядке. Поставленные на монтаж гипсобетонные панели не
должны иметь согласно ГОСТ 9574-90
и ГОСТ
13015.0-83*: - жировых и ржавых пятен на лицевых
поверхностях; - неуплотненных участков бетона на поверхностях
панелей; - трещин, за исключением поверхностных, ширина
которых не должна превышать 0,5 мм. Значения действительных
отклонений геометрических параметров панелей не должны превышать предельных,
мм, указанных в нижеследующей таблице.
Размеры раковин, местных наплывов и впадин на
бетонной поверхности панелей, а также околов бетона ребер не должны превышать,
мм: диаметр или наибольший размер
раковины ... 15 высота местного наплыва
(выступа) или глубина впадины ... 2 глубина околов бетона ребер ... 10 суммарная длина околов бетона
на 1 м ребра ... 100 Допускаются отдельные (не
более 2 шт. на 1 м2 поверхности) раковины диаметром или наибольшим
размером не более 20 мм.
На строительной площадке в процессе входного
контроля панелей перегородок: - необходимо проверить наличие сопроводительных
документов о качестве (паспортов) и полноту содержащихся в них данных; - по имеющейся сопроводительной документации,
маркировке необходимо убедиться в соответствии поступивших панелей требованиям
проекта (маркировочные надписи и знаки должны быть нанесены на одну из бетонных
поверхностей панелей в верхнем или нижнем углу каждой панели); - необходимо проверить наличие штампа ОТК на
каждой панели перегородок; - необходимо путем внешнего осмотра проверить
отсутствие недопустимых дефектов внешнего вида панелей (раковин, наплывов и
впадин на бетонной поверхности панелей, околов бетона ребер, трещин и др.),
путем предусмотренных технологической картой измерений и испытаний - проверить
соответствие панелей требованиям нормативной документации. Панели должны храниться на строительной
площадке в вертикальном положении или с уклоном не более 6° от вертикали в
специальных кассетах или пирамидах на сплошных или расставленных не более чем
через 1 м подкладках. Монтаж гипсобетонных панелей перегородок следует
производить по утвержденному проекту производства работ (ППР), в состав
которого должна входить технологическая карта и схема операционного контроля по
монтажу гипсобетонных панелей перегородок. Гипсобетонные панели перегородок следует
устанавливать до монтажа перекрывающих их ригелей и плит перекрытий. До начала монтажа панелей перегородок
необходимо выполнить следующие работы: - очистить от мусора место установки панелей; - произвести разбивку осей для установки
перегородочных панелей на перекрытии и на примыкающих к ним конструкциях; - нанести на конструкции установочные риски для
монтажа; - определить отметки маяков для установки
панелей перегородок; - установить маяки; - подать на рабочее место монтажные
приспособления, инструменты, инвентарь. Операции по монтажу панелей перегородок ведутся
в следующем порядке: - подготовка растворной постели; - установка маяков; - строповка и подача панелей на место
установки; - установка панели, выверка; - временное крепление панелей и расстроповка. Строповку панели следует производить только при
помощи траверсы, обеспечивающей вертикальное направление подъемного усилия во
всех точках строповки. Отклонение гипсобетонных панелей от вертикали при
подъемно-транспортных операциях допускается не более чем на 3°. Установку панелей перегородок следует
производить, опирая их на выверенные относительно монтажного горизонта маяки.
Прочность материала, из которого изготовляют маяки, не должна превышать
прочности на сжатие раствора, применяемого для устройства постели, т.е. 50 кг/см2. Отклонения отметок маяков относительно
монтажного горизонта не должны превышать ± 5 мм. Панели перегородок устанавливаются на слой
цементного раствора марки 50 толщиной 30 мм и временно закрепляются с помощью
упоров, устанавливаемых по два с каждой стороны панели. Затем производится
монтаж вышерасположенных конструкций. Выверку панелей перегородок следует
производить: из плоскости стены - совмещая нижнюю грань
устанавливаемой панели с установочными рисками на перекрытии вынесенными от
разбивочных осей (с помощью шаблона); в вертикальной плоскости - выверяя с помощью
опорных винтов упоров вертикальную грань панели относительно установочных рисок
на примыкающих конструкциях или относительно вертикали с помощью отвеса (рейки
- отвеса); в продольном направлении панели перегородок
устанавливают с соблюдением равных зазоров между торцами панели и сопрягаемыми
конструкциями. Выверку панели в плане и по
высоте следует производить в двух точках, расположенных вблизи ее торцов. После
выверки осуществляется постоянное крепление панелей, заделка стыков и снятие
упоров.
Панели перегородок крепятся между собой и к
конструкциям здания при помощи монтажных закладных изделий (М1 - М13). В
панелях перегородок до монтажа следует вырезать пазы 60 ´ 100 мм
глубиной 10 мм для скрытого размещения монтажных закладных изделий. Монтажные
закладные изделия пристреливаются к конструкциям дюбелями-гвоздями по ТУ
14-4-1141-81. Пристрелка производится строительно-монтажным пистолетом ПЦ52-1. Панели перегородок в зданиях с высотами этажей
2,8; 3,0 и 3,3 м крепятся в 2-х точках на расстоянии 750 мм от верха и низа
панели; в зданиях с высотами этажей 3,6 и 4,2 м панели имеют дополнительно
третье крепление посередине высоты панели. Панели длиной до 1,5 м имеют одно
крепление к перекрытию, свыше 1,5 до 40 м - два крепления, свыше 4,0 м - не менее
трех креплений с расстоянием между ними не более 1,5 м. Монтажные узлы по серии 2.230-2,
вып. 3
УЗЛЫ ПРИМЫКАНИЯ ПЕРЕГОРОДОК
УЗЛЫ ПРИМЫКАНИЯ ПЕРЕГОРОДОК
УЗЛЫ ПРИМЫКАНИЯ ПЕРЕГОРОДОК
УЗЛЫ ПРИМЫКАНИЯ ПЕРЕГОРОДОК К РИГЕЛЯМ
УЗЛЫ СОПРЯЖЕНИЯ ПАНЕЛЕЙ ПЕРЕГОРОДОК
МЕЖДУ СОБОЙ
УЗЛЫ СОПРЯЖЕНИЯ ПАНЕЛЕЙ ПЕРЕГОРОДОК
МЕЖДУ СОБОЙ
УЗЛЫ СОПРЯЖЕНИЯ ПАНЕЛЕЙ ПЕРЕГОРОДОК
МЕЖДУ СОБОЙ
УЗЛЫ СОПРЯЖЕНИЯ ПАНЕЛЕЙ ПЕРЕГОРОДОК
МЕЖДУ СОБОЙ
УЗЛЫ СОПРЯЖЕНИЯ ПАНЕЛЕЙ ПЕРЕГОРОДОК
МЕЖДУ СОБОЙ
УЗЛЫ СОПРЯЖЕНИЯ ПАНЕЛЕЙ ПЕРЕГОРОДОК С
ВЕНТБЛОКОМ
УЗЛЫ СОПРЯЖЕНИЯ ПАНЕЛЕЙ ПЕРЕГОРОДОК
Устройство
перегородок из пазогребневых гипсовых плит по ГОСТ
6428-83
ГОСТ 6428-83
Плиты гипсовые для перегородок. Технические условия. ТУ 5742-014-03984362-96 Плиты пазогребневые
строительные из гипса («Победа Кнауф», С-Пб, Колпино). ТУ 5742-007-16415648-98 Плиты гипсовые для стен
и перегородок (ЗАО «Гипс Кнауф», Новомосковск, Тульской обл.). ТУ 5742-001-00285008-93 Плиты гипсовые для перегородок
(ЗАО «Кубань Кнауф», Краснодар). ТУ 5742-001-01306735-95 Плиты перегородочные
гипсовые с пазогребневым соединением по контуру (СПП АООТ «Стройгаз», Барнаул). ТУ 5742-002-06605939-98 Плиты гипсовые для
перегородок гидрофобизированные (ОАО «Гипсополимер», Пермь). ТУ 5742-001-54038157-2000 Блоки гипсовые и
гипсобетонные пазогребневой конструкции для стен и перегородок (ООО
«Блокостроительный комбинат», Самара). ..........................
Технические условия на плиты гипсовые для перегородок, предусмотренные проектом. СНиП 3.01.01-85* Организация
строительного производства. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.231.8-12 Перегородки из гипсовых плит
по ГОСТ 6428-83 для общественных
зданий. требования к плитам по ГОСТ 6428-83
Входной контроль качества плит гипсовых для
перегородок должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*,
ГОСТ
6428-83, технических условий на плиты, предусмотренные проектом и
технологической документации, утвержденной в установленном порядке. ГОСТ
6428-83 Плиты гипсовые для перегородок. Технические условия Данный стандарт распространяется на
пазогребневые гипсовые плиты, предназначенные для устройства перегородок в
зданиях различного назначения с сухим и нормальным режимом помещений. Плиты относятся к группе трудносгораемых
материалов. Пазогребневые плиты
изготовляют в форме прямоугольного параллелепипеда с пазами и выступами. Форма
плит приведена на нижеследующем рисунке.
Форма пазогребневых плит
Номинальные размеры плит и
допускаемые отклонения от них приведены в нижеследующей таблице.
Условное обозначение пазогребневых гипсовых
плит должно состоять из сокращенного наименования продукции, типа, цифр,
обозначающих размеры плит в мм и обозначение данного стандарта. Пример условного обозначения пазогребневых плит длиной 667 мм, шириной 500 мм,
толщиной 80 мм: ПлГ-667´500´80
ГОСТ 6428-83 Плиты изготавливают из гипсового вяжущего с
минеральными или органическими добавками или без добавок. Материалы, применяемые для изготовления плит,
должны соответствовать требованиям нормативной документации, утвержденной в
установленном порядке. Лицевые поверхности плит должны быть ровными,
гладкими и не иметь жировых и других пятен. Отклонения от
перпендикулярности смежных граней и от плоскостности лицевой поверхности, а
также отбитости углов и ребер не должны превышать указанных в нижеследующей
таблице.
Прочность плит, определяемая пределом прочности при сжатии
и изгибе образцов-балочек, не должна быть менее указанной в нижеследующей
таблице.
Плотность плит, определяемая плотностью
образцов-балочек, высушенных до постоянной массы, должна быть не более 1350 кг/м3. Отпускная влажность плит по массе не должна
превышать 12 %. Изготовитель должен сопровождать каждую партию
плит документом о качестве, в котором должны быть указаны: - наименование и адрес
предприятия-изготовителя; - номер и дата выдачи документа; - номер партии и дата ее изготовления; - наименование и условное обозначение плит; - количество плит в партии, отгружаемых в один
адрес; - среднесуточная прочность, плотность плит,
отпускаемая влажность. Плиты в количестве не менее 1 % от партии
должны иметь штамп или этикетку на торцевой стороне плиты, в которых указывают: - товарный знак предприятия-изготовителя или
его краткое наименование; - условное обозначение плит; - дату изготовления. Пазогребневые плиты должны быть уложены в
пакеты. Средства крепления пакетов должны соответствовать требованиям ГОСТ
21650-76*. На грузовые места должна наноситься транспортная маркировка
согласно ГОСТ 14192-96. Плиты могут транспортироваться всеми видами
транспорта в крытых транспортных средствах в соответствии с правилами перевозки
грузов, действующими на каждом виде транспорта. При транспортировании плиты укладывают на
ребро, длинной стороной по направлению движения, вплотную друг к другу с
расклиниванием. Плиты должны храниться в крытых складах
уложенными на ребро в штабели высотой не более 1,5 м в соответствии с правилами
техники безопасности. При погрузке, разгрузке, хранении и
транспортировании плит должны приниматься меры, исключающие возможность их
повреждения и увлажнения. Не допускается погрузка плит навалом и
разгрузка их сбрасыванием. Предприятие-изготовитель должно гарантировать
соответствие плит требованиям данного стандарта при соблюдении потребителем
условий хранения и транспортирования. Гарантийный срок хранения плит - 1 год с
момента изготовления. По истечении гарантийного срока хранения
продукция может быть использована по назначению после предварительной проверки
ее качества на соответствие требованиям данного стандарта. Согласно типовому проекту по серии 1.231.8-12
перегородки из пазогребневых гипсовых плит по ГОСТ 6428-83
предназначены для применения в проектах общественных зданий по серии 1.020-1/87
и серии 1.090.1-1 с высотами этажей, равными 2,8; 3,3; 3,6 и 4,2 м. Перегородки следует применять в помещениях с
нормальным температурно-влажностным режимом в зданиях с неагрессивной средой.
Согласно СНиП 2.01.02-85
«Противопожарные нормы» гипсовые перегородки толщиной 80 мм имеют предел
огнестойкости 2,2 часа, а плиты толщиной 100 мм - 2,7 часа. Индекс изоляции воздушного шума у перегородок в
пределах от 39 до 50 дБ. технические требования к устройству
перегородок
Монтаж перегородок из гипсовых пазогребневых
плит следует производить в соответствии с требованиями проекта, СНиП 3.03.01-87,
ППР, технологической карты и схемы операционного контроля качества работ по
монтажу перегородок из гипсовых пазогребневых плит, другой технологической
документации, утвержденной в установленном порядке. Монтажные работы должны осуществлять
строительно-монтажные организации, получившие лицензию на выполнение монтажных
работ в Федеральных или региональных лицензионных органах. Монтажные работы должны выполняться
квалифицированным персоналом, прошедшим специальную подготовку и обладающим
надлежащими навыками по производству монтажных работ. Производству монтажных работ должны
предшествовать: - разработка проекта производства монтажных
работ, разработка (или привязка типовых) технологических карт и схем
операционного контроля качества выполнения монтажных работ; - завершение и надлежащее оформление всех
предусмотренных проектом предшествующих работ; - входной контроль гипсовых пазогребневых плит,
гипсового раствора и клея, крепежных и соединительных изделий, других
материалов и изделий, предусмотренных проектом; - изучение инженерно-техническим персоналом
проектной и технологической документации, обучение мастеров и рабочих передовым
методам труда. При входном контроле рабочей документации
должна производиться проверка ее комплектности и достаточности содержащейся в
ней технической информации для производства работ. Входной контроль пазогребневых плит, растворов
и клея, а также других материалов, предусмотренных проектом, должен
производиться в соответствии с требованиями проекта, стандартов и технических
условий на конкретные изделия и материалы в порядке, предусмотренном
технологическими картами или другой технологической документацией, утвержденной
в установленном порядке. Входной контроль должен предотвратить
поступление на строительную площадку материалов и изделий, не отвечающих
требованиям соответствующей нормативной документации. В процессе входного контроля на строительной
площадке: - необходимо проверить наличие сопроводительной
документации и полноту содержащихся в ней данных; - по имеющейся сопроводительной документации,
маркировке, ярлыкам и биркам необходимо убедиться в соответствии поступивших
пазогребневых плит, раствора и клея, а также других материалов требованиям
проекта; - необходимо путем внешнего осмотра проверить
целостность упаковки, отсутствие на плитах недопустимых дефектов внешнего вида,
наличие на упаковке и бирках штампа ОТК; - провести в соответствии с требованиями
технологической карты необходимые измерения геометрических параметров плит и
лабораторные испытания плит, раствора, клея на соответствие их нормативным
требованиям; - при возникновении сомнений в качестве
поступивших материалов должны быть вызваны представители строительной
лаборатории или функциональных служб, ответственных за поставку материалов. Технические требования к пазогребневым гипсовым
плитам согласно ГОСТ 6428-83
приведены выше. Монтажные работы должны выполняться в
соответствии с проектом производства работ (ППР) на устройство перегородок. Запрещается осуществление строительно-монтажных работ без утвержденного проекта
производства работ. Не
допускаются отступления от решений проектов производства
работ без согласования с организациями, разработавшими и утвердившими их.
Замена предусмотренных проектом материалов изделий и составов допускается
только по согласованию с проектной организацией и заказчиком. Монтаж перегородок должен производиться по
окончании монтажа несущих и ограждающих конструкций зданий и до устройства
пола. Монтаж перегородок следует выполнять после
проверки правильности выполнения предшествующих работ с составлением актов
освидетельствования скрытых работ. До начала монтажа перегородок необходимо
выполнить следующие работы: - очистить от мусора место установки
перегородки; - произвести разбивку осей для устройства
перегородки на перекрытии и на примыкающих к ним конструкциях; - нанести на конструкции установочные риски для
монтажа перегородок; - подать на рабочее место монтажные элементы,
приспособления, инструменты и инвентарь. Устройство перегородок осуществляется в
следующей последовательности: - по плитам перекрытий (или по ригелям) по
периметру перегородок укладывается выравнивающая стяжка, толщина которой должна
соответствовать проектным размерам; - по стяжке на гипсовом растворе
устанавливаются плиты перегородок таким образом, чтобы продольные грани с
гребнем оказались наверху; - устанавливаются соединительные изделия,
крепящие плиты к колоннам, плитам перекрытий, ригелям или другим гипсовым плитам; - на верхние грани плит наносится гипсовый клей
и устанавливается следующий ряд плит с одновременным заполнением гипсовым клеем
вертикальных стыков; - клей, выделившийся из стыков плит при их
установке, следует подрезать и загладить шпателем или штукатурной лопаткой; - плиты, примыкающие к ограждающим и несущим
конструкциям, обрезаются в соответствии с конфигурацией элементов конструкций; - резку плит в построечных условиях на доборные
и нестандартные элементы следует производить механизированным инструментом на
столе, имеющем отсос гипсовой пыли; - стыки перегородок с перекрытиями зачеканиваются минеральной ватой и
шпатлюются гипсовым раствором с проклейкой бумажной или тканевой лентой; - стыки перегородок с ограждающими и несущими
конструкциями, а также стыки в узлах пересечений и сопряжений зачеканиваются
гипсовым раствором и шпатлюются с проклейкой бумажной или тканевой лентой; - электропроводка и слаботочные устройства
прокладываются в штрабах и зашпатлевываются гипсовой шпатлевкой; - выполнение отделочного наружного слоя
(моющиеся обои, синтетические пленки, бумажные обои, покраска) осуществляется
после подготовки поверхности перегородки (удаления натеков гипсового клея,
шпатлевки, сколов и вмятин, окончательной зачистки); - по окончании отделочных работ устанавливается
электротехнический плинтус (ГОСТ
19111-77) или деревянный (ГОСТ
8242-88). Плиты устанавливаются с перевязкой швов на
гипсовом клее с толщиной шва равной 1 мм. Применяемый состав клея для монтажа
плит перегородок должен обеспечивать предел прочности на растяжение при изгибе
не менее 8 кг/см2. Предел прочности на отрыв - не менее 2 кг/см2. Рекомендуется состав клея по рецептуре
ВНИИСтром им. П. П. Будникова. Сухая клеевая смесь, предназначенная для сборки
гипсовых перегородочных плит, имеет следующий состав, % по массе: вяжущее гипсовое Г4 ... Г6 (ГОСТ 125-79) - 94,8; карбоксиметилцеллюлоза марки 75/400 - 3; натрия триполифосфат (ГОСТ 13493-86*) - 0,2; лигносульфонаты технические твердые - 2. Приготовление сухой клеевой смеси осуществляют
путем помола в вибромельнице в течение 5...7 минут. Для приготовления клея в сухую клеевую смесь
добавляют воду непосредственно на рабочем месте перед началом сборочных работ.
Приготовленный клей должен иметь сметанообразную консистенцию. Клей сохраняет
жизнеспособность в течение 4-х часов. Фирма Кнауф выпускает готовую сухую
монтажно-шпаклевочную смесь под торговой маркой шпаклевка «Фугенфюллер»,
которая служит монтажным клеем при монтаже перегородок из пазогребневых гипсовых
плит. Перегородки крепятся
к несущим и ограждающим конструкциям оцинкованными стальными соединительными изделиями. Соединительные изделия
крепятся к гипсовым плитам оцинкованными гвоздями 2 ´ 40 по ГОСТ 4028-63*,
или шурупами 3 ´ 30 по ГОСТ 1145-80*, к
ограждающим и несущим конструкциям - дюбелями ДГП по ТУ 14-4-1231-83 или
пластмассовыми разжимными дюбелями по ТУ 36-941-79. Над дверными проемами
шириной свыше 800 мм устанавливаются стальные V-образные элементы (перемычки) с запуском их в
пазы плит на 200 мм или уголки по ГОСТ 8509-93. Угловые соединения выполняются с обязательной
перевязкой швов. Стыки перегородок с плитами перекрытий заполняются минеральной
ватой и зачеканиваются гипсовым раствором. Для отделки поверхностей перегородок можно
применять: клеевые, водоэмульсионные краски, эмали, синтетические краски, обои,
облицовочные керамические плитки, пленки декоративные отделочные самоклеящиеся
ПДСО по ГОСТ
24944-81. Полимерные и синтетические
материалы для отделки перегородок должны быть из числа разрешенных для
применения в строительстве.
Соответствие готовых перегородок требованиям
проекта и нормативных документов выявляется в процессе технического осмотра
перегородок, проведения необходимых инструментальных измерений и лабораторных
испытаний, рассмотрения приемо-сдаточной документации, и оформляется актом
приемки. Номенклатура
перегородок по серии 1.231.8-12
монтажные узлы по серии 1.231.8-12
ПРИМЕР устройства перегородок типа ПГП-1 и
ПГП-3 из гипсовых плит 667 ´ 500 мм с примыканием:
Узел 1 УЗЕЛ СОПРЯЖЕНИЯ ПЕРЕГОРОДКИ И КОЛОННЫ
Узел 2 УЗЕЛ СОПРЯЖЕНИЯ ПАЗОГРЕБНЕВЫХ ПЛИТ МЕЖДУ СОБОЙ
Узел 3 УЗЕЛ СОПРЯЖЕНИЯ ПЛИТ И КОЛОННЫ
Узел 4 УЗЕЛ СОПРЯЖЕНИЯ ГИПСОВЫХ ПЛИТ С ПЛИТАМИ
ПЕРЕКРЫТИЯ ИЛИ С РИГЕЛЕМ
Монтаж вентиляционных блоков в конструкциях каркаса серии 1.020-1/87
ГОСТ 17079-88
Блоки вентиляционные железобетонные. Технические условия. ..........................
Стандарты и технические условия на блоки вентиляционные, предусмотренные проектом. СНиП 3.01.01-85* Организация
строительного производства. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.020-1/87, выпуск 0-8 Указания по
монтажу, выпуск 6-3 Монтажные узлы. Серия 2.240-1, выпуск 4 и 5. технические требования
Входной контроль качества вентиляционных блоков
должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
17079-88, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, технических условий на блоки, предусмотренные проектом, и
технологической документации, утвержденной в установленном порядке. Поставленные на монтаж вентиляционные блоки не
должны иметь: - жировых и ржавых пятен на лицевой
поверхности; - неуплотненных участков бетона на поверхностях
блоков; - обнажения рабочей и конструктивной арматуры; - трещин на поверхностях блоков и в стенках
каналов, за исключением единичных местных поверхностных усадочных шириной не
более 0,1 мм; - наплывов бетона на открытых поверхностях
стальных закладных изделий и монтажных петлях. Предельные отклонения размеров блоков от
указанных в рабочих чертежах не должны превышать, мм: по длине: ± 5 - при длине
блока до 1600 мм, ± 10 - при длине блока св. 1600 мм, по толщине ... ± 5; по
высоте ... ± 8, по размерам отверстий, вырезов, выступов и поперечного сечения
каналов ... ± 5. Отклонения от проектного положения каналов и
отверстий не должны превышать 5 мм. Отклонения от проектного положения стальных
закладных изделий не должны превышать: в плоскости блока - 10 мм, из плоскости
блока - 5 мм. Разность длин диагоналей блоков не должна
превышать 16 мм; непрямолинейность профиля лицевых поверхностей не должна
превышать 5 мм на длине 1600 мм (контрольная рейка). Качество поверхностей и
внешний вид блоков в зависимости от установленной категории поверхностей должны
отвечать требованиям ГОСТ
13015.0-83*.
На строительной площадке в процессе входного
контроля блоков: - необходимо проверить наличие сопроводительных
документов о качестве (паспортов) и полноту содержащихся в них данных; - по имеющейся сопроводительной документации,
маркировке необходимо убедиться в соответствии поступивших блоков требованиям
проекта (маркировочные надписи и знаки должны быть нанесены на нелицевой
поверхности каждого блока); - необходимо путем внешнего осмотра проверить
отсутствие недопустимых дефектов внешнего вида блоков (раковин, наплывов,
впадин, сколов, околов ребер, трещин), путем предусмотренных технологической
картой измерений и испытаний - проверить соответствие блоков требованиям
нормативной документации. Блоки следует хранить в вертикальном положении
рассортированными по маркам в кассетах. Блоки без консолей допускается хранить
в горизонтальном положении в штабелях высотой не более 2,5 м. Подъем, погрузка и разгрузка блоков должны
проводиться за монтажные петли, при этом должны соблюдаться меры, исключающие
возможность повреждения блоков. Монтаж вентблоков и вентблоков-диафрагм
жесткости надлежит осуществлять после монтажа перекрытия предыдущего этажа. При установке вентблоков необходимо следить за
совмещением каналов и тщательностью заполнения горизонтальных швов раствором.
Выверку вентиляционных блоков следует выполнять, совмещая оси двух взаимно
перпендикулярных граней устанавливаемых блоков в уровне нижнего сечения с
рисками осей нижестоящего блока. Относительно вертикальной плоскости блоки
следует устанавливать, выверяя плоскости двух взаимно перпендикулярных граней.
Стыки вентиляционных каналов блоков следует тщательно очищать от раствора и не
допускать попадания его и других посторонних предметов в каналы. После установки блока в проектное положение
монтажные петли должны быть срезаны. Загибать монтажные петли не допускается. При монтаже вентблоков-диафрагм жесткости
необходимо вести тщательный контроль толщины растворного шва в их
горизонтальном стыке. Превышение проектной величины горизонтального шва, равной
30 мм, более чем на 10 мм, недопустимо. Шов не должен иметь пустот и раковин.
При наличии дефектов необходимо их устранить. Зимний монтаж изделий следует производить с
использованием электропрогрева растворных швов или на цементно-песчаных
растворах с химическими добавками для обеспечения проектной прочности. Марка применяемого раствора должна быть указана
в проекте. Подвижность раствора должна составлять 5 - 7 см по глубине
погружения стандартного конуса, за исключением случаев, специально оговоренных
в проекте. Применение раствора, процесс схватывания которого уже начался, а
также восстановление его пластичности путем добавления воды не допускается. монтажные узлы по серии 2.240-1,
вып. 4, 5
Узел сопряжения и замоноличивания вентблоков и
вентблоков-диафрагм жесткости между собой
1. Цементный раствор марки 200 2. Бетон на мелком заполнителе класса B15
Узел сопряжения и замоноличивания вентблоков, панели перекрытия
верхнего этажа и вентшахты
монтажные
узлы по серии 2.230-2, вып. 3
Монтаж
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ шахт лифтов из
панелей серии 1.289.1-2
ТУ 65-01-15-89 Панели шахт лифтов серии
1.289.1-2 ТУ 5896-126-01393898-94 Конструкции и изделия
железобетонные для шахт лифтов. ТУ 5896-008-2808230-97 Конструкции и изделия
железобетонные для шахт лифтов жилых и общественных зданий. ТУ 67-19-48-89 Элементы шахт лифтов для
общественных зданий. ................................
Стандарты и технические условия на конструкции и изделия железобетонные для
шахт лифтов общественных зданий, предусмотренные проектом. СНиП 3.01.01-85* Организация
строительного производства. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. ГОСТ
22845-85* Лифты электрические пассажирские и грузовые. Правила организации
и приемки работ. Серия 1.289.1-2,
выпуск 0 Указания по монтажу. технические требования
Входной контроль качества конструкций и изделий
железобетонных для шахт лифтов общественных зданий должен осуществляться в
соответствии с требованиями проекта, СНиП 3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, технических условий на конструкции и изделия, предусмотренные
проектом, и технологической документации, утвержденной в установленном порядке. ТУ
65-01-15-89 Панели шахт лифтов серии 1.289.1-2. Поставленные на монтаж панели не должны иметь: - жировых и ржавых пятен на наружных
поверхностях; - трещин в бетоне панелей, за исключением
усадочных, шириной не более 0,2 мм; - наплывов бетона на открытых поверхностях
стальных закладных изделий, монтажных петлях, кромках ниш и проемов. Предельные отклонения размеров панелей от
указанных в рабочих чертежах не должны превышать, мм: по длине: ± 4 - при длине
панели св. 1600 до 2500 мм, ± 5 - при длине панели св. 2500 до 4000 мм, ± 6 -
при длине панели св. 4000 до 8000 мм, по толщине ... + 2; по высоте ... 0, -
10, по высоте и ширине дверного проема ... ± 5, по размерам отверстий и проемов
... ± 3. Отклонение от плоскостности поверхностей
относительно прилегающей плоскости: 4 мм - для панелей длиной св. 2500 до 4000
мм; 5 мм - для панелей длиной св. 4000 до 8000 мм. Отклонение от прямолинейности реального профиля
поверхности в любом сечении на заданной длине 1 м - 3 мм. Отклонение от перпендикулярности смежных
поверхностей панелей - ± 2 мм. Отклонение от равенства диагоналей панелей: 10
мм - для панелей длиной до 4000 мм; 12 мм - св. 4000 до 8000 мм. Отклонения от проектного положения стальных
закладных изделий не должны превышать: в плоскости панелей - 5 мм для элементов
закладных изделий длиной до 100 мм, 10 мм - св. 100 мм, из плоскости панели - 3
мм. Открытые поверхности закладных изделий должны
иметь антикоррозионное лакокрасочное покрытие. Качество поверхностей и
внешний вид панелей в зависимости от установленной категории поверхностей
должны отвечать требованиям ГОСТ
13015.0-83*.
На строительной площадке в процессе входного
контроля панелей: - необходимо проверить наличие сопроводительных
документов о качестве (паспортов) и полноту содержащихся в них данных; - по имеющейся сопроводительной документации,
маркировке необходимо убедиться в соответствии поступивших панелей требованиям
проекта (маркировочные надписи и знаки должны быть нанесены на торцевой
поверхности каждой панели); - необходимо путем внешнего осмотра проверить
отсутствие недопустимых дефектов внешнего вида панелей (раковин, наплывов,
впадин, сколов, околов ребер, трещин), путем предусмотренных технологической
картой измерений и испытаний - проверить соответствие панелей требованиям
нормативной документации. Панели складируются в горизонтальном положении
на деревянных прокладках и подкладках толщиной не менее 30 мм, расположенных на
расстоянии 0,2 l от торца
панели. Монтаж шахты должен производиться с опережением
возведения примыкающих конструкций здания не более чем на один этаж. Ориентация панелей при монтаже - закладными
внутрь шахты, панелей без закладных - свободная. Подъем и монтаж панелей
производится за верхние петли (значок ↑↑, обозначающий верх панели, наносится при ее
изготовлении), нижние петли предварительно обрезаются. Панели устанавливаются на цементном растворе
М200. Толщина шва - 20 мм. Для обеспечения герметичности шахты швы должны быть
тщательно заполнены. Отметка низа панели - минус 0,250 относительно отметки
чистого пола каждого этажа. Сборка панелей в пространственный блок
производится при помощи соединительных деталей, привариваемых к закладным
изделиям на торцах смежных панелей. Сборку рекомендуется вести при помощи
кондуктора. При высотах панелей 3280 и 3580 мм они свариваются между собой в
2-х местах по высоте углового стыка, при высоте 4180 мм - в 3-х местах. После
выполнения монтажных сварных стыков углы пространственного блока
замоноличиваются цементно-песчаным раствором по сетке или бетоном. Ввиду невозможности приварки соединительных
деталей МС3 и МС4 (монтажные узлы II - VII на
следующем листе) к панели ПШЛ1 во время монтажа необходимо предварительно
приварить эти соединительные детали к панели ПШЛ1 до ее установки в проектное
положение. Сварку на монтаже следует вести электродами Э42
по ГОСТ
9467-75*. После сборки панелей в пространственный блок он
крепится к перекрытиям в 2-х точках с каждой стороны блока. Для этого
необходимо на смонтированную панель установить соединительную деталь МС1, после
чего приварить к ней деталь МС2, установленную вплотную к конструкции
перекрытия. Зазор между перекрытиями и шахтой заполняется
упругими звукоизолирующими прокладками - минераловатными плитами на фенольной
связке. Перед монтажом панелей следующего этажа или
плиты перекрытия шахты верхние петли смонтированных панелей срезаются. При наличии монтажного крана соответствующей
грузоподъемности, а также специальной траверсы, возможна укрупнительная сборка
панелей в пространственный блок на уровне отметки земли в специальных
кондукторах с последующим подъемом его за все 8 петель и установкой в проектное
положение. Плита перекрытия шахты монтируется на цементном
растворе М200 после доставки в шахту оборудования, подлежащего монтажу. Допускаемые отклонения при монтаже панелей шахт
лифтов: отклонение стен шахты от вертикальной плоскости не должно превышать при
высоте шахты до 45 м - 15 мм, при высоте шахты свыше 45 м - 20 мм; разность
длин диагоналей шахты в плане не должна превышать 25 мм, отклонения от
проектных размеров шахты в плане не должны превышать + 30 мм; отклонения от
симметричности стальных закладных изделий, предназначенных для крепления кронштейнов
направляющих кабины и противовеса должно быть не более ± 10 мм; отклонение от
высотной отметки стальных закладных изделий, предназначенных для крепления
направляющих кабины и противовеса, должно быть не более ± 80 мм;
отклонение размеров, определяющих положение стальных закладных изделий,
предназначенных для крепления оборудования лифта, кроме указанного выше, должно
быть не более ± 10 мм; отклонение открытой поверхности стальных изделий по
отношению к базовой поверхности строительного элемента должно быть не более: -
3 мм внутрь и наружу; накладных - 3 мм внутрь и 10 мм наружу; отклонение от
параллельности открытой поверхности стальных закладных изделий относительно
базовой поверхности строительного элемента должно быть не более 3 мм,
отклонение от симметричности оси проема двери шахты относительно общей
вертикальной оси их установки должно быть не более 10 мм. монтажные узлы
УЗЕЛ 1 - УЗЕЛ СОПРЯЖЕНИЯ И
ЗАМОНОЛИЧИВАНИЯ ПАНЕЛЕЙ И ПЕРЕКРЫТИЯ Расположение узлов 1 в плане
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ
ПАНЕЛЕЙ МЕЖДУ СОБОЙ
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ
ПАНЕЛЕЙ МЕЖДУ СОБОЙ
УЗЛЫ СОПРЯЖЕНИЯ ПЛИТЫ ПЕРЕКРЫТИЯ ШАХТЫ
ЛИФТА И ПАНЕЛЕЙ
Монтаж наружных стеновых панелей серии
1.030.1-1/88 в самонесущих стенах каркаса серии 1.020-1/87
ГОСТ
11024-84* Панели стеновые наружные бетонные и железобетонные для жилых и
общественных зданий. ТУ 67-08-125-91 Панели железобетонные наружные
стеновые и цокольные однослойные для общественных, производственных и
вспомогательных зданий промышленных предприятий. ТУ 5831-010-29168861-95 Панели стеновые
однослойные для наружных стен жилых и общественных зданий. ............................
Технические условия на наружные стеновые панели серии 1.030.1-1/88, предусмотренные проектом. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.030.1-1/88 Стены наружные из однослойных
панелей для каркасных общественных зданий... Серия 2.230-2, вып. 4 Стены каркасно-панельных
зданий в конструкциях серии 1.020-1/87. технические требования
Входной контроль качества наружных стеновых
панелей серии 1.030.1-1/88 должен осуществляться в соответствии с требованиями
проекта, СНиП
3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, ГОСТ
11024-84*, технических условий на панели, предусмотренные проектом, и
технологической документации, утвержденной в установленном порядке. Поставленные на монтаж панели не должны иметь: - жировых и ржавых пятен на лицевой
поверхности, наплывов бетона на открытых поверхностях стальных закладных
изделий и монтажных петлях, отслоившихся облицовочных плиток; неоцинкованных
стальных закладных изделий; - трещин, за исключением местных поверхностных
усадочных и других технологических, шириной не более 0,2 мм; - на участках поверхностей панелей,
предназначенных для образования герметизирующих зон в стыках, раковины
диаметром более 3 мм и глубиной более 2 мм, местных наплывов и впадин высотой
(глубиной) более 2 мм, околов бетона ребер глубиной более 2 мм и длиной более
30 мм на 1 м ребра. Значения действительных
отклонений геометрических параметров панелей не должны превышать предельных,
мм, указанных в нижеследующей таблице.
Качество поверхностей и внешний вид панелей в зависимости
от установленной категории поверхностей должны отвечать требованиям ГОСТ
13015.0-83*. Категории бетонных поверхностей: для стеновых панелей - А2,
А4, А5 и А6, для цокольных - А5, А6 и А7.
Верхние и боковые торцевые поверхности граней
должны быть покрыты грунтовым составом до получения сплошной пленки. Панели должны храниться в кассетах и пирамидах
в вертикальном или наклонном положении. Каждая панель должна быть установлена на
деревянные или резиновые подкладки высотой и шириной не менее 30 мм.
Монтаж стеновых панелей каждого этажа
многоэтажного здания и каждой секции одноэтажного здания следует производить
только после сварки и заделки стыков каркаса и монтажа диска перекрытия данного
этажа. Монтаж стеновых панелей вышележащего этажа
следует производить после полного проектного закрепления панелей нижележащего
этажа. Устойчивость рядовых и простеночных панелей до
их проектного закрепления должна быть обеспечена временными инвентарными
связями. При монтаже стен следует учитывать, что
устойчивость панелей во внутреннем углу здания обеспечивается соединением
панелей между собой и с колоннами. До установки этих связей панели должны
раскрепляться временными инвентарными связями. Установку поясных панелей наружных стен
каркасных зданий следует производить: - в плоскости стены - симметрично относительно
оси пролета между колоннами путем выравнивания расстояний между торцами панели
и рисками осей колонн в уровне установки панели; - из плоскости стены - в уровне низа панели:
совмещая нижнюю внутреннюю грань устанавливаемой панели с гранью нижестоящей
панели; в уровне верха панели: совмещая грань панели с риской оси или гранью
колонны. Выверку простеночных панелей следует
производить: в плоскости стены - совмещая риску оси низа устанавливаемой панели
с ориентирной риской, нанесенной на поясной панели; из плоскости стены -
совмещая внутреннюю грань устанавливаемой панели с гранью нижестоящей панели; в
вертикальной плоскости - выверяя внутреннюю и торцевую грани панели
относительно вертикали. монтажные узлы на прямолинейном
участке здания
УЗЛЫ СОПРЯЖЕНИЯ И
ЗАМОНОЛИЧИВАНИЯ САМОНЕСУЩИХ СТЕНОВЫХ ПАНЕЛЕЙ СЕРИИ 1.030.1-1/88 НА
ПРЯМОЛИНЕЙНОМ УЧАСТКЕ ЗДАНИЯ (ВАРИАНТ С КОЛОННАМИ 400 ´ 400 И РИГЕЛЯМИ ВЫСОТОЙ 450
ММ)
монтажные
узлы внешнего и внутреннего углов здания
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ САМОНЕСУЩИХ СТЕНОВЫХ ПАНЕЛЕЙ У
ВНЕШНЕГО УГЛА ЗДАНИЯ
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ САМОНЕСУЩИХ СТЕНОВЫХ ПАНЕЛЕЙ У
ВНУТРЕННЕГО УГЛА ЗДАНИЯ
монтажные узлы карнизных и
подкарнизных панелей
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ КАРНИЗНЫХ ПЛИТ И ПОДКАРНИЗНЫХ
ПАНЕЛЕЙ НА ПРЯМОЛИНЕЙНОМ УЧАСТКЕ ЗДАНИЯ (ВАРИАНТ С КОЛОННАМИ 400 ´ 400 И РИГЕЛЯМИ ВЫСОТОЙ 450 ММ)
1. Цементный раствор M100 2. Прокладка резиновая пористая уплотняющая 3. Мастика герметизирующая нетвердеющая
строительная УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ КАРНИЗНЫХ ПЛИТ И ПОДКАРНИЗНЫХ
ПАНЕЛЕЙ
монтажные
узлы цокольных панелей и балок
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ ЦОКОЛЬНЫХ СТЕНОВЫХ ПАНЕЛЕЙ И
БАЛОК
Монтаж
наружных стеновых панелей серии 1.232.1-7 в
самонесущих стенах каркаса серии 1.020-1/87
ГОСТ
11024-84* Панели стеновые наружные бетонные и железобетонные для жилых и
общественных зданий. ТУ 67-08-124-91 Панели железобетонные наружные
стеновые трехслойные для общественных и вспомогательных зданий промышленных
предприятий. ТУ 66-16-91-88 Панели наружных стен
железобетонные. ТУ 110-41-059-91 Панели стеновые наружные
трехслойные железобетонные для жилых и общественных зданий. ...........................
Технические условия на наружные стеновые панели серии 1.232.1-7, предусмотренные проектом. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.232.1-7 Сборные легкобетонные панели
наружных стен трехслойные на жестких связях для каркасных зданий. Серия 2.230-2, вып. 4 Стены каркасно-панельных
зданий в конструкциях серии 1.020-1/87. технические требования
Входной контроль качества наружных стеновых
панелей серии 1.232.1-7 должен осуществляться в соответствии с требованиями
проекта, СНиП
3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, ГОСТ
11024-84*, технических условий на панели, предусмотренные проектом, и
технологической документации, утвержденной в установленном порядке. Поставленные на монтаж панели не должны иметь: - жировых и ржавых пятен на лицевой
поверхности; наплывов бетона на открытых поверхностях стальных закладных
изделий и монтажных петлях; отслоившихся облицовочных плиток; - трещин, за исключением местных поверхностных
усадочных и других технологических, шириной не более 0,2 мм; - на участках поверхностей панелей,
предназначенных для образования герметизирующих зон в стыках и устройства
оклеечной воздухоизоляции, раковин диаметром более 3 мм и глубиной более 2 мм,
местных наплывов и впадин высотой (глубиной) более 2 мм, околов бетона ребер
глубиной более 2 мм и длиной более 30 мм на 1 м ребра. Значения действительных
отклонений геометрических параметров панелей не должны превышать предельных,
мм, указанных в нижеследующей таблице.
Качество поверхностей и внешний вид панелей в зависимости
от установленной категории поверхностей должны отвечать требованиям ГОСТ
13015.0-83*. Категории бетонных поверхностей: для стеновых панелей - А2,
А4, А5 и А6; для цокольных - А5, А6 и А7.
Верхние и боковые торцевые поверхности граней
должны быть покрыты грунтовым составом до получения сплошной пленки. Панели должны храниться в кассетах и пирамидах
в вертикальном или наклонном положении. Каждая панель должна быть установлена на
деревянные или резиновые подкладки высотой и шириной не менее 30 мм.
Монтаж стеновых панелей каждого этажа
многоэтажного здания и каждой секции одноэтажного здания следует производить
только после сварки и заделки стыков каркаса и монтажа диска перекрытия данного
этажа. Монтаж стеновых панелей вышележащего этажа
следует производить после полного проектного закрепления панелей нижележащего
этажа. Устойчивость рядовых и простеночных панелей до
их проектного закрепления должна быть обеспечена временными инвентарными
связями. При монтаже стен следует учитывать, что
устойчивость панелей во внутреннем углу здания обеспечивается соединением
панелей между собой и с колоннами. До установки этих связей панели должны
раскрепляться временными инвентарными связями. Установку поясных панелей наружных стен
каркасных зданий следует производить: - в плоскости стены - симметрично относительно
оси пролета между колоннами путем выравнивания расстояний между торцами панели
и рисками осей колонн в уровне установки панели; - из плоскости стены - в уровне низа панели:
совмещая нижнюю внутреннюю грань устанавливаемой панели с гранью нижестоящей
панели; в уровне верха панели: совмещая грань панели с риской оси или гранью
колонны. Выверку простеночных панелей следует
производить: в плоскости стены - совмещая риску оси низа устанавливаемой панели
с ориентирной риской, нанесенной на поясной панели; из плоскости стены -
совмещая внутреннюю грань устанавливаемой панели с гранью нижестоящей панели; в
вертикальной плоскости - выверяя внутреннюю и торцевую грани панели
относительно вертикали. монтажные узлы на прямолинейном
участке здания
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ САМОНЕСУЩИХ СТЕНОВЫХ ПАНЕЛЕЙ
СЕРИИ 1.232.1-7 НА ПРЯМОЛИНЕЙНОМ УЧАСТКЕ ЗДАНИЯ (ВАРИАНТ С КОЛОННАМИ 400 ´ 400 И РИГЕЛЯМИ ВЫСОТОЙ 450 ММ)
1. Цементный раствор M100 2. Прокладка резиновая пористая уплотняющая 3. Мастика герметизирующая нетвердеющая строительная
монтажные узлы внешнего и
внутреннего углов здания
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ САМОНЕСУЩИХ СТЕНОВЫХ ПАНЕЛЕЙ У
ВНЕШНЕГО УГЛА ЗДАНИЯ
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ САМОНЕСУЩИХ СТЕНОВЫХ ПАНЕЛЕЙ У
ВНУТРЕННЕГО УГЛА ЗДАНИЯ
монтажные узлы карнизных и
подкарнизных панелей
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ КАРНИЗНЫХ ПЛИТ И ПОДКАРНИЗНЫХ
ПАНЕЛЕЙ НА ПРЯМОЛИНЕЙНОМ УЧАСТКЕ ЗДАНИЯ (ВАРИАНТ С КОЛОННАМИ 400 ´ 400 И РИГЕЛЯМИ ВЫСОТОЙ 450 ММ)
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ КАРНИЗНЫХ ПЛИТ И ПОДКАРНИЗНЫХ
ПАНЕЛЕЙ
Монтаж
наружных стеновых панелей серии 1.030.1-1/88 в НАВЕСНЫХ стенах каркаса серии
1.020-1/87
ГОСТ
11024-84* Панели стеновые наружные бетонные и железобетонные для жилых и
общественных зданий. ТУ 67-08-125-91 Панели железобетонные наружные
стеновые и цокольные однослойные для общественных, производственных и
вспомогательных зданий промышленных предприятий. ТУ 5831-010-29168861-95 Панели стеновые
однослойные для наружных стен жилых и общественных зданий. ...............................
Технические условия на наружные стеновые панели серии 1.030.1-1/88, предусмотренные проектом. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.030.1-1/88 Стены наружные из
однослойных панелей для каркасных общественных зданий... Серия 2.230-2, вып. 4 Стены каркасно-панельных
зданий в конструкциях серии 1.020-1/87. технические требования
Входной контроль качества наружных стеновых
панелей серии 1.030.1-1/88 должен осуществляться в соответствии с требованиями
проекта, СНиП
3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, ГОСТ
11024-84*, технических условий на панели, предусмотренные проектом, и
технологической документации, утвержденной в установленном порядке. Поставленные на монтаж панели не должны иметь: - жировых и ржавых пятен на лицевой
поверхности; наплывов бетона на открытых поверхностях стальных закладных
изделий и монтажных петлях; отслоившихся облицовочных плиток; неоцинкованных
стальных закладных изделий; - трещин, за исключением местных поверхностных
усадочных и других технологических, шириной не более 0,2 мм; - на участках поверхностей панелей,
предназначенных для образования герметизирующих зон в стыках, раковины
диаметром более 3 мм и глубиной более 2 мм, местных наплывов и впадин высотой
(глубиной) более 2 мм, околов бетона ребер глубиной более 2 мм и длиной более
30 мм на 1 м ребра. Значения действительных
отклонений геометрических параметров панелей не должны превышать предельных,
мм, указанных в нижеследующей таблице.
Качество поверхностей и внешний вид панелей в зависимости
от установленной категории поверхностей должны отвечать требованиям ГОСТ
13015.0-83*. Категории бетонных поверхностей: для стеновых панелей - А2,
А4, А5 и А6; для цокольных - А5, А6 и А7.
Верхние и боковые торцевые поверхности граней
должны быть покрыты грунтовым составом до получения сплошной пленки. Панели должны храниться в кассетах и пирамидах
в вертикальном или наклонном положении. Каждая панель должна быть установлена на деревянные
или резиновые подкладки высотой и шириной не менее 30 мм.
Монтаж стеновых панелей каждого этажа
многоэтажного здания и каждой секции одноэтажного здания следует производить
только после сварки и заделки стыков каркаса и монтажа диска перекрытия данного
этажа. Монтаж стеновых панелей вышележащего этажа
следует производить после полного проектного закрепления панелей нижележащего
этажа. Устойчивость рядовых и простеночных панелей до
их проектного закрепления должна быть обеспечена временными инвентарными
связями. При монтаже стен следует учитывать, что
устойчивость панелей во внутреннем углу здания обеспечивается соединением
панелей между собой и с колоннами. До установки этих связей панели должны
раскрепляться временными инвентарными связями. Установку поясных панелей наружных стен
каркасных зданий следует производить: - в плоскости стены - симметрично относительно
оси пролета между колоннами путем выравнивания расстояний между торцами панели
и рисками осей колонн в уровне установки панели; - из плоскости стены - в уровне низа панели:
совмещая нижнюю внутреннюю грань устанавливаемой панели с гранью нижестоящей
панели; в уровне верха панели: совмещая грань панели с риской оси или гранью
колонны. Выверку простеночных панелей следует
производить: в плоскости стены - совмещая риску оси низа устанавливаемой панели
с ориентирной риской, нанесенной на поясной панели; из плоскости стены -
совмещая внутреннюю грань устанавливаемой панели с гранью нижестоящей панели; в
вертикальной плоскости - выверяя внутреннюю и торцевую грани панели
относительно вертикали. монтажные узлы на прямолинейном
участке здания
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ НАВЕСНЫХ СТЕНОВЫХ ПАНЕЛЕЙ НА ПРЯМОЛИНЕЙНОМ УЧАСТКЕ ЗДАНИЯ (ВАРИАНТ С КОЛОННАМИ 400 ´ 400 И РИГЕЛЯМИ ВЫСОТОЙ 450 ММ)
монтажные узлы внешнего и
внутреннего углов здания
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ НАВЕСНЫХ СТЕНОВЫХ ПАНЕЛЕЙ У
ВНЕШНЕГО УГЛА ЗДАНИЯ
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ НАВЕСНЫХ СТЕНОВЫХ ПАНЕЛЕЙ У
ВНУТРЕННЕГО УГЛА ЗДАНИЯ
Монтаж
наружных стеновых панелей серии 1.232.1-7 в
НАВЕСНЫХ стенах каркаса серии 1.020-1/87
ГОСТ
11024-84* Панели стеновые наружные бетонные и железобетонные для жилых и
общественных зданий. ТУ 67-08-124-91 Панели железобетонные наружные
стеновые трехслойные для общественных и вспомогательных зданий промышленных
предприятий. ТУ 66-16-91-88 Панели наружных стен
железобетонные. ТУ 110-41-059-91 Панели стеновые наружные
трехслойные железобетонные для жилых и общественных зданий. ............................
Технические условия на наружные стеновые панели серии 1.232.1-7, предусмотренные проектом. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.232.1-7 Сборные легкобетонные панели
наружных стен трехслойные на жестких связях для каркасных зданий. Серия 2.230-2, вып. 4 Стены каркасно-панельных
зданий в конструкциях серии 1.020-1/87. технические требования
Входной контроль качества наружных стеновых
панелей серии 1.232.1-7 должен осуществляться в соответствии с требованиями
проекта, СНиП
3.01.01-85*, ГОСТ
13015.0-83*, ГОСТ
13015.3-81*, ГОСТ
11024-84*, технических условий на панели, предусмотренные проектом, и
технологической документации, утвержденной в установленном порядке. Поставленные на монтаж панели не должны иметь: - жировых и ржавых пятен на лицевой
поверхности; наплывов бетона на открытых поверхностях стальных закладных
изделий и монтажных петлях; отслоившихся облицовочных плиток; - трещин, за исключением местных поверхностных
усадочных и других технологических, шириной не более 0,2 мм; - на участках поверхностей панелей,
предназначенных для образования герметизирующих зон в стыках и устройства
оклеечной воздухоизоляции, раковин диаметром более 3 мм и глубиной более 2 мм,
местных наплывов и впадин высотой (глубиной) более 2 мм, околов бетона ребер
глубиной более 2 мм и длиной более 30 мм на 1 м ребра. Значения действительных
отклонений геометрических параметров панелей не должны превышать предельных,
мм, указанных в нижеследующей таблице.
Качество поверхностей и внешний вид панелей в зависимости
от установленной категории поверхностей должны отвечать требованиям ГОСТ
13015.0-83*. Категории бетонных поверхностей: для стеновых панелей - А2,
А4, А5 и А6; для цокольных - А5, А6 и А7.
Верхние и боковые торцевые поверхности граней
должны быть покрыты грунтовым составом до получения сплошной пленки. Панели должны храниться в кассетах и пирамидах
в вертикальном или наклонном положении. Каждая панель должна быть установлена на
деревянные или резиновые подкладки высотой и шириной не менее 30 мм.
Монтаж стеновых панелей каждого этажа
многоэтажного здания и каждой секции одноэтажного здания следует производить
только после сварки и заделки стыков каркаса и монтажа диска перекрытия данного
этажа. Монтаж стеновых панелей вышележащего этажа следует
производить после полного проектного закрепления панелей нижележащего этажа. Устойчивость рядовых и простеночных панелей до
их проектного закрепления должна быть обеспечена временными инвентарными
связями. При монтаже стен следует учитывать, что устойчивость
панелей во внутреннем углу здания обеспечивается соединением панелей между
собой и с колоннами. До установки этих связей панели должны раскрепляться
временными инвентарными связями. Установку поясных панелей наружных стен
каркасных зданий следует производить: - в плоскости стены - симметрично относительно
оси пролета между колоннами путем выравнивания расстояний между торцами панели
и рисками осей колонн в уровне установки панели; - из плоскости стены - в уровне низа панели:
совмещая нижнюю внутреннюю грань устанавливаемой панели с гранью нижестоящей
панели; в уровне верха панели: совмещая грань панели с риской оси или гранью
колонны. Выверку простеночных панелей следует
производить: в плоскости стены - совмещая риску оси низа устанавливаемой панели
с ориентирной риской, нанесенной на поясной панели; из плоскости стены -
совмещая внутреннюю грань устанавливаемой панели с гранью нижестоящей панели; в
вертикальной плоскости - выверяя внутреннюю и торцевую грани панели
относительно вертикали. монтажные узлы на прямолинейном
участке здания
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ НАВЕСНЫХ СТЕНОВЫХ ПАНЕЛЕЙ НА
ПРЯМОЛИНЕЙНОМ УЧАСТКЕ ЗДАНИЯ (ВАРИАНТ С КОЛОННАМИ 400 ´ 400 И РИГЕЛЯМИ ВЫСОТОЙ 450 ММ)
монтажные узлы внешнего углА здания
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ НАВЕСНЫХ СТЕНОВЫХ ПАНЕЛЕЙ У
ВНЕШНЕГО УГЛА ЗДАНИЯ
УЗЛЫ СОПРЯЖЕНИЯ И ЗАМОНОЛИЧИВАНИЯ САМОНЕСУЩИХ СТЕНОВЫХ ПАНЕЛЕЙ У
ВНЕШНЕГО УГЛА ЗДАНИЯ
Антикоррозионная
заЩита стальных закладных изделий каркаса серии 1.020-1/87
ГОСТ 12601-76* Порошок
цинковый. Технические условия. ГОСТ 13073-77* Проволока
цинковая. Технические условия. ГОСТ
7871-75* Проволока сварочная из алюминия и алюминиевых сплавов. Технические
условия. ГОСТ
14838-78* Проволока из алюминия и алюминиевых сплавов для холодной высадки.
Технические условия. ТУ 16.К71-088-90 Проволока алюминиевая круглая
электротехническая. .......................
Технические условия на материалы для антикоррозионной защиты стальных закладных
изделий, предусмотренные проектом. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. СНиП
3.04.03-85 Защита строительных конструкций и сооружений от коррозии. СНиП 2.03.11-85 Защита
строительных конструкций от коррозии. Серия 1.020-1/87 Выпуск 0-8 Указания по
монтажу. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Входной контроль качества материалов,
предусмотренных проектом для защиты от коррозии стальных закладных изделий,
должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП
3.04.03-85, стандартов и технических условий на материалы, предусмотренные
проектом, и технологической документации, утвержденной в установленном порядке. Цинковый порошок должен быть светло-серого или
серого цвета. Он не должен содержать посторонних примесей: кусочков металла,
керамики, глазури, комков, гранул, окатышей. Цинковый порошок поставляется в специальной
герметической таре: металлических контейнерах, флягах, барабанах, мешочках.
Допускается по согласованию с потребителем герметическая пластмассовая или
металлическая тара другой формы. Хранить цинковый порошок следует в плотно
закрытой таре, не пропускающей воздух. Слежавшийся после длительного хранения
порошок перед употреблением необходимо просушить, разрыхлить и просеять. Для нанесения покрытий способом
электрометаллизации применяют цинковую проволоку диаметром 1,5 и 2 мм, марки ЦТ
(ГОСТ 13073-77*),
содержащую 99,9 % чистого цинка. При производстве работ в зимнее время
рекомендуется применять проволоку диаметром 1,5 мм. Цинковую проволоку следует
хранить в сухих закрытых помещениях. Перед употреблением проволоку выравнивают,
удаляют грязь, окислы, жир и влагу. Для нанесения алюминиевых покрытий применяют
проволоку алюминиевую сварочную марок Св-А85, Св-АМц, Св-АМг3, Св-АМг5 (ГОСТ
7871-75*, проволоку алюминиевую круглую электротехническую марок АГ и АПТ
(ТУ 16-К71-088-90) из алюминия марок А5 и А7 (ГОСТ 11069-74) и проволоку из алюминия,
алюминиевых сплавов для холодной высадки марок АД1, АМц, АМг2 (ГОСТ
14838-78*). Цинковые протекторные грунты
представляют собой смесь наполнителя, цинковой пыли и лаковой основы. В состав
грунта входят 80 - 95 % (по массе) цинковой пыли. Материалы для цинковых
протекторных грунтов: ацетон - ГОСТ 2768-84*; растворитель (разжижитель Р-4 или
Р-5) - ГОСТ 7827-74*; перхлорвиниловый лак ХСЛ - ГОСТ 7313-75*.
Растворитель должен быть прозрачным, без мути, расслоений, взвешенных частиц,
бесцветным или слегка желтоватого цвета. Перхлорвиниловый лак должен быть
однородным, без посторонних примесей, комков и пленок. Растворитель применяется
для разбавления загустевшего лака ХСЛ или готового протекторного грунта до
рабочей вязкости.
Лакокрасочные материалы во всех случаях сомнения в их
качестве (нарушения целостности упаковки, неясности маркировки, несоответствия
условий хранения и др.) должны проверяться в лабораторных условиях на вязкость,
адгезию, консистенцию и др. При входном контроле материалов, используемых
для антикоррозионной защиты, необходимо проверить наличие документа о качестве
или сертификата. Металлические монтажные детали и крепления,
требующие согласно проекта антикоррозионной защиты, должны поступать на
строительную площадку с нанесенным покрытием. В условиях строительной площадки
покрытия должны наноситься лишь на сварные швы и близлежащие к ним участки, на
которых покрытие нарушено при сварке закладных изделий, а также на участки
деталей, где требуется доводка толщины имеющегося покрытия до проектной
величины. Мероприятия по антикоррозионной защите
закладных и монтажных изделий, а также способы их выполнения должны указываться
в проектах конкретных зданий. Эти мероприятия и способы их выполнения должны
разрабатываться организацией, выполняющей привязку каркаса к проекту
конкретного здания, и назначаются в соответствии с конкретными условиями и
значениями факторов агрессивного воздействия среды, а также требованиями
нормативных документов. Защиту от коррозии необетонируемых стальных
закладных изделий и соединительных элементов железобетонных конструкций
предусматривают: - металлическими покрытиями (цинковыми и
алюминиевыми) в помещениях с влажным или мокрым режимом при неагрессивной или
слабоагрессивной степени воздействия среды; - комбинированными покрытиями (лакокрасочными
по металлизационному слою) при средней и сильной степени агрессивного
воздействия среды. Закладные изделия и соединительные элементы в
стыках нужных ограждающих конструкций, подвергающиеся увлажнению атмосферной
влагой, конденсатом, промышленными водами, независимо от степени агрессивного
воздействия среды должны быть защищены металлическими или комбинированными
покрытиями. Толщина металлизационных покрытий и
металлизационного слоя в комбинированных покрытиях должна быть для цинковых и
алюминиевых покрытий не менее 120 мкм. На строительной площадке антикоррозионную
защиту сварных соединений и соединительных элементов рекомендуется выполнять не
позднее, чем через 3 дня после выполнения сварочных работ, т. к. при длительном
перерыве на сварных соединениях появляются окисные пленки и налеты ржавчины,
удаление которых требует дополнительных затрат труда. Перед нанесением покрытий поверхности закладных
изделий необходимо тщательно (до металлического блеска) очистить от шлака и
налетов копоти, образовавшихся при выполнении сварочных работ, остатков
раствора или бетона, грязи. Зачистка поверхности производится механическими
щетками (или ручными металлическими), а удаление сварочного шлака и т.п. - с
помощью молотка или зубила. В дождливую погоду или в зимнее время до
нанесения защитных покрытий необходимо удалить влагу с поверхности сварных
соединений и подогреть защищаемую поверхность. Снег, наледь и воду с
металлических связей удаляют теплым воздухом или пламенем газовой горелки. В условиях строительной площадки
металлизационное покрытие наносят вручную газопламенным и электродуговым
способами. Способ газопламенного нанесения покрытий менее трудоемок, а
установка для газопламенного нанесения покрытий дешевле и легче
электрометаллизационных установок. Поэтому этому способу нанесения покрытий в
построечных условиях следует отдать предпочтение. Антикоррозионные покрытия газопламенным способом
наносят с помощью агрегатов газопламенного напыления порошковых материалов
(УПАГ-1), газопламенной установки УГПЛ, газового проволочного металлизатора
МГИ-4. Для прочного сцепления защитного слоя с
основанием сварные швы и закладные изделия перед нанесением покрытия должны
быть нагреты нейтральным пламенем распылительной горелки до 250 - 350 °С.
Необходимая толщина покрытия достигается путем последовательного нанесения
взаимно перекрывающихся параллельных полос. Покрытия наносят в несколько слоев,
при этом каждый последующий слой наносят перпендикулярно предыдущему слою. Особо тщательно следует покрывать зазоры между
закладными изделиями и соединительными связями, углы и ребра изделий. Для обеспечения высокого качества
металлизационного покрытия при напылении защитного металла необходимо соблюдать
следующие условия: расстояние от точки плавления проволоки (от насадки горелки)
до защищаемой поверхности должно быть в пределах 80 - 150 мм; оптимальный угол
нанесения металловоздушной струи должен быть 65 - 80°; оптимальная
толщина одного слоя должна быть 50 - 60 мкм; температура защищаемой поверхности
при нагреве не должна превышать 150 °С. Нанесение покрытий способом электрометаллизации
производится с помощью комплекта КДМ-2 (КДМ-1), в состав которых входит ручной
электродуговой аппарат ЭМ-14М (ЭМ-14). Проволока, используемая для создания
металлизационного покрытия, должна быть гладкой, чистой, без перегибов и не
иметь вспученных оксидов. При необходимости проволоку очищают от
консервационной смазки растворителями, от загрязнений - наждачной бумагой № 0. Антикоррозионная защита сварных соединений
цинковыми протекторными грунтами осуществляется путем нанесения грунта кистью
за один прием по сухой поверхности. Толщина защитной пленки 0,15 - 0,2 мм.
Покрытие должно быть ровным, не иметь видимых пузырьков и трещин. Перед
нанесением и в процессе нанесения грунт необходимо перемешивать, так как он
может расслаиваться. Для приготовления грунта и сохранения его рабочей вязкости
при работе в условиях отрицательных температур пользуются ручным
комбинированным бачком РКБ-1 конструкции Мосоргстроя. Для улучшения защитного действия и
долговечности цинкового покрытия или протекторного грунта рекомендуется поверх
них наносить один слой битумного лака. Последняя защита стальных элементов сварных
соединений производится бетонированием их цементно-песчаным раствором слоем
толщиной не менее 20 мм составом (по массе) 1 : 1,5 ÷ 1 : 2 при
водоцементном отношении 0,35 ÷ 0,4 и пластичности 6 ÷ 8 см. Контроль качества антикоррозионной защиты
включает в себя визуальную проверку структуры и сплошности покрытия, а также
проверку толщины слоя покрытия, выполненную с помощью магнитного толщиномера. Данные об антикоррозионной защите вносят в
журнал производства антикоррозионных работ, результаты освидетельствования
выполненных работ следует оформлять актом. Замоноличивание
стыков и швов в узлах конструкций каркаса серии 1.020-1/87
ГОСТ 7473-94 Смеси бетонные.
Технические условия. ГОСТ 28013-98
Растворы строительные. Общие технические условия. .......................... Технические условия
на бетонные смеси и растворы строительные, предусмотренные проектом. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.020-1/87 Выпуск 0-8 Указания по
монтажу. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Замоноличивание стыков и швов должно
осуществляться в соответствии с требованиями СНиП 3.03.01-87, СНиП 3.01.01-85*, проекта,
ППР, технологических карт, схем операционного контроля качества и другой
технологической документации, утвержденной в установленном порядке. Работы по замоноличиванию стыков и швов должны
осуществлять строительно-монтажные организации, получившие лицензию на
выполнение строительно-монтажных работ в Федеральных или местных лицензионных
органах. Работы по замоноличиванию стыков и швов должны
выполняться квалифицированным персоналом, прошедшим специальную подготовку и
обладающим надлежащими навыками по замоноличиванию стыков и швов. Работы по замоноличиванию стыков и швов должны
производиться по утвержденному проекту производства работ (ППР). При выполнении строительно-монтажных работ
должно быть обеспечено соблюдение строительных норм и правил, проекта и ППР. Бетонные смеси, отпускаемые потребителю, должны
отвечать требованиям ГОСТ 7473-94, Смеси бетонные.
Технические условия» (см. СОКК «Бетонные смеси» в альбоме часть 1, вып. 1). Растворные смеси должны отвечать требованиям ГОСТ
28013-98 «Растворы строительные. Общие технические условия» (см. СОКК
«Входной контроль строительных растворов» в альбоме часть 1, вып. 1). Каждая партия бетонной смеси, отправленная
потребителю, должна иметь документ о качестве, в котором должны быть указаны
наименование организации-изготовителя, ее адрес, телефон, факс, вид бетонной
смеси и ее условное обозначение, удобоукладываемость смеси на
заводе-изготовителе и у места укладки, номер состава, дата и время отправки
бетонной смеси, класс (марка) бетона по прочности на сжатие в проектном
возрасте, другие показатели (при необходимости), коэффициент вариации прочности
бетона, требуемая прочность бетона, наибольшая крупность заполнителя. Растворная смесь, отпущенная
в транспортное средство, должна иметь документ о качестве, в котором должны
быть указаны: наименование или товарный знак и адрес изготовителя, условное
обозначение строительного раствора, дата приготовления, марка по прочности на
сжатие, марка по подвижности (Пк), вид и количество введенной
добавки (% массы вяжущего), количество смеси, температура применения, класс
заполнителей по удельной эффективной активности естественных радионуклидов и
цифровое значение Аэфф, обозначение стандарта.
Замоноличивание стыков растворной или бетонной
смесью производится после установки сборных железобетонных конструкций в
проектное положение, выверки их, выполнения сварочных работ, приемки соединений
элементов в узлах сопряжений и выполнения антикоррозионной защиты сварных
соединений и поврежденных участков покрытия закладных изделий. Класс бетона и марка раствора для
замоноличивания стыков и швов должны быть указаны в проекте. Бетонная и растворная смеси, применяемые для
замоноличивания стыков и швов, должны отвечать требованиям ГОСТ 7473-94, ГОСТ 28013-98, а
также требованиям технологической карты на производство работ по
замоноличиванию стыков и швов. Для приготовления бетонных смесей следует
применять быстротвердеющие портландцементы или портландцементы М400 и выше. С
целью интенсификации твердения бетонной смеси в стыках необходимо применять
химические добавки - ускорители твердения. Наибольший размер зерен крупного
заполнителя в бетонной смеси не должен превышать 1/3 наименьшего размера
сечения стыка и 3/4 наименьшего расстояния в свету между стержнями арматуры.
Для улучшения удобоукладываемости в смеси следует вводить пластифицирующие
добавки. Опалубка для замоноличивания стыков, как
правило, должна быть инвентарной и отвечать требованиям ГОСТ
23478-79. Смесь для замоноличивания стыков и швов
рекомендуется приготовлять преимущественно централизованным способом.
Приобъектное приготовление этих материалов допускается в случае отдаленного
расположения завода от объекта и при использовании быстросхватывающихся смесей.
Приготовление раствора и бетонной смеси на объекте рекомендуется производить из
сухих смесей. Транспортировать бетонную и растворную смеси от
места приготовления до места укладки следует по возможности без перегрузок. В
процессе доставки смесь необходимо защищать от атмосферных осадков и от
замерзания, а также не допускать потери цементного молока. Бетонная (растворная) смесь, доставленная с
завода или приготовленная на месте, должна быть израсходована не позднее, чем
через 2 часа после ее приготовления. Производство
работ в летних условиях Для заделки стыков и швов
рекомендуется применять бетонную или растворную смесь, ориентировочные составы
которых приведены ниже.
Подвижность растворной (бетонной) смеси,
подаваемой в стык насосом, определяется опытным путем. Подвижность бетонной
смеси, укладываемой в стык вручную, должна составлять 6 - 8 см по осадке
стандартного конуса, а растворной смеси - не более 8 см по погружению
стандартного конуса. Рекомендуемые составы должны быть
предварительно проверены в лаборатории путем испытания образцов-кубиков,
изготовленных из местных материалов, предназначенных для заделки стыков. Непосредственно перед замоноличиванием стыков и
швов необходимо проверить правильность и надежность установки опалубки,
применяемой при замоноличивании, очистить стыкуемые поверхности от мусора и
грязи. Поверхности опалубки, прилегающие к
укладываемому бетону, должны покрываться смазкой (смесь из чистого веретенного
или машинного масла с соляровым в соотношении 1 : 3 по объему, водный раствор
подмыльно-щелочных отходов мыловаренного производства или другие проверенные
смазки, не портящие внешнего вида конструкции). Щели между бетоном и опалубкой,
а также в местах соединения щитов опалубки, должны быть тщательно уплотнены
паклей, резиновыми прокладками и пр. во избежание вытекания цементного молока и
раствора. Очистку загрязненных полостей стыков
рекомендуется производить с помощью металлических скребков и щеток с дальнейшей
продувкой полостей струей сжатого воздуха или промывкой струей воды. Скопление
воды после промывки и посторонние предметы должны быть удалены. Особенности
заделки стыков в зимних условиях Замоноличивание стыков в зимних условиях можно
осуществлять с применением бетонов (растворов), содержащих противоморозные
добавки, или с одним из способов электротермообработки бетона -
электропрогревом, обогревом в греющей опалубке, с применением нагревательных
проводов. Перед укладкой бетонной (растворной) смеси
поверхности полостей стыков должны быть очищены от снега и наледи и отогреты до
температуры не ниже 15 °С на заданную глубину. Отогрев не производится при
использовании для замоноличивания стыков бетонов (растворов) с противоморозными
добавками. Замоноличивание стыков бетонами (растворами) с
противоморозными добавками следует осуществлять при температуре наружного
воздуха не ниже минус 20 °С в соответствии с требованиями инструктивных
материалов. При температуре наружного воздуха ниже минус 20
°С замоноличивание стыков следует производить с применением электропрогрева
бетона (раствора) замоноличивания, электрообогрева в греющей опалубке,
инфракрасного обогрева, индукционного нагрева, обогрева нагревательными
проводами. Данные о производстве работ по замоноличиванию
стыков и узлов следует ежедневно вносить в журнал работ по замоноличиванию
монтажных стыков и узлов. Завершение работ по замоноличиванию монтажных
стыков и узлов должно оформляться актом освидетельствования скрытых работ. Герметизация
стыков панелей наружных стен каркаса серии 1.020-1/87
ГОСТ
19177-81 Прокладки резиновые пористые уплотняющие. Технические условия. ТУ 6-05-2049-87 Прокладки пенополиэтиленовые
уплотняющие марки «Вилатерм-СП». ГОСТ
14791-79 Мастика герметизирующая нетвердеющая строительная. Технические
условия. ТУ 5775-001-10404431-98 Мастики герметизирующие
бутилкаучуковые. ГОСТ 13489-79*
Герметики марок У-30М и УТ-31. Технические условия. ТУ 2513-019-32478306-98 Мастика
тиоколсодержащая строительного назначения марки АМ-0,5с. ..............................
Технические условия на герметизирующие материалы, предусмотренные проектом. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. Серия 1.020-1/87 Выпуск 0-8 Указания по
монтажу. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ Качество применяемых герметизирующих и
уплотняющих материалов должно соответствовать требованиям стандартов и
технических условий на конкретные материалы. К качеству прокладок предъявляются следующие
требования: - прокладки должны иметь сплошную поверхностную
пленку без трещин и разрывов; - на поверхности прокладок не допускаются:
бугорки или углубления, завулканизированные складки высотой (глубиной) более 3
мм, отслаивание поверхности пленки от прокладки длиной более 50 мм в количестве
более одной штуки на 1 м длины, пузыри размером более 1/4 наименьшего размера
сечения прокладки; - в поперечном срезе прокладок не должно быть
внутренних пустот размером более 1/4 наименьшего размера сечения прокладки,
предельные отклонения линейных размеров сечения прокладок не должно превышать
10 % номинала; длина прокладки должна быть не менее 3 м. Мастика нетвердеющая (ГОСТ
14791-79) представляет собой вязкую однородную массу. Выпускается в виде
брикетов прямоугольной формы сечением 60 ´ 30 мм и длиной до 500 мм, завернутых в
полиэтиленовую пленку. По внешнему виду мастика должна быть однородной, при
этом не допускается на поперечном сечении брикета более двух включений
диаметром свыше 1 мм. При входном контроле необходимо следить за сохранностью
заводской упаковки мастики, для предохранения мастики от воздействия солнечных
лучей и атмосферных осадков она должна храниться в закрытых помещениях. Тиоколовые и бутилкаучуковые герметики
поставляются в виде двух компонентов. Приготовление рабочих составов мастик
осуществляется централизованно или непосредственно на строительной площадке.
Приготовленные мастики должны иметь однородную консистенцию и не содержать
комочков и посторонних включений. В противном случае перемешивание составляющих
должно быть продолжено. Мастика КН-2 (ГОСТ 24064-80)
должна иметь однородную консистенцию. Ее однородность определяют визуально,
просматривая невооруженным глазом слой мастики толщиной не более 1 мм,
нанесенный на стеклянную пластинку. При входном контроле
материалов, предназначенных для работ по герметизации стыков, необходимо
проверить наличие паспортов и сертификатов на эти материалы.
Стыки панелей наружных стен каркаса 1.020-1/87
предусмотрено изолировать нетвердеющими мастиками (ГОСТ
14791-79) по уплотняющим пористым резиновым прокладкам ПРП-60 (19177-81).
Пористые резиновые прокладки ПРП предусмотрено устанавливать в стыки,
поверхности которых предварительно на заводе-изготовителе загрунтованы
клеем-мастикой КН-2 или КН-3 или другим. Герметизацию стыков следует выполнять преимущественно
по окончании монтажа конструкций зданий в соответствии с проектом производства
работ. Работы по герметизации стыков не допускается
производить при температуре воздуха ниже минус 30 °С и выше 45 °С, а также во
время дождя, снегопада и при мокрых (невымороженных) стыкуемых поверхностях. Освещаемость стыка во время производства работ
должна быть не менее 50 лк. Работы по герметизации стыков следует выполнять
в последовательности, предусмотренной проектом производства работ,
технологической картой или другой технологической документацией. Работы по изоляции стыков должны выполнять
специально обученные рабочие, имеющие удостоверение на право производства таких
работ. Материалы для изоляции стыков следует применять
только из числа указанных в проекте, замена материалов без согласования с
проектной организацией не
допускается. Транспортирование, хранение и применение
изолирующих материалов следует производить в соответствии с требованиями
стандартов или технических условий. Перед применением, а также после истечения
установленного стандартами или техническими условиями срока хранения
изолирующие материалы подлежат контрольной проверке в строительной лаборатории.
Каждая партия герметизирующих материалов должна иметь паспорт (сертификат)
завода-изготовителя. Высокое качество герметизации стыков в
значительной степени зависит от качества грунтовки стыкуемых поверхностей.
Поэтому грунтовка должна производиться в строгом соответствии с требованиями
рабочих чертежей проекта. В случае поставки на объект панелей с
непрогрунтованными кромками производитель работ обязан организовать обмазку
кромок грунтовочным составом сразу же после доставки панелей на объект и
проконтролировать исполнение до окончания рабочей смены. Поверхностные
повреждения бетонных панелей в месте устройства стыков (трещины, раковины,
сколы) должны быть отремонтированы с применением полимерцементных составов.
Нарушенный грунтовочный слой должен быть восстановлен в построечных условиях. Поверхности панелей наружных стен, образующие
стыки, перед выполнением работ по герметизации должны быть очищены от пыли,
грязи, наплывов бетона и просушены. Нанесение герметизирующих мастик на влажные,
заиндевевшие или обледеневшие поверхности стыков не допускается. Перед началом производства работ должны быть проведены
замеры фактической ширины зазоров в устьях стыков и, при необходимости,
применены уплотняющие прокладки соответствующих сечений. Уплотняющие прокладки
в стыке должны быть обжаты на 20 ÷ 50 % диаметра их поперечного сечения. Уплотняющие прокладки могут устанавливаться в
стыки как в процессе монтажа, так и после окончания монтажа здания. При герметизации стыков непосредственно в
процессе монтажа конструкций уплотняющие прокладки на стыкуемые поверхности
следует наклеивать на клей-мастику КН-2 или КН-3. При выполнении работ после окончания монтажа
здания уплотняющие прокладки следует вводить в устье стыка насухо. При наклейке
или установке насухо уплотняющие прокладки не должны растягиваться. При наклеивании уплотняющих прокладок не
допускается производить монтаж и выверку положения конструкций, образующих
стык, до высыхания клея-мастики и надежной фиксации этой прокладки в проектном
положении. Уплотняющие прокладки следует устанавливать в
стыки без разрывов. Соединять уплотняющие прокладки по длине необходимо на
«ус», располагая место соединения на расстоянии не менее 0,3 м от пересечения
вертикального и горизонтального стыков. Места соединения и пересечения пористых
прокладок склеиваются клеем-мастикой КН-2 и обматываются полимерной лентой с
липким слоем. Установка уплотняющих прокладок в горизонтальные и вертикальные
стыки должна производиться так, чтобы в местах пересечения стыков вертикальная
прокладка располагалась ближе к фасадной поверхности. Уплотнять стыки двумя
скрученными вместе прокладками не допускается. Изоляция стыков мастиками производится после
установки уплотняющих прокладок и выполняется путем нагнетания мастики в устье
стыка. Для обеспечения заполнения устья стыка и надлежащего прилипания мастики
к кромкам конструкций температура мастик в момент нанесения должна быть 15
÷ 20 °С независимо от температуры наружного воздуха. В зимнее время
производят разогрев компонентов мастик с тем, чтобы температура нетвердеющих
мастик в момент нанесения составляла 35 ÷ 40 °С, отвердевающихся - 15
÷ 20 °С. Нанесенный слой мастики должен заполнять без
пустот все устье стыка до упругой прокладки, не иметь разрывов и наплывов.
Толщина нанесенного слоя мастики должна соответствовать установленной проектом.
Предельное отклонение толщины слоя мастики от проектной не должно превышать
плюс 2 мм. Защита нанесенного слоя нетвердеющей мастики
должна быть выполнена материалами, указанными в проекте. При отсутствии
специальных указаний в проекте для защиты могут быть применены полимерцементные
растворы, ПХВ, бутадиенстирольные или кумаронокаучуковые краски. Объем входного и операционного контроля
качества герметизации стыков и участие в нем различных служб должны быть
определены технологической картой. В задачу строительных лабораторий входит,
как правило, входной контроль герметизирующих материалов с определением
основных физико-механических характеристик их компонентов, контроль основных
физико-механических характеристик рабочего состава герметизирующей мастики,
контроль за приготовлением рабочих составов мастик и грунтов, контроль основных
физико-механических характеристик завулканизированных мастик. Производитель
работ (мастер) визуально контролирует качество исходных материалов,
контролирует качество герметизируемых поверхностей, степень подготовки бригады
герметизаторщиков и знание ими технологии производства работ. Мастер следит за
качеством подготовки поверхностей, их огрунтовкой, контролирует технологию
заполнения стыка мастикой, полноту заполнения, равномерность расположения слоя
мастики, отсутствие разрывов и наплывов, толщину слоя мастики. Работы по герметизации стыков подлежат сдаче
технадзору Заказчика. Промежуточной приемке (в зависимости от требований
проекта) с составлением актов освидетельствования скрытых работ подлежит
качество огрунтованной поверхности, подлежащей герметизации, укладка упругой
прокладки, уложенная в стык мастика, защита нетвердеющей мастики. Приемка всего
комплекса работ по устройству изоляции стыков оформляется актом. Устройство
подвесных потолков из асбестоцементных листов в общественных зданиях по серии
2.230-2, вып. 6
ГОСТ 30340-95
Листы асбестоцементные волнистые. Технические условия. ГОСТ 18124-95
Листы асбестоцементные плоские. Технические условия. Серия 2.230-2 вып. 6 Входы каркасно-панельных
зданий в конструкциях серии 1.020-1/83. технические требования
ГОСТ 30340-95
Листы асбестоцементные волнистые. Технические условия. Асбестоцементные листы и детали не должны иметь
отколов, пробоин и сквозных трещин. Допускаются малозначительные дефекты: отдельные
сдиры протяженностью в любом направлении не более 100 мм; отдельные щербины с
одной стороны листа (детали) размером не более 15 мм в направлении,
перпендикулярном кромке изделия. Общая величина щербин, измеренная вдоль кромки
изделия, не должна превышать 60 мм; отдельные поверхностные разрывы длиной не
более 100 мм и шириной 2 мм. Суммарное число малозначительных дефектов на
одном листе (детали) в любой комбинации не должно быть более трех, а число
листов (деталей) с такими дефектами не должно быть более одной трети ее объема. Длина листов 40/150 - 1750 мм (доп. откл. ±
15); ширина 7-волнового листа - 980 мм, 8-волнового листа - 1130 мм (доп. откл.
+10; - 5 мм); толщина листа - 5,8 мм (доп. откл. + 1,0; - 0,3 мм); высота
рядовой волны - 40 мм (доп. откл. + 4; - 3 мм). ГОСТ
18124-95 Листы асбестоцементные плоские. Технические условия. Листы должны иметь прямоугольную форму в плане.
Отклонение от прямоугольности не должно быть более 5 мм. Кромки листов должны быть прямолинейными.
Отклонение от прямолинейности не должно быть более 5 мм. Листы должны быть плоскими. Отклонение от
плоскостности не должно быть более 4 мм для прессованных листов и более 8 мм
для непрессованных листов. Листы не должны иметь отколов, сквозных трещин,
сдиров, а также других дефектов, нарушающих целостность изделия. Предельные отклонения от
размеров не должны быть более указанных в нижеследующей таблице.
Каждая поставка листов и деталей должна
сопровождаться документом о качестве. Высота штабеля из стоп листов
не должна превышать 2,5 м.
Устройство подвесных потолков необходимо
производить после монтажа и крепления всех элементов каркаса (в соответствии с
проектом), проверки горизонтальности его плоскости и соответствия отметкам. Монтаж элементов подвесного потолка следует
производить после разметки поверхности и начинать от угла облицовываемой
плоскости. Горизонтальные стыки листов, не предусмотренные проектом, не допускаются. Плоскость облицованной поверхности должна быть
ровной, без провесов в стыках, жесткой, без вибрации листов. Максимальные величины уступов между листами не
должны превышать 2 мм. Отклонение плоскости всего поля отделки по
диагонали, вертикали и горизонтали от проектной не должно превышать 1,5 мм на 1
м и 7 мм на всю поверхность. Отклонение направления стыка элементов
облицовки от вертикали 1 мм на 1 м. Контроль вышеперечисленных параметров -
измерительный, не менее 5 измерений на 50 - 70 м2 поверхности или
отдельных участков меньшей площади, выявленных сплошным визуальным осмотром.
Регистрация результатов измерений - в журнале работ. В конкретных проектах подвесные потолки
встроенных тамбуров крепятся к многопустотным плитам перекрытий с помощью соединительных
элементов, выполняемых с шагом 1200 мм, количество которых назначается из
расчета максимальной вертикальной нагрузки на один соединительный элемент, не
превышающей 1,0 тс. В подвесных потолках крепление плоских
асбестоцементных листов к уголкам ∟ 50 ´ 5 осуществляется самосверлящими
самонарезающими винтами с потайной головкой (ТУ 14-4-1466-87 или аналогичные).
Допускается крепление с помощью болтов по ГОСТ 24671-84, завинчиваемых в гайку,
приваренную к уголку путем точечной сварки. Шаг крепежных элементов 400 мм. монтажные узлы по серии 2.230-2
Фрамуга разрабатывается в конкретном проекте. В местах установки шурупов предварительно
просверлить отверстия d = 2,5 мм.
МОНТАЖ ЛЕГКИХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ
ГОСТ 6266-97 Листы
гипсокартонные. Технические условия. ГОСТ Р 51829-2001 Листы
гипсоволокнистые. Технические условия. ТУ 5767-019-04001508-99, ТУ
5767-006-00285008-2001 Плиты гипсокартонные звукопоглощающие и декоративные. ТУ 5767-001-02068580-94 Плиты декоративные
гипсовермикулитовые. ГОСТ 18124-95
Листы асбестоцементные плоские. Технические условия. ГОСТ
8904-81* Плиты древесноволокнистые твердые с лакокрасочным покрытием.
Технические условия. ТУ 5536-006-00260221-96 Плиты
древесно-волокнистые сухого способа производства с лакокрасочным покрытием. ТУ 5536-072-00279410-98 Плиты
древесно-волокнистые облагороженные. ТУ 5536-036-00273643-99 Древесно-волокнистые
плиты средней плотности с лакокрасочным покрытием. ТУ 5536-001-51035632-99 Панели
древесно-волокнистые, облицованные декоративной пленкой. ТУ 5336-001-50012764-99 Панель ламинированная
на основе древесноволокнистых плит. ГОСТ 10632-89* Плиты
древесно-стружечные. Технические условия. ТУ 400-1-199-80 Плиты древесно-стружечные с
лакокрасочным покрытием. ТУ 5534-002-0252424-93, ТУ
5534-002-51355130-2001, ТУ 5534-006-00255177-2000, ТУ 5534-025-00273643-97
Плиты древесно-стружечные, облицованные пленками на основе термоактивных
полимеров. ТУ 5534-003-49965298-99 Плиты
древесно-стружечные, облицованные декоративным бумажно-слоистым пластиком. ТУ 5534-001-49858958-2000 Плиты
древесно-стружечные, облицованные поливинилхлоридными пленками. ТУ 5534-003-48657212-2000 Плиты
древесно-стружечные облицованные. ТУ 5367-001-41240503-2000 Панели декоративные
на основе из ДВП и ДСП, облицованные бумажными пленками. ТУ 5772-004-18757376-2001 Стеновые панели
поливинилхлоридные с декоративной отделкой шириной 200, 250, 300 мм. ГОСТ 26816-86 Плиты
цементно-стружечные. Технические условия. ТУ 5361-008-07510307-97 Плиты для внутренней
отделки стен и подвесных потолков из древесных материалов. ГОСТ
19111-77 Изделия погонажные профильные поливинилхлоридные. Технические
условия. ГОСТ
24944-81 Пленка поливинилхлоридная декоративная отделочная. Технические
условия. ТУ 5772-001-100289622-97, ТУ
5772-001-12568007-96, ТУ 5772-023-00282332-95, ТУ 95-8621753-052-93, ТУ 5772-106-05742755-96
Пленки поливинилхлоридные вспененные на бумажной подоснове «Пеноплен». ТУ 5772-001-41073376-97 Материал
поливинилхлоридный вспененный на бумажной подоснове «Исплен». ТУ 5770-001-00282323-94 Материал
поливинилхлоридный со вспененным слоем для стен и потолков на бумажной основе
«Пенополистен». ТУ 5772-062-00282332-99 Материал отделочный
бесфоновый с ластизольным поливинилхлоридным рисунком «Полистен». ТУ 5772-046-04001232-99 Пленка
поливинилхлоридная декоративная отделочная. ТУ 5770-105-05744716-95 Материал
поливинилхлоридный отделочный на бумажной подоснове «Полиплен». ТУ 2256-020-04001232-96 Пластик
бумажно-слоистый декоративный. ТУ 1111-004-04001508-95 Профили оцинкованные
металлические ПОМ. ТУ 1640-007-05808634-2000 Винты самонарезающие
для крепления гипсокартонных листов. ТУ 1640-008-05808634-2000 Винты самонарезающие
для крепления гипсоволокнистых листов. ......................... Стандарты и
технические условия на облицовочные плиты, листы, панели и комплектующие
изделия и материалы, предусмотренные проектом. СНиП 3.03.01-87 Несущие и
ограждающие конструкции. СНиП 3.01.01-85* Организация
строительного производства. СП
55-101-2000 Ограждающие конструкции с применением гипсокартонных листов. СП 55-102-2001
Конструкции с применением гипсоволокнистых листов. Устройство
каркасно-обшивных перегородок
требования к облицовочным материалам
Входной контроль материалов для устройства
каркасно-обшивных перегородок должен осуществляться в соответствии с
требованиями проекта, государственных стандартов и технических условий на
конкретные материалы, предусмотренные проектом, а также требованиями
технологической документации, утвержденной в установленном порядке. ГОСТ 6266-97 Листы гипсокартонные. Технические условия
Стандарт распространяется на гипсокартонные
листы, предназначенные для отделки стен, устройства перегородок, подвесных
потолков, огнезащиты конструкций, изготовления декоративных и звукопоглощающих
изделий. В зависимости от свойств и области применения
листы подразделяют на следующие виды: обычные (ГКЛ); влагостойкие (ГКЛВ); с
повышенной сопротивляемостью воздействию открытого пламени (ГКЛО); влагостойкие
с повышенной сопротивляемостью воздействию открытого пламени (ГКЛВО). По внешнему виду и точности изготовления листы
подразделяют на две группы: А и Б. По форме продольные кромки листов подразделяют
на типы, приведенные ниже. Прямая кромка (ПК)
Утоненная с лицевой стороны кромка (УК)
Полукруглая с лицевой стороны кромка (ПЛК)
Полукруглая и утоненная с лицевой стороны
кромка (ПЛУК)
Закругленная кромка (ЗК)
Номинальные размеры листов
приведены в нижеследующей таблице.
Предельные отклонения от номинальных размеров не должны
быть более указанных в нижеследующей таблице
Листы должны иметь в плане прямоугольную форму.
Отклонение от прямоугольности не должно быть 3 мм для листов группы А и 8 мм -
для листов группы Б. Для листов группы А не допускаются повреждения
углов и продольных кромок. Для листов группы Б не
допускаются повреждения углов и продольных кромок (малозначительные дефекты),
размеры и количество которых превышают нижеприведенные значения.
Число листов с малозначительными дефектами не
должно быть более двух от числа листов, отобранных для контроля. Масса одного квадратного метра листов
(поверхностная плотность) должна составлять для листов ГКЛ не более 1,00 s, для листов ГКЛВ, ГКЛО и ГКЛВО - не менее 0,80
s и не более 1,06 s (s - значение номинальной толщины листа в мм). Сцепление гипсового сердечника с картоном
должно быть сильнее, чем сцепление слоев картона. Разрушающая нагрузка при
испытании листов на прочность при изгибе при постоянном пролете (l = 350 мм) должна быть не менее указанной в
нижеследующей таблице.
Оценка прочности листов по вышеприведенным
данным (при испытании листов на прочность при изгибе при постоянном пролете)
производится в том случае, если изготовитель не имеет средств испытаний листов
на прочность при изгибе при переменном пролете (l = 40 s). Разрушающая нагрузка при
испытании листов на прочность при изгибе при переменном пролете (l = 40 s) и прогиб должны соответствовать указанным в нижеследующей
таблице.
Водопоглощение листов ГКЛВ и ГКЛВО не должно
быть более 10 %. Сопротивляемость листов ГКЛО и ГКЛВО
воздействию открытого пламени должна быть не менее 20 мин. Гипсокартонные листы относятся к группе
горючести Г1 по ГОСТ 30244, к
группе воспламеняемости В3 по ГОСТ 30402,
к группе дымообразующей способности Д1 по ГОСТ
12.1.044, к группе токсичности Т1 по ГОСТ
12.1.044. Отнесение гипсокартонных листов к более высокой (менее
пожароопасной) группе воспламеняемости может быть осуществлено на основании
результатов испытаний продукции конкретного изготовителя. Удельная эффективная активность естественных
радионуклидов в гипсокартонных листах не должна превышать 370 Бк/кг. Условное обозначение листов должно состоять из буквенного
обозначения вида листов (ГКЛ, ГКЛВ, ГКЛО, ГКЛВО), обозначения группы листов (А,
Б), обозначения типа продольных кромок листов (ПК, УК, ПЛК, ПЛУК, ЗК), цифр,
обозначающих номинальную длину ширину и толщину листа в мм; обозначения данного
стандарта. Пример условного обозначения обычного гипсокартонного листа группы А
с утоненными с лицевой стороны кромками длиной 3000 мм, шириной 1200 мм и
толщиной 12,5 мм: ГКЛ-А-УК-3000´1200´12,5
ГОСТ 6266-97 Маркировка листов должна быть произведена на
тыльной стороне каждого изделия несмываемой краской при помощи трафаретов,
штампов или другим способом, обеспечивающим необходимое качество маркировки.
Маркировка должна быть отчетливой и содержать товарный знак или (и)
наименование изготовителя, условное обозначение листов, кроме обозначения
группы листов (А и Б). Надписи должны быть выполнены на листах ГКЛ и ГКЛВ синим
цветом, а на листах ГКЛО и ГКЛВО - красным цветом. Маркировка транспортных пакетов должна быть
произведена при помощи ярлыков, прикрепляемых к пакету любым способом,
обеспечивающим его сохранность при транспортировании. На ярлыке должно быть
указано наименование изготовителя и (или) его товарный знак; условное
обозначение листов; номер партии и дата ее изготовления; количество листов в
квадратных метрах и (или) в штуках; штамп службы технического контроля. Каждое грузовое место должно иметь транспортную
маркировку по ГОСТ 14192-96,
на него должны быть нанесены манипуляционные знаки «Хрупкое. Осторожно» и «Беречь
от влаги». Листы транспортируют всеми видами транспорта в
соответствии с Правилами перевозок грузов, действующими на данном виде
транспорта, и требованиями другой документации, утвержденной в установленном
порядке. Транспортирование листов осуществляют в
пакетированном виде. Транспортные пакеты формируют из листов одного вида,
группы, типа продольных кромок и размеров с использованием поддонов или
подкладок, которые изготавливают из древесины, гипсокартонных листов и других
материалов. В качестве обвязок применяют стальную или синтетическую ленту. По
согласованию с потребителем допускается транспортировать листы в
непакетированном виде. Габариты пакетов не должны превышать по длине
4100 мм, по ширине 1300 мм, по высоте 800 мм; масса пакета не должна превышать
3000 кг. При перевозке в автомобильных транспортных
средствах пакеты должны быть защищены от увлажнения. При погрузочно-разгрузочных,
транспортно-складских и других работах не допускаются удары по листам. Листы следуют хранить в помещениях с сухим и нормальным
влажностным режимом раздельно по видам и размерам. Транспортные пакеты листов при хранении у
потребителя могут быть установлены друг на друга в штабели высотой не более 35
м. При применении листов следует руководствоваться
проектной документацией, утвержденной в установленном порядке, и СП
55-101-2000. Гипсокартонные листы ГКЛ и ГКЛО применяют в
зданиях и помещениях с сухим и нормальным влажностными режимами в соответствии
с действующими нормами по строительной теплотехнике. Гипсокартонные листы ГКЛВ и ГКЛВО применяют в
зданиях и помещениях с сухим, нормальным, влажным и мокрым влажностными
режимами в соответствии с действующими нормами по строительной теплотехнике. При применении листов ГКЛВ и ГКЛВО в зданиях и
помещениях с влажным и мокрым режимами их следует защищать с лицевой
поверхности водостойкими грунтовками, шпатлевками, красками, керамической
плиткой или покрытиями из ПВХ. В этих помещениях следует предусматривать
вытяжную вентиляцию, обеспечивающую нормативный воздухообмен в соответствии с
действующими строительными нормами на отопление, вентиляцию и
кондиционирование, жилые здания, общественные здания и сооружения,
административные и бытовые здания. Листы ГКЛО и ГКЛВО целесообразно применять для
облицовки конструкций с целью повышения их предела огнестойкости в помещениях с
повышенной пожарной опасностью. ГОСТ Р 51829-2001
Листы гипсоволокнистые. Технические условия
Стандарт распространяется на гипсоволокнистые
листы, предназначенные для устройства межкомнатных перегородок, подвесных
потолков и внутренней облицовки стен, устройства оснований под покрытие пола,
использования для облицовки конструкций с целью повышения их предела
огнестойкости. В зависимости от свойств листы подразделяют на
следующие виды обычные (ГВЛ) и влагостойкие (ГВЛВ). Листы ГВЛ применяют в зданиях и помещениях с
сухим и нормальным влажностными режимами по СНиП II-3-79*. Листы ГВЛВ применяют в зданиях и помещениях с
сухим, нормальным и влажным влажностными режимами по СНиП II-3-79*. При применении листов ГВЛВ в зданиях и
помещениях с влажным влажностным режимом следует предусматривать вытяжную
вентиляцию, обеспечивающую нормативный воздухообмен в соответствии с
действующими строительными нормами. По форме продольные кромки листов подразделяют
на типы ПК и ФК, приведенные ниже. Прямая кромка (ПК)
Фальцевая кромка (ФК)
Номинальные размеры листов
приведены в нижеследующей таблице.
Предельные отклонения размеров листов от
номинальных не должны быть более указанных в нижеследующей таблице. Предельные
отклонения размеров листов
Листы должны иметь в плане прямоугольную форму.
Отклонение от прямоугольности не должно быть более 4 мм. Условное обозначение листов должно состоять из: - обозначения вида листов (ГВЛ, ГВЛВ); - обозначения типа продольных кромок (ПК, ФК); - цифр, обозначающих номинальную длину, ширину
и толщину листа в мм; - обозначения данного стандарта. Пример условного обозначения гипсоволокнистого влагостойкого листа с прямыми
кромками, длиной 2500 мм, шириной 1200 мм и толщиной 10 мм: ГВЛВ-ПК-2500 ´ 1200 ´ 10 ГОСТ Р
51829-2001 То же, гипсоволокнистого обычного листа с
фальцевой кромкой: ГВЛ-ФК-2500 ´ 1200 ´ 10 ГОСТ Р 51829-2001 Гипсоволокнистые листы относятся к группе
горючести Г1 по ГОСТ 30244, к
группе воспламеняемости В1 по ГОСТ 30402,
к группе дымообразующей способности Д1 по ГОСТ
12.1.044 к группе токсичности Т1 по ГОСТ
12.1.044. На лицевой поверхности листов не должно быть
масляных пятен, задиров, налипов, не допускаются повреждения углов, продольных
и торцевых кромок. На кромках допускаются отпечатки толкателей центрирующих
устройств штабелеформирующей машины. Масса одного квадратного метра листов
(поверхностная плотность) в килограммах должна быть не менее 1,05 s и не более 1,25 s (s - значение номинальной толщины листа в мм). Предел прочности листов при изгибе должен быть
не менее указанного в нижеследующей таблице. Предел
прочности листов при изгибе
Поверхностное водопоглощение листов ГВЛВ не
должно быть более 1,0 кг/м2. Твердость лицевой поверхности гипсоволокнистых
листов должна быть не менее 20 МПа. Удельная эффективная активность естественных
радионуклидов в гипсоволокнистых листах не должна превышать 370 Бк/кг. Маркировка листов должна быть произведена на
тыльной стороне каждого листа несмываемой краской при помощи трафаретов,
штампов или другим способом, обеспечивающим необходимое качество маркировки. Маркировка должна быть отчетливой и содержать: - товарный знак или (и) наименование
предприятия-изготовителя; - условное обозначение листов. Надписи должны быть выполнены синим цветом. Маркировка транспортных пакетов должна быть
произведена при помощи ярлыков, прикрепляемых к пакету любым способом,
обеспечивающим его сохранность при транспортировании. На ярлыке должно быть указано: - наименование изготовителя, его товарный знак
и адрес; - условное обозначение листов; - номер партии и дата ее изготовления; - количество листов в квадратных метрах и (или)
в штуках; - знак соответствия при поставке
сертифицированной продукции (если это предусмотрено системой сертификации); - штамп службы технического контроля. Предприятие-изготовитель имеет право наносить
на изделие и транспортный ярлык дополнительную информацию, не противоречащую
требованиям данного стандарта и позволяющую идентифицировать продукцию и ее
изготовителя. Каждое грузовое место должно иметь транспортную
маркировку по ГОСТ 14192-96,
на него должны быть нанесены манипуляционные знаки «Хрупкое. Осторожно» и
«Беречь от влаги». Листы транспортируют всеми видами транспорта в
соответствии с правилами перевозки грузов, действующими на данном виде
транспорта, и требованиями другой документации, утвержденной в установленном
порядке. Транспортирование листов осуществляют в
пакетированном виде. Транспортные пакеты формируют из листов одного
вида, типа продольных кромок и размеров с использованием поддонов или
подкладок, которые изготавливают из древесины, гипсоволокнистых листов и других
материалов. В качестве обвязок применяют стальную ленту по ГОСТ 3560-73* или
синтетическую ленту. Транспортные пакеты могут быть упакованы в полиэтиленовую
термоусадочную пленку по ГОСТ 25951-83*
или полиэтиленовую пленку по ГОСТ 10354-82*. По согласованию с потребителем допускается
транспортировать листы в непакетированном виде (без обвязки или упаковки в
пленку). Габариты пакетов не должны превышать по длине
4100 мм, по ширине 1300 мм, по высоте 800 мм; масса пакета не должна превышать
3000 кг. При перевозке транспортных пакетов в открытых
автомобильных транспортных средствах пакеты должны быть защищены от увлажнения. Листы следует хранить в помещениях с сухим и
нормальным влажностными режимами раздельно по видам и размерам. Транспортные пакеты листов при хранении у
потребителя могут быть установлены друг на друга в штабели высотой не более 3,5
м. При погрузочно-разгрузочных,
транспортно-складских и других работах не допускаются удары по листам. ГОСТ 18124-95 Листы асбестоцементные плоские. Технические условия
Данный стандарт
распространяется на асбестоцементные плоские листы, предназначенные для изготовления и облицовки
строительных конструкций. Условное обозначение листа должно состоять из
буквенного обозначения ЛП-П (лист плоский прессованный) или ЛП-НП (лист плоский
непрессованный), размеров листа по ширине и длине в метрах, толщине листа в
миллиметрах и обозначения данного стандарта. Пример условного обозначения асбестоцементного плоского прессованного листа
длиной 3000 мм, шириной 1500 мм и толщиной 10 мм: ЛП-П-3,0´1,5´10
ГОСТ 18124-95 Листы должны иметь в плане прямоугольную форму.
Отклонение от прямоугольности не должно быть более 5 мм. Кромки листов должны быть прямолинейными.
Отклонения от прямолинейности не должно быть более 5 мм. Листы должны быть плоскими. Отклонения от
плоскостности не должны быть более 4 мм для прессованных листов и не более 8 мм
для непрессованных листов. Размеры листов и предельные
отклонения от них приведены в нижеследующей таблице.
Листы выпускают двух типов: прессованные и
непрессованные. Физико-механические показатели листов должны
соответствовать указанным в нижеследующей таблице. Физико-механические
показатели листов
Листы не должны иметь отколов, сквозных трещин,
сдиров, а также других дефектов, нарушающих целостность изделия. Не менее чем на 1 % листов от партии должны
быть нанесены (или наклеена этикетка): - товарный знак или наименование
предприятия-изготовителя; - номер партии; - символическое изображение листа с включением
толщины листа в мм. Прессованный
Непрессованный
Качество маркировки должно быть таким, чтобы
исключалась возможность оспорить ее содержание. Листы поставляются без упаковки. В районы
Крайнего Севера и труднодоступные районы листы должны поставляться в
упакованном виде или в специализированных кассетах. Предприятие-изготовитель должно сопровождать
каждую поставку листов документом о качестве, в котором должно указывать: - наименование и адрес
предприятия-изготовителя; - условное обозначение листов; - номера партий и даты изготовления; - количество листов каждой партии в поставке; - результаты испытаний каждой партии. Транспортирование листов производится в
пакетированном виде любым видом транспорта с соблюдением Правил перевозок
грузов, установленных для данного вида транспорта, и требований другой
документации, утвержденной в установленном порядке. Габаритные размеры пакетов не должны превышать
по длине 3900 мм, по ширине 1800 мм, по высоте 1000 мм, масса пакета не должна
быть более 5000 кг. Транспортные пакеты должны быть маркированы в
соответствии с требованиями ГОСТ
14192-96 с указанием основных, дополнительных и информационных надписей,
выполненных на ярлыке, надежно прикрепленном к пакету. Допускается транспортировать листы стопами в
непакетированном виде в крытых железнодорожных вагонах и автомобилях. Транспортные пакеты при хранении у потребителя
могут устанавливаться друг на друга в штабели. Стопы листов должны храниться у потребителя на
поддонах (подкладках). Стопы вместе с поддонами могут устанавливаться друг на
друга в штабели. Общая высота штабеля из транспортных пакетов не должна
превышать 3,5 м, а из стоп - 2,5 м. ГОСТ 8904-81* Плиты древесноволокнистые твердые с
лакокрасочным покрытием. Технические условия
Данный стандарт распространяется на твердые
древесноволокнистые плиты с нанесенным на их лицевые поверхности лакокрасочным
покрытием. Плиты применяют в качестве отделочного
материала при строительстве жилых, общественных и производственных зданий,
изготовлении транспортных
средств, торгового оборудования, мебели, дверных полотен и других изделий. В зависимости от внешнего вида лицевого
лакокрасочного покрытия плиты подразделяют на типы: А - с декоративным печатным рисунком; Б - одноцветные. В зависимости от применяемых лакокрасочных
материалов лицевая поверхность плит может быть глянцевой (Г) или матовой (М). Нелицевую поверхность плит по соглашению с
потребителем допускается покрывать грунтовочными составами. В зависимости от механической обработки плиты
изготовляют: - гладкие (1); - с рустованной поверхностью в полоску (2) или
клетку (3); - с перфорацией (4). Плита состоит из твердой древесноволокнистой
плиты-основы и лакокрасочного покрытия. Размеры плиты-основы и
предельные отклонения от размеров должны соответствовать указанным в
нижеследующей таблице.
Условное обозначение плиты состоит из
сокращенного наименования продукции - ДВПО, типа плиты - А или Б, обозначения
лакокрасочного материала по ГОСТ
9825-73*, класса покрытия по ГОСТ
24404-80, степени блеска покрытия - матового или глянцевого, наименования
рисунка или цвета покрытия с указанием номера образца-эталона, наличия
грунтовки на обратной стороне плиты - негрунтованная (НГ) или грунтованная
(ГР), вида дополнительной обработки плиты - гладкой, рустованной в полоску,
рустованной в клетку или перфорированной, размера плиты в мм и обозначения
данного стандарта. Пример условного обозначения плиты типа А с лакокрасочным покрытием II класса; с внешним слоем из лака НЦ-2101,
матовой, с декоративным печатным рисунком под тик, образец-эталон № 16; с
негрунтованной обратной стороной; гладкой; длиной 2500 мм, шириной 1600 мм,
толщиной 4 мм: ДВПО-А; лак НЦ-2101.II.М. тик-16; НГ; 1; 2500 ´ 1600 ´ 4; ГОСТ
8904-81 Лакокрасочные материалы, применяемые для
формирования покрытия, должны отвечать требованиям утвержденной на них
нормативно-технической документации и быть разрешенными Министерством
здравоохранения к применению для отделки внутри помещений. Внешний вид, цвет и декоративный печатный
рисунок лакокрасочного покрытия на плитах должны соответствовать
образцам-эталонам, согласованным с основным потребителем и утвержденным
руководителем предприятия-изготовителя. Окраска рустов на плитах светлых тонов должна
производиться темными лакокрасочными материалами, на плитах темных тонов -
светлыми. Допускается окрашивать русты в основной цвет плиты. Русты и оси перфораций должны быть расположены
параллельно друг другу и сторонам плиты в продольном и поперечном направлениях
и не должны проходить по линии обреза. Предельные отклонения от параллельности
рустов и осей перфораций - не более ± 0,5 мм на длине 1 м. Русты и отверстия перфораций должны быть без
бахромы. Номинальные размеры рустов и
отверстий перфораций, расстояние между осями рустов или отверстий перфораций и
предельные отклонения от установленных размеров должны соответствовать
указанным в нижеследующей таблице.
Плиты одного типа, цвета, декоративного
печатного рисунка и одинаковых размеров должны быть упакованы в пакеты. Число
плит в пакете должно составлять 30; 50; 100; 150 и 200 шт. Плиты укладывают лицевыми поверхностями друг к
другу. Между плитами должна быть проложена оберточная бумага, размеры которой
должны быть равными размерам плит. По соглашению с потребителем плиты допускается
укладывать в пакеты лицевыми сторонами к нелицевым без прокладки между плитами
бумаги. Верхняя плита пакета при этом должна быть уложена лицевой стороной
вовнутрь и проложена бумагой. Пакет плит должен быть уложен на деревянный
решетчатый поддон и перевязан вместе с поддоном стальной упаковочной лентой: в
продольном направлении в двух местах, в поперечном направлении при длине пакета
св. 2350 мм - в четырех, при длине - от 2350 до 2050 мм - в трех, менее 2050 мм
- в двух местах. Ширина стальной упаковочной ленты должна быть не менее 20 мм,
толщина - не менее 0,7 мм. Сверху пакета под ленту должны быть уложены
деревянные бруски сечением 30 ´ 80 мм, а с боков пакета - обрезки плит. Размеры поддонов по длине и ширине должны
соответствовать размерам плит. Пакеты плит должны иметь транспортную
маркировку по ГОСТ 14192-96 и
дополнительную маркировку, содержащую следующие данные: - наименование предприятия-изготовителя и его
адрес; - обозначение продукции по данному стандарту; - число плит в пачке и их общую площадь в м2; - способ укладки плит (если укладка
производилась без бумажной прокладки); - штамп ОТК предприятия-изготовителя. Каждая партия плит должна сопровождаться
документом, в котором указывают: - наименование предприятия-изготовителя и его
адрес; - площадь плит в партии в м2; - способ укладки плит (если укладка
производилась без бумажной прокладки); - номер партии и дату изготовления; - результаты контрольных испытаний (отметки о
приемке продукции); - штамп ОТК предприятия-изготовителя. Плиты должны перевозиться транспортными
средствами, предохраняющими их от воздействия атмосферных осадков, механических
повреждений и загрязнения. При близких расстояниях допускается перевозка
плит автомобильным транспортом потребителя в пакетах без поддонов. Плиты должны храниться в сухих закрытых
проветриваемых помещениях уложенными горизонтально на деревянные поддоны или
подкладки. Для устройства металлического каркаса
перегородок рекомендуется применять гнутые профили из углеродистой
холоднокатанной стальной оцинкованной ленты толщиной не менее 0,6 мм,
изготовленной из стали по ГОСТ
14918-80*. Фирма СП «ТИГИ Кнауф» ОАО выпускает эти профили по ТУ
1111-004-04001508-95. Форма сечения и номенклатура профилей, рекомендуемых для
устройства перегородок, приведены в нижеследующей таблице. Стальные профили должны удовлетворять следующим
требованиям: - отклонение высоты и ширины сечения профилей
от номинальных не должны превышать ± 1,0 мм, длины профилей ... ± 3,0
мм; - скручивание профилей вокруг продольной оси не
должно превышать 1° на 1 м длины профиля; допускается любое скручивание профилей,
устраняющееся при укладке профиля на горизонтальную плоскость и при установке
профиля в конструкцию; - местная кривизна не должна превышать 2 мм на
1 м длины профиля; общая кривизна не должна превышать значения допускаемой
местной кривизны, умноженного на всю длину профиля; - волнистость на поверхности профиля не должна
превышать 2,5 мм, длина волны ... не более 150 мм; - на поверхности профилей не допускаются
задиры, трещины по основному металлу, глубокие царапины. Форма
сечения и номенклатура профилей
Характеристика
профилей
Для устройства деревянных каркасов должны
использоваться пиломатериалы из антисептированной древесины не ниже 2-го сорта
по ГОСТ
8486-86. Влажность древесины при применении пиломатериалов в конструкциях
должна быть в пределах 12 ± 3 %. В комплекте с элементами каркаса и
облицовочными материалами для устройства перегородок согласно проекту должны
использоваться крепежные изделия, самонарезающие шурупы, клеевые и шпаклевочные
составы, уплотнители, герметизирующие составы, звуко- и теплоизолирующие
материалы. Все материалы и изделия, предусмотренные
проектом для устройства каркасно-обшивных перегородок, должны удовлетворять
требованиям соответствующих стандартов или технических условий (при отсутствии
стандарта), а для покупных материалов зарубежного производства - требованиям
технического свидетельства на них. Материалы и изделия должны иметь
сопутствующую документацию, включая: сертификаты соответствия (для материалов,
подлежащих обязательной сертификации); гигиенические заключения (для
материалов, включенных в утвержденный Минздравом России перечень материалов,
подлежащих гигиенической оценке); сертификаты пожарной безопасности (для
материалов с нормируемыми пожарно-техническими характеристиками); инструкции по
применению. На строительной площадке в процессе входного
контроля листов, плит, панелей, комплектующих материалов и изделий для
устройства каркасно-обшивных перегородок: - необходимо проверить наличие сопроводительной
документации и полноту содержащихся в ней данных; - по имеющейся сопроводительной документации,
маркировке, ярлыкам необходимо убедиться в соответствии поступивших материалов
требованиям проекта; - необходимо путем внешнего осмотра проверить
целостность упаковки, отсутствие недопустимых дефектов внешнего вида, наличие
штампа ОТК; - провести в соответствии с требованиями
технологической карты необходимые измерения геометрических параметров листов, плит, панелей и лабораторные испытания
материалов на соответствие их нормативным требованиям. - при возникновении сомнений в качестве
поступивших материалов должны быть вызваны представители строительной
лаборатории или функциональных служб, ответственных за поставку материалов. Общие положения по монтажу
каркасно-обшивных перегородок
Монтаж каркасно-обшивных перегородок должен
осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП 3.03.01-87, СНиП 3.04.01-87,
ППР, технологических карт, схем операционного контроля качества работ и другой
технологической документации, утвержденной в установленном порядке. Монтажно-отделочные работы должны осуществлять
строительно-монтажные организации, получившие лицензию на выполнение этих работ
в Федеральных или региональных лицензионных органах. Монтажно-отделочные работы должны выполняться
квалифицированным персоналом, прошедшим специальную подготовку и обладающим
надлежащими навыками по выполнению монтажно-отделочных работ. Производству монтажно-отделочных работ должны
предшествовать: - разработка проектов производства работ по
устройству каркасно-обшивных перегородок, разработка (или привязка типовых)
технологических карт и схем операционного контроля качества выполнения
монтажно-отделочных работ; - завершение и надлежащее оформление всех
предусмотренных проектом предшествующих общестроительных и специальных работ
(до устройства чистых полов), когда все «мокрые» процессы закончены; - входной контроль проектно-сметной
документации, листов, плит и панелей и других комплектующих изделий и
материалов; - изучение инженерно-техническим персоналом
проектной и технологической документации, обучение мастеров и рабочих передовым
методам труда. При входном контроле рабочей документации
должна производиться проверка ее комплектности и достаточности содержащейся в
ней технической информации для производства работ. Входной контроль облицовочных и декоративных
листов, плит, панелей и комплектующих изделий и материалов должен производиться
в соответствии с требованиями стандартов и технических условий на конкретные
изделия и материалы в порядке, предусмотренном проектом, технологическими
картами или другой технологической документацией, утвержденной в установленном
порядке. Входной контроль должен предотвратить
поступление на строительную площадку материалов и изделий, не отвечающих
требованиям соответствующей нормативной документации. Технические требования к облицовочным
материалам согласно ГОСТ 6266-97, ГОСТ Р
51829-2001, ГОСТ 18124-95, ГОСТ
8904-81* приведены выше. Отделочные материалы для индустриальной отделки
стен на основе полимеров или с лицевым покрытием полимерными материалами
следует применять в соответствии с «Перечнем полимерных материалов и изделий,
разрешенных к применению в строительстве», утвержденным Министерством
здравоохранения СССР. В Перечне принята следующая классификация всех
типов зданий и сооружений, которая учитывает их эксплуатационно-функциональные
особенности, время и характер пребывания в них людей: - группа А: жилые дома, детские сады и ясли,
лечебно-профилактические учреждения, учебные заведения, дома отдыха, закрытые
спортивные сооружения; - группа Б: административные здания, магазины
продовольственные, предприятия общественного питания и их склады; - группа В: магазины промтоварные, зрелищные
предприятия, ателье, библиотеки, музеи, прочие вспомогательные сооружения; - группа Г: промышленные предприятия, склады
предприятий, вспомогательные сооружения, бани, прачечные, химчистки. В соответствии с указанным Перечнем разрешается
применять: - декоративные панели на основе
древесно-стружечных плит в помещениях всех вышеперечисленных групп зданий и
сооружений (не рекомендуется применять в некоторых помещениях зданий и
сооружений группы Б: в раздаточных цехах, в складах для сухих продуктов, в
обеденных залах, а также в холодильных цехах и камерах); - панели на основе гипсокартонных листов,
облицованные различными полимерными пленками, а также древесно-волокнистые
плиты в помещениях всех групп зданий и сооружений (не рекомендуется применять в некоторых помещениях зданий
и сооружений группы Г: в помещениях, в которых производственные процессы могут
сопровождаться накоплением в массе вредных веществ или розливом агрессивных
веществ (кислот и щелочей), а также в помещениях, в которых производственные
процессы сопровождаются накоплением статического электричества, выделением
тепла и влаги). Все виды отделки стен, потолков и перегородок,
для которых применяют декоративные листы и панели на основе полимерных
материалов или с лицевым покрытием полимерными материалами, разрешается
применять в помещениях с малым количеством работающих: приемных, кабинетах,
преподавательских, буфетах, приемных пунктах бытовых служб, пунктах проката и в
других административных помещениях зданий общественного назначения. Такие виды отделки запрещается применять: - на путях эвакуации людей (лестничные клетки,
коридоры, холлы и т.п.); - в детских, учебных, лечебных и
оздоровительных учреждениях (детских яслях и садах, школах, больницах,
санаториях и т.п.); в помещениях с массовым пребыванием людей (залах собраний,
кинотеатрах и др.). Отделку перегородок с использованием
декоративных панелей на основе асбестоцемента, гипса, стекла и металла
разрешается применять во всех помещениях зданий общественного назначения без
исключения. Изделия из гипса разрешается применять в
помещениях с относительной влажностью воздуха до 60 % при температуре до 27 -
30 °С и влажностью воздуха до 75 % при температуре до 24 °С. Область применения отделочных материалов должна
конкретизироваться в стандартах и технических условиях на эти материалы и
подтверждаться в гигиенических сертификатах на них, выдаваемых органами
санитарно-эпидемиологического надзора. Так, согласно ГОСТ 6266-97 и ГОСТ Р
51829-2001 гипсокартонные и гипсоволокнистые влагостойкие листы применяют в
зданиях и помещениях не только с сухим и нормальным влажностными режимами, но и
с влажным и мокрыми режимами. Однако при этом их следует защищать с лицевой
поверхности водостойкими грунтовками, шпатлевками, красками, керамической
плиткой или покрытиями их ПВХ, а в помещениях предусматривать вытяжную
вентиляцию, обеспечивающую нормативный воздухообмен. Монтажно-отделочные работы должны выполняться в
соответствии с проектом производства работ (ППР) на возведение зданий и
сооружений. Запрещается осуществление строительно-монтажных работ без утвержденного проекта
производства работ. Не
допускаются отступления от решений проектов производства
работ без согласования с организациями, разработавшими и утвердившими их.
Замена предусмотренных проектом материалов, изделий и составов допускается
только по согласованию с проектной организацией и заказчиком. До начала монтажно-отделочных работ должны быть
произведены следующие работы: - выполнена защита отделываемых помещений от
атмосферных осадков; устроены гидроизоляция, тепло-звукоизоляция и
выравнивающие стяжки перекрытий; - загерметизированы швы между блоками и
панелями; - заделаны и изолированы места сопряжений
оконных, дверных и балконных блоков; - остеклены световые проемы; - смонтированы закладные изделия, проведены
испытания систем тепло-, водоснабжения и отопления; - выполнены конструкции чистого пола; - произведена окраска потолков; - устроена скрытая проводка (кроме проводки
внутри перегородки или в плинтусе); - произведена очистка от мусора всей
поверхности пола и особенно тщательно в местах установки перегородок; - завезены и разложены у мест сборки
необходимые конструкции и материалы; - приготовлены все необходимые инструменты и
приспособления. Монтажно-отделочные работы следует выполнять
после проверки правильности выполнения предшествующих работ с составлением
актов освидетельствования скрытых работ. Монтажно-отделочные работы должны выполняться
при температуре окружающего воздуха не ниже 10 °С и влажности воздуха не более
70 %. Такую температуру в помещении необходимо поддерживать круглосуточно, не менее чем за 2 сут до
начала и 12 сут после окончания работ. Транспортирование и хранение листов обшивки
необходимо производить в условиях, исключающих возможность их увлажнения,
загрязнения и механических повреждений. Стыковку листов обшивки необходимо выполнять
только на элементах каркаса. При двухслойной обшивке каркаса стыки между
листами должны располагаться вразбежку. Предельные отклонения
элементов перегородок от проектного положения не должны превышать величин,
приведенных в нижеследующей таблице.
Законченные монтажом конструкции перегородок
следует принимать поэтажно или посекционно. При приемке следует проверять устойчивость
каркаса, надежность крепления листов обшивки, отсутствие у листов надрывов,
повреждений, сбитых углов по длине грани, масляных пятен и загрязнений. Законченные монтажом и подготовленные для
отделки перегородки должны иметь не более двух неровностей глубиной или высотой
3 мм при накладывании правила или шаблона длиной 2 м; отклонение перегородки от
вертикали - не более 2 мм на 1 м высоты и 10 мм на всю высоту помещения. Каркасно-обшивные перегородки с применением
гипсокартонных листов
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
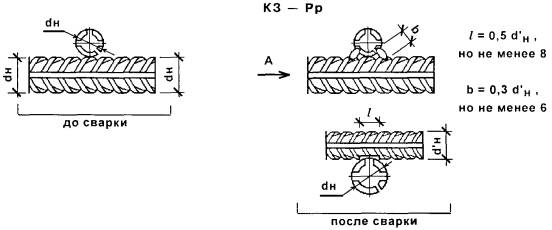
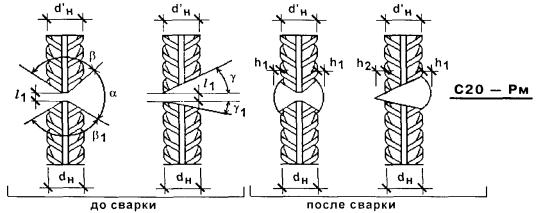
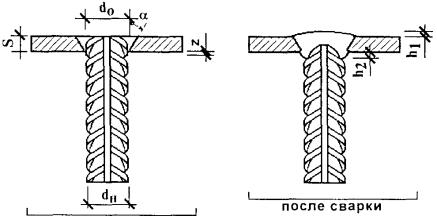
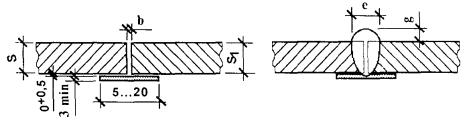
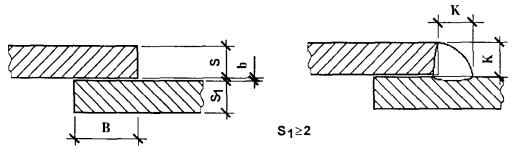
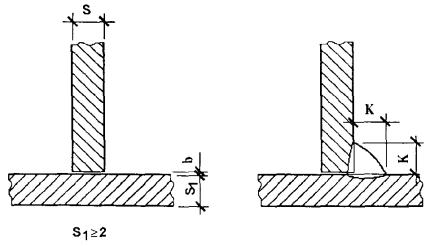
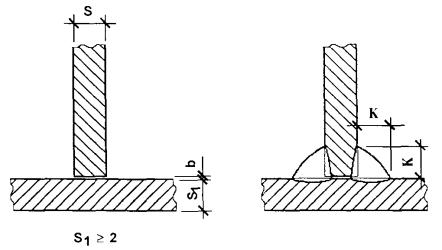
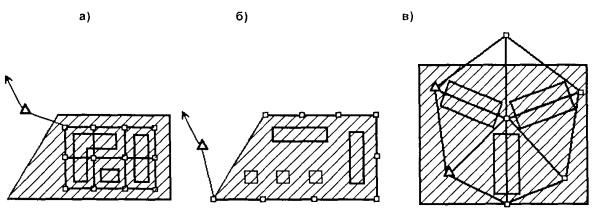
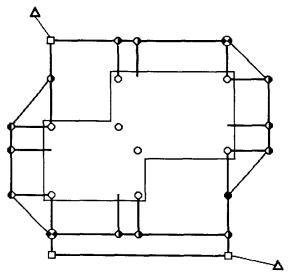
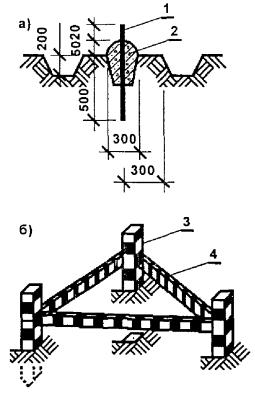
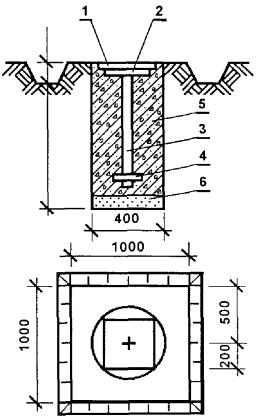
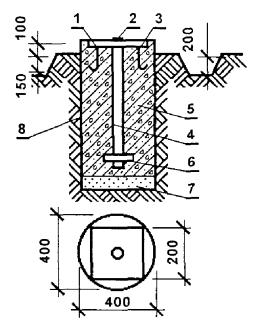
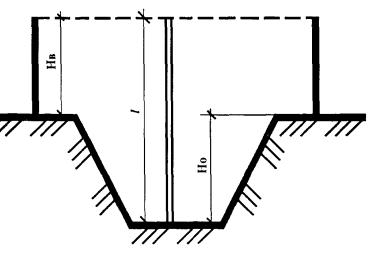
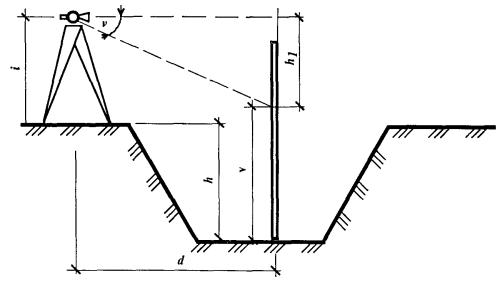
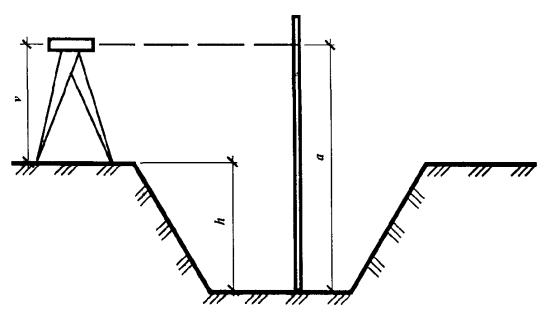
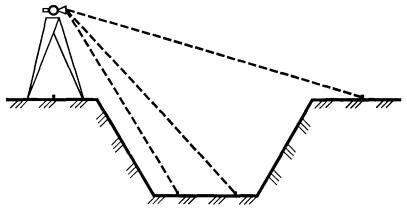
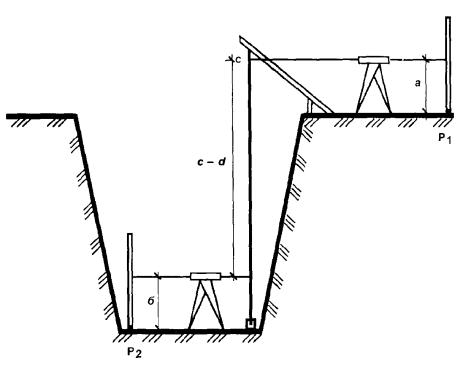










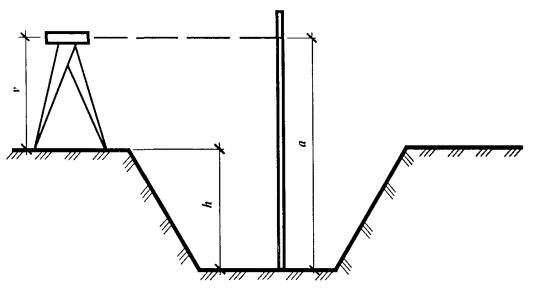
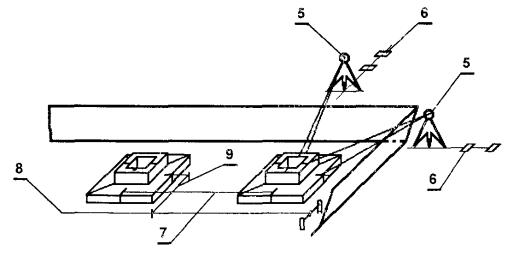
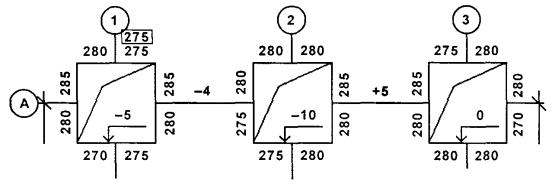
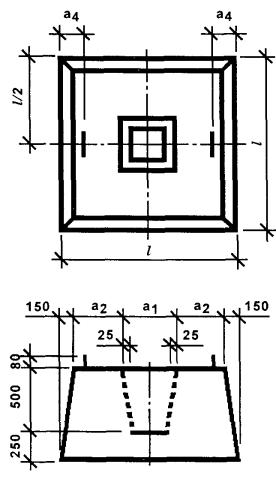
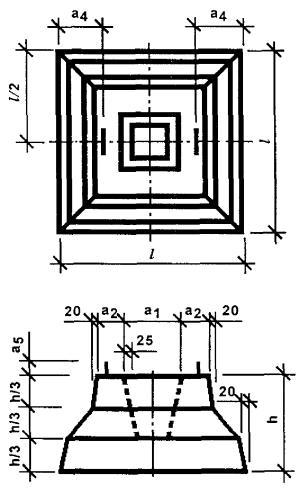
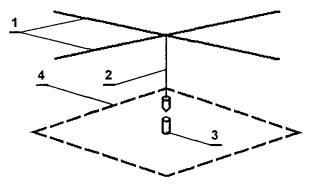
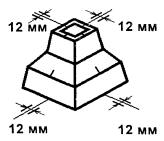
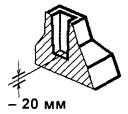
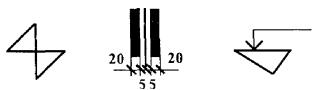
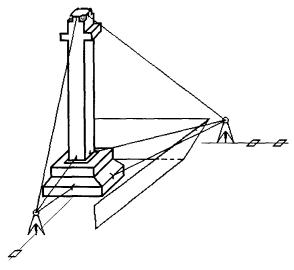
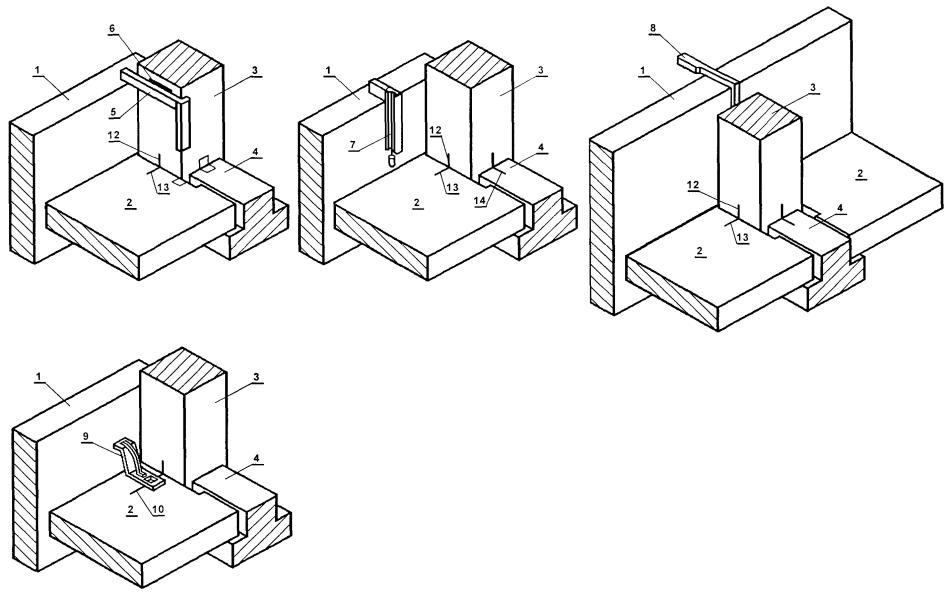
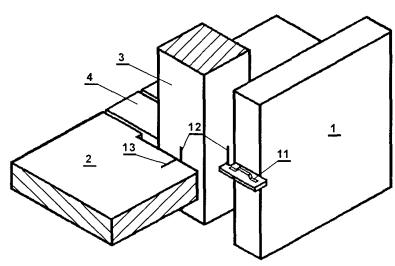
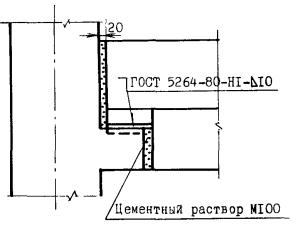
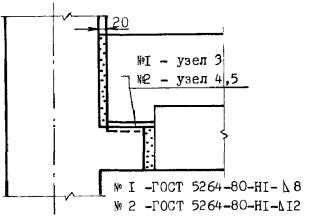
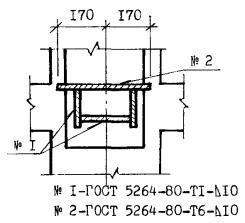
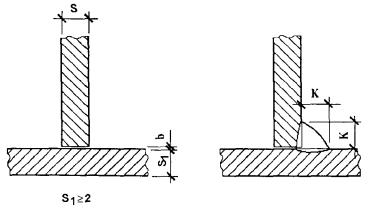
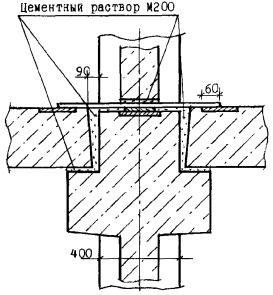
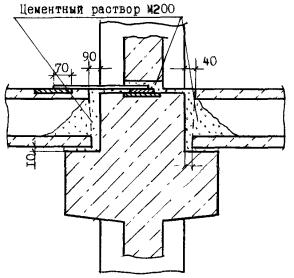
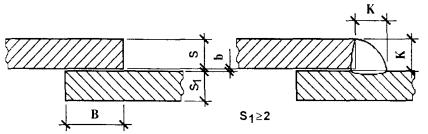
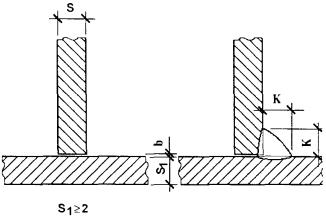
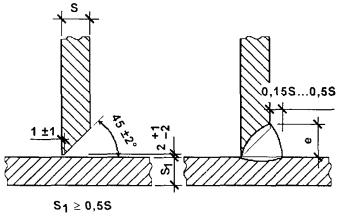
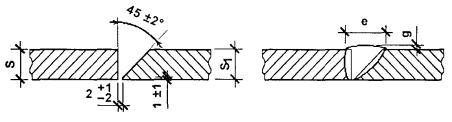

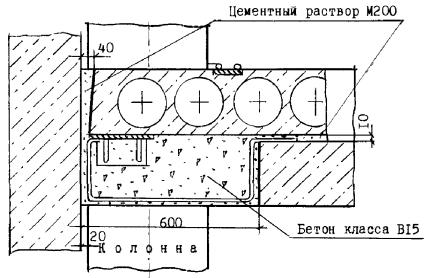
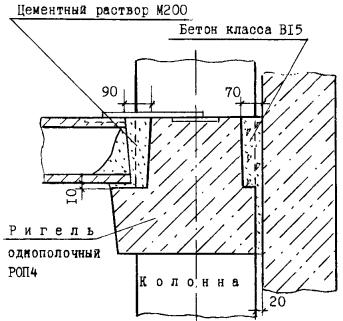
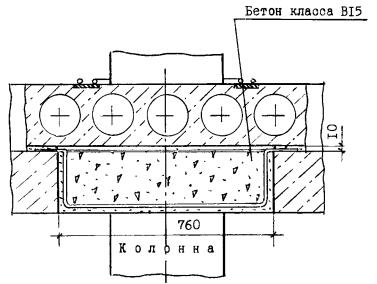
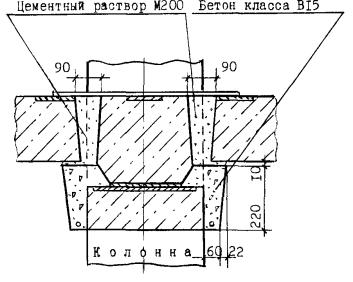
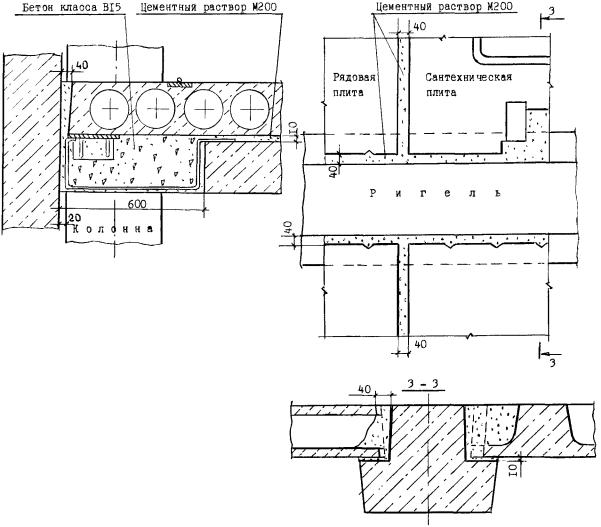
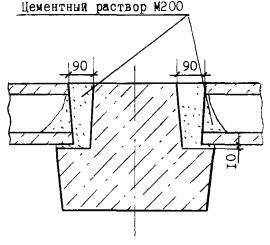
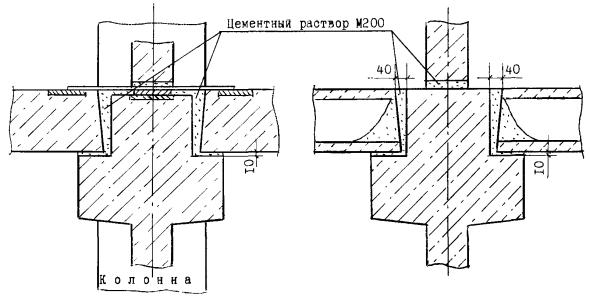
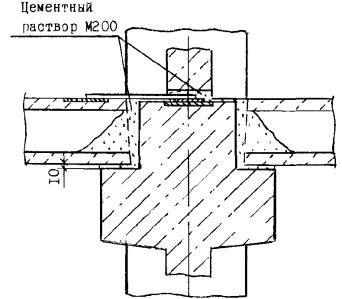
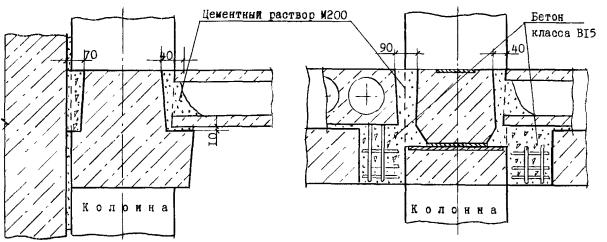

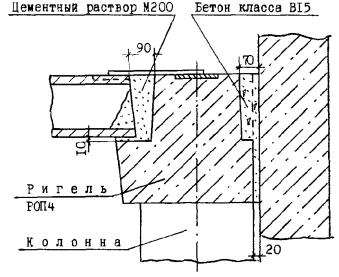
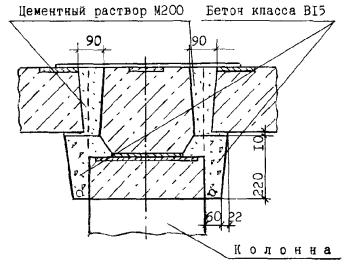
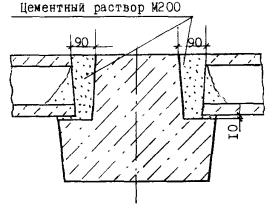
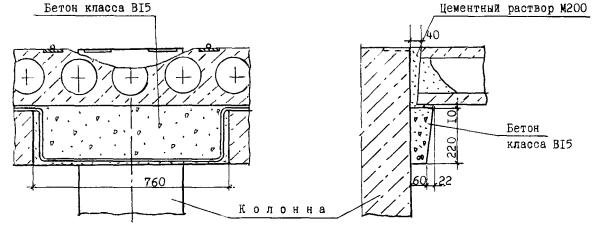
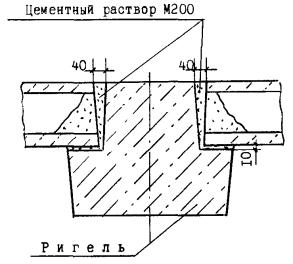
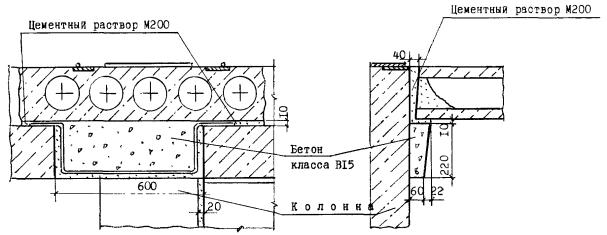
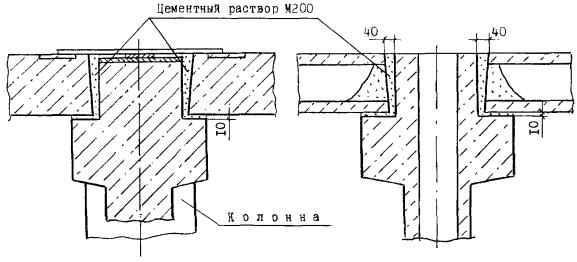
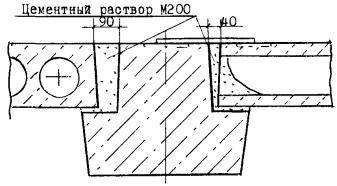
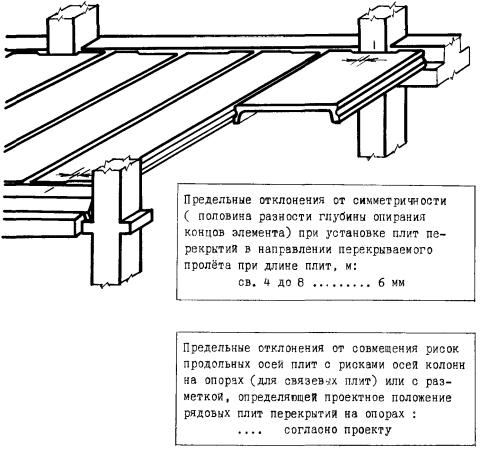
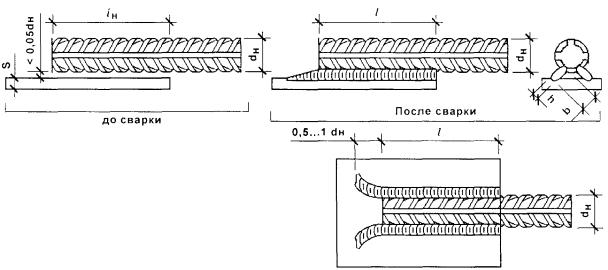
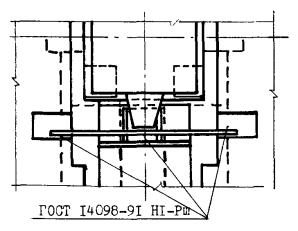
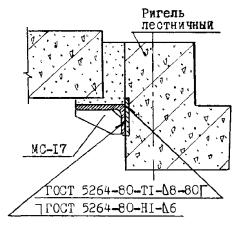
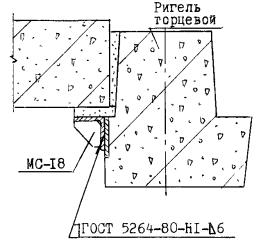
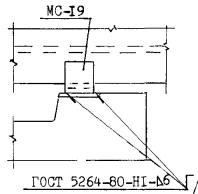
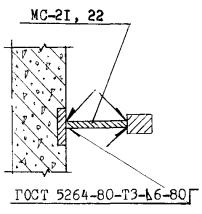
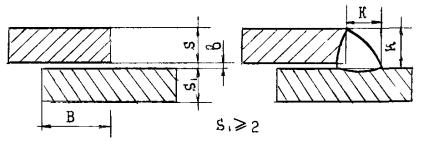


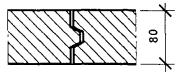
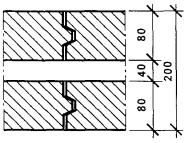
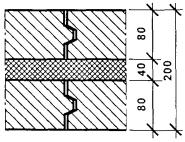
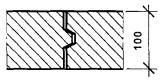
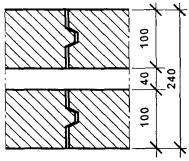
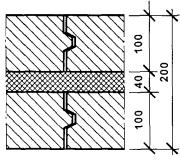
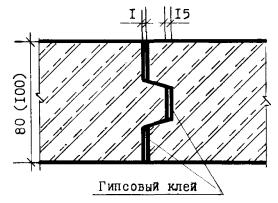


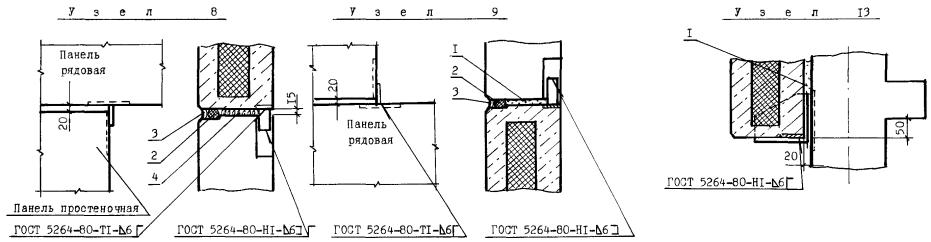
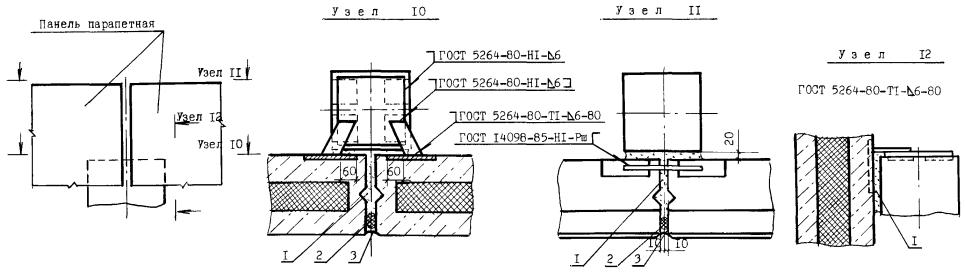
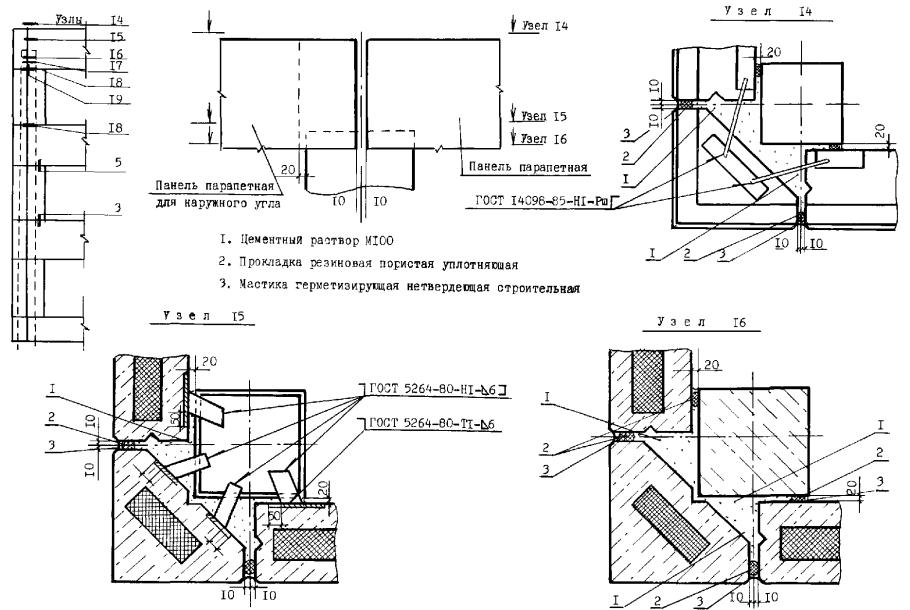


|
Эскиз |
Общая толщина перегородки, мм |
Характеристика конструкции |
|
|
75 - 136 |
Одинарный
металлический каркас с заполнением минплитой или без заполнения; шаг стоек
600, 400, 300 |
|
|
100 - 164 |
То же, с
двухслойной обшивкой ГКЛ; шаг стоек 600, 400, 300 мм |
|
|
125 - 150 |
То же, с
трехслойной обшивкой ГКЛ; шаг стоек 600, 400, 300 мм |
|
|
167,5 - 267,5 |
Двойной
металлический каркас с заполнением минплитой или без заполнения и с обшивкой
ГКЛ в два слоя; шаг стоек 600 мм, высота перегородок не более 4,5; 6,0 и 6,5
м, соответственно, при профилях 50 ´ 50; 75 ´ 50 и 100 ´ 50 |
|
|
270 - 376 |
Двойной
металлический каркас с заполнением минплитой или без заполнения и с обшивкой
ГКЛ в два слоя; шаг стоек 600 мм, высота перегородок не более 4,5; 5,5 и 6,0
м, соответственно, при профилях 50 ´ 50; 75 ´ 50 и 100 ´ 50 |
|
|
85, 92 |
Одинарный
деревянный каркас с обшивкой одним слоем ГКЛ с обеих сторон |
|
|
110, 116, 124 |
Одинарный
деревянный каркас с обшивкой двумя слоями ГКЛ с обеих сторон |

При двухслойной обшивке из ГКЛ высота
перегородок с металлическим каркасом из профилей толщиной 0,6 мм не должна
превышать:
- 4,0; 5,0 и 6,0 м для профиля сечением 50 ´ 50 при шаге стоек, соответственно, 600; 400 и
300 мм;
- 5,5; 6,5 и 7,5 м для профиля сечением 75 ´ 50 при
шаге стоек, соответственно, 600; 400 и 300 мм;
- 6,5; 7,5 и 9,0 м для профиля сечением 100 ´ 50 при
шаге стоек, соответственно, 600; 400 и 300 мм.
При трехслойной обшивке из ГКЛ высота
перегородок с металлическим каркасом из профилей толщиной 0,6 мм не должна
превышать:
- 4,5; 5,5 и 6,5 м для профиля сечением 50 ´ 50 при
шаге стоек, соответственно, 600; 400 и 300 мм;
- 6,0; 7,0 и 8,0 м для профиля сечением 75 ´ 50 при
шаге стоек, соответственно, 600; 400 и 300 мм;
- 7,0; 8,0 и 9,5 м для профиля сечением 100 ´ 50 при
шаге стоек, соответственно, 600; 400 и 300 мм.
При вертикальном (продольном) размещении
гипсокартонных листов обшивки шаг стоек каркаса не должен превышать 600 мм, а
при горизонтальном (поперечном) размещении - не более 650, 750, 900 и 1250 мм,
соответственно, при толщине листов 12,5; 15; 18 и 24 мм.
Допускается при необходимости стыковка стоек
каркаса по длине методом насадки или встык с дополнительным профилем.
При стыковании насадки длина нахлестки l должна приниматься не менее 10-кратной высоты h сечения стыкуемых профилей, а при использовании дополнительного профиля
его длина должна быть не менее 20-кратной высоты стыкуемых профилей.
При этом стыки стоек каркаса должны
располагаться со взаимным смещением (вразбежку) и условием, что в одной
плоскости стыкуется не более 20 % стоек.
Крепление направляющих металлических профилей и
деревянных брусков к полу и потолку должно быть предусмотрено с помощью
дюбелей, располагаемых с шагом не более 1000 мм. Рекомендуется принимать шаг
дюбелей в пределах 400 - 600 мм.
В целях повышения звукоизоляции перегородок от
воздушного шума между направляющими профилями каркаса, полом и потолком в
местах их сопряжения необходимо устанавливать уплотнительную ленту, а также
производить герметизацию этих мест с одной стороны перегородки.
Уплотнительную ленту следует также
устанавливать между спаренными стойками металлического каркаса, а также в
местах сопряжения каркаса со стенами и металлической дверной коробкой.
Крепление стоек металлического каркаса к направляющим
следует производить с помощью метода «просечки с отгибом» или самонарезающими
шурупами, а деревянных стоек - гвоздями или шурупами.
В перегородках с одинарной обшивкой
гипсокартонными листами в местах их поперечных стыков (по ширине листа) следует
устанавливать горизонтальные вставки из металлического профиля направляющего
или стоечного типа, закрепляемые к стойкам каркаса.
При прогибах перекрытия от временных нагрузок
более 10 мм для обеспечения независимости деформаций каркаса от перекрытия
крепление стоек к верхним направляющим рекомендуется производить метом подсечки
или со скользящей верхней направляющей.
В перегородках площадью более 50 м2
следует устраивать деформационный шов.
В местах сопряжения перегородки с колоннами и
стенами должны предусматриваться дополнительные стойки, которые при отсутствии
разности деформаций несущих конструкций следует закреплять дюбелями с шагом 600
мм.
В местах сопряжения перегородок с
коммуникационными трассами следует предусматривать установку между стойками обрамляющих
элементов из профилей ПН и ПС с закреплением их к стойкам каркаса.
В местах сопряжения перегородки с
трубопроводами водоснабжения, парового и водяного отопления следует
устанавливать гильзу из несгораемых материалов, обеспечивающую свободное перемещение
труб при изменении температуры теплоносителя.
При сопряжении перегородки огнестойкостью более
0,5 ч с трубопроводами диаметром более 60 мм следует изолировать трубопроводы
кожухом с огнестойкостью не менее 0,5 ч на длине 0,5 м от плоскости перегородки.
Гипсокартонные листы должны закрепляться к
каркасу самонарезающими шурупами, располагаемыми с шагом 250 мм вразбежку на
смежных листах на расстоянии не менее 10 мм от оклеенного картоном края листа и
не менее 15 мм от обрезанного.
В двухслойной обшивке при креплении первого
(внутреннего) листа допускается увеличить шаг между шурупами до 750 мм в
случае, если монтаж обоих слоев выполняется в один день.
При этом вертикальные стыки гипсокартонных
листов должны предусматриваться в местах расположения стоек каркаса.
Горизонтальные - вразбежку на дополнительных элементах из металлических
профилей, либо на дополнительных брусках - при деревянном каркасе. При
двухслойной обшивке дополнительные элементы допускается не устанавливать.
В конструкциях сборно-разборных перегородок
крепление гипсокартонных листов к стойкам каркаса следует производить с помощью
металлических или пластмассовых раскладок при равнозначном пределе
огнестойкости узла крепления и перегородок.
В помещениях, отделываемых керамической
плиткой, целесообразно устраивать двухслойную обшивку перегородок
гипсокартонными листами.
В помещениях складов пищевых продуктов для
защиты от грызунов рекомендуется в нижнем уровне перегородки на высоту 0,5 -
0,6 м от уровня пола устанавливать стальной лист толщиной 0,5 - 0,7 мм,
закрепляемый к стойкам каркаса, а пазухи заполнять минераловатными или
стекловатными материалами.
В зоне возможных ударных нагрузок или навески
тяжелого оборудования рекомендуется предусматривать цоколь высотой от 300 до
1800 мм из монолитного железобетона, полнотелого кирпича, металла и т.п.
При устройстве каркасно-обшивных перегородок в
помещениях, где по условиям эксплуатации регулярно производится мокрая уборка
покрытия пола, для предохранения нижней части гипсокартонных листов от увлажнения
под нижней направляющей следует устанавливать полосы из рулонного
гидроизоляционного материала, которые должны быть заведены на гипсокартонные
листы.
Для защиты наружных углов перегородок,
образованных ГКЛ, от механических повреждений следует применять стальные
угловые профили. При этом узлы сопряжения перегородок должны иметь предел
огнестойкости не ниже предела огнестойкости сопрягаемой конструкции.
В местах сопряжения торцов гипсокартонных
листов с поверхностью потолка и стен следует предусматривать применение
разделительной ленты. При отсутствии разделительной ленты допускается
применение герметика. Узлы сопряжения должны иметь предел огнестойкости не ниже
предела огнестойкости сопрягаемой конструкции.
В местах установки дверной коробки стойки металлического
каркаса перегородки должны быть усилены деревянными брусками для двери массой
до 30 кг или дополнительным металлическим профилем толщиной не менее 2 мм при
массе двери более 30 кг.
Монтаж каркасно-обшивных перегородок
Транспортировка и хранение материалов и
изделий
Металлические тонкостенные профили должны
поставляться на объекты строительства пакетами, стянутыми лентами, любым видом
транспорта при условии защиты от механических повреждений.
Пакеты с профилем должны храниться под навесом.
Поставщик профилей должен гарантировать
соответствие их нормативным документам при соблюдении потребителем условий
транспортировки и хранения. Срок хранения 12 мес. с даты изготовления.
Транспортирование ГКЛ должно выполняться
централизованно в пакетированном виде в условиях, исключающих увлажнение,
загрязнение и механическое повреждение листов. Габариты пакетов не должны
превышать по длине 4100 мм, по ширине 1300 мм, по высоте 800 мм; масса пакета
не должна быть более 3000 кг.
При транспортировке ГКЛ должны находиться в
горизонтальном положении, пакеты должны быть уложены на прокладки или поддоны.
Для предотвращения увлажнения и загрязнения ГКЛ
рекомендуется пачки (50 - 80 листов в пачке) упаковывать в водостойкие
материалы (упаковочная бумага, полиэтиленовая пленка).
Хранить ГКЛ следует в сухом закрытом помещении
при температуре окружающего воздуха не ниже + 5 °С, на расстоянии 1,6 м от
отопительных приборов. Пакеты могут быть установлены друг на друга в штабели
общей высотой не более 3,5 м.
На строительной площадке допускается
непродолжительное время (не более 6 ч) хранить ГКЛ упакованными в
водонепроницаемую бумагу или пленку (при температуре не ниже 0 °С).
Перевозить звукоизоляционные материалы можно
любыми видами транспорта при условии их защиты от увлажнения.
Хранение звукоизоляционных материалов должно
производиться в закрытых складах или под навесом в упакованном виде при условии
предохранения их от увлажнения.
Шурупы могут перевозиться любым видом
транспорта, упакованными в ящики или коробки, снабженные ярлыками.
Шурупы следует хранить под навесом.
Срок гарантии для шурупов - 18 мес. со дня
поступления их к потребителю.
Подготовительные работы
При раскрое гипсокартонных листов их резку
следует производить на ровной поверхности ножом для ГКЛ, которым подрезают картон
и часть гипсового сердечника. Для отрезания полос шириной до 120 мм может быть
использован резак для ГКЛ малый, а для полос шириной до 630 мм - резак для ГКЛ
большой.
Надрезанный лист укладывают на край стола и
надламывают надрезанный сердечник, после чего ножом для ГКЛ разрезают картон на
обратной стороне листа.
Отрезанную кромку необходимо обработать ровно,
без изломов обдирочным рубанком.
Если обрезанные кромки образуют шов, с них
следует снять фаску при помощи кромочного рубанка для возможности шпаклевания.
Чтобы выполнить швы менее заметными, не обнажая сердечник, следует удалить
картон вдоль кромки в области укладки армирующей ленты.
Круглые отверстия в гипсокартонных листах
следует выполнять специальной фрезой. Для круглых отверстий под электрические
розетки рекомендуется использовать фрезы диаметром 60, 67, 74, 72, 80 и 95 мм.
Фигурные отверстия следует вырезать
прокалывающим приспособлением или прокалывающей пилой.
Монтаж перегородок
Монтаж перегородок должен выполняться в период
отделочных работ до производства электромонтажных, санитарно-технических,
вентиляционных работ, включая трубные разводки в полах. При этом отделочные
работы, связанные с мокрыми процессами и подготовкой под полы, должны быть
закончены.
Монтаж перегородок должен осуществляться до
устройства чистого пола.
Перед монтажными работами необходимо выполнить
разметку перегородки, для чего отбойным шнуром на полу наносят положение всей
толщины перегородки. Затем с помощью магнитного отвеса разметку положения
перегородки переносят на потолок.
Рекомендуется отмечать на полу опоры, толщину и
тип гипсокартонного листа, а также дверные проемы с помощью специальных
трафаретов и пульверизатора с краской.
На направляющие профили ПН и стоечные профили,
примыкающие к стенам или к друг другу (при двойном каркасе), наклеивают
уплотнительную ленту.
В соответствии с разметкой устанавливают
направляющие профили с закреплением их к полу и потолку дюбелями, длина которых
должна быть не менее 35 мм, а затем устанавливают крайние примыкающие к стенам
стоечные профили, закрепив их дюбелями.
При криволинейном очертании перегородки перед
установкой направляющих профилей ножницами по металлу выполняют параллельные
разрезы наружной полки и спинки ПН-профиля до внутренней полки.
По отвесу устанавливают стоечные профили с
требуемым шагом и закрепляют их (если это необходимо) в направляющих с помощью
просекателя или на шурупах. При этом высота стойки должна быть меньше высоты
помещения на 10 мм, а профили, стыкуемые по высоте, должны быть соединены самонарезающими
шурупами, число которых с каждой стороны нахлестки принимается не менее трех.
Дверные коробки должны устанавливаться
одновременно с монтажом каркаса перегородок, для чего по дверной коробке
монтируют опорные стоечные профили, перемычку над проемом и промежуточные
стойки. При этом опорные стойки под дверь массой до 35 кг укрепляют вставкой
деревянных брусков или дополнительным профилем, соединенным с основным
вкладышем из того же профиля.
После устройства каркаса выполняется монтаж
электротехнической и слаботочной проводки, а также санитарно-технических
трубопроводов.
Не допускается размещать электропроводку вдоль
стоек внутри их во избежание ее повреждения острыми краями обрезанных профилей
каркаса или шурупами во время крепления гипсокартонных листов.
В местах размещения электрических и слаботочных
коробок в полости перегородки между обшивками устанавливают экран из
гипсокартонных листов размером 600 ´ 600 мм, закрепляя его к поперечному элементу
каркаса на шурупах.
При необходимости устанавливают закладные
детали, металлические траверсы и рамы для навески стационарного оборудования
массой до 150 кг, закрепляя их к стойкам каркаса на винтах.
Перед монтажом гипсокартонных листов в местах
примыкания их кромок к поверхности потолка и стены, выполненных из другого
материала, должна быть наклеена разделительная лента.
Установку обшивки из гипсокартонных листов
производят сначала с одной стороны, затем закрепляют звукоизоляционный
материал, а затем выполняют обшивку с другой стороны перегородки.
Монтаж гипсокартонных листов должен вестись в
направлении со стороны стенки стоечных профилей каркаса.
При двухслойной обшивке рекомендуется второй
слой устанавливать в тот же день, что позволит увеличить шаг между шурупами
первого слоя до 750 мм.
При монтаже гипсокартонные листы плотно
подгоняют друг к другу и потолку, закрепляют к каркасу самонарезающими
шурупами, установку которых следует вести от угла гипсокартонного листа в двух
взаимно-перпендикулярных направлениях или от середины его к краям.
Самонарезающие шурупы следует устанавливать с отступлением от края облицованной
картоном кромки не менее 10 мм и от края необлицованной кромки не менее чем на
15 мм.
В местах примыкания гипсокартонных листов
обшивки к полу между кромкой листа и поверхностью пола следует оставлять зазор
в 10 - 20 мм с последующей заделкой его герметиком.
Самонарезающие шурупы должны входить в
гипсокартонный лист под прямым углом и проникать в полку профиля на глубину не
менее 10 мм. Головки винтов должны быть утоплены в поверхность гипсокартонного
листа на глубину около 1 мм, углубления над головками винтов должны быть
обязательно зашпаклеваны.
Правильное крепление ГКЛ к стойке
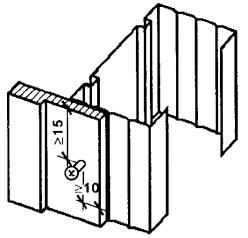
Правильная установка винта
Правильное крепление ГКЛ к стойке
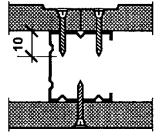
Деформированные или ошибочно установленные
шурупы должны быть удалены и заменены новыми с размещением их на расстоянии 50
мм от предыдущих.
Звукоизоляционный материал устанавливают между
стойками каркаса и фиксируют с помощью вкладышей, после чего производят монтаж
и закрепление обшивки из гипсокартонных листов с другой стороны перегородки в
соответствии с указаниями, изложенными выше.
На внешних углах перегородки для их защиты от
механических повреждений устанавливают перфорированные металлические угловые
профили, вдавливая их в предварительно нанесенный слой шпаклевки.
В целях повышения производительности труда
рекомендуется использовать механическую фиксацию уголков без предварительного
нанесения шпаклевки с помощью специального приспособления.
Обработка швов между гипсокартонными листами
должна производиться при стабильной температуре и влажности воздуха в
помещении, соответствующих режиму эксплуатации. При этом температура воздуха в
помещении должна быть не ниже 10 °С.
На стык гипсокартонных листов, образованный
утоненными кромками типа УК, шпателем наносят слой шпаклевки, выравнивают
уложенную массу, снимая излишки, после чего сразу укладывают армирующую ленту,
плотно вдавливая ее в слой шпаклевки, и накрывают ее тонким слоем шпаклевки.
После высыхания армированного слоя широким шпателем (200 - 300 мм) наносят
накрывочный выравнивающий слой шпаклевки. Заделку швов первого слоя в
двухслойной обшивке допускается производить без армирующей ленты.
На стык гипсокартонных листов, образованный
утоненными кромками типа ПЛУК, шпателем наносят сначала один слой шпаклевки, а
после высыхания его накрывают выравнивающим слоем.
При формировании шва между листами с кромками
ПЛУК без армирующей ленты следует использовать шпаклевку «Унифлот».
В обоих случаях шпаклевочная масса первого и
второго слоя не должна оседать, выступая из шва.
Стыки, образованные листами с обрезанными
кромками с фаской, зашпаклевывают аналогично стыкам, образованным утоненными
кромками типа УК.
При необходимости выполнить выступающие швы
менее заметными на них наносят шпаклевку широким слоем, выравнивая поверхность
шва с поверхностью гипсокартонного листа.
Для повышения качества поверхности
рекомендуется покрывать ее полностью тонким слоем шпаклевки «Финиш-паста» или
«Борд-финиш».
Внутренние углы следует шпаклевать с
применением армирующей ленты, согнутой под заданный угол.
Отделка поверхностей перегородок
До начала отделки поверхностей ограждающих
конструкций из гипсокартонных листов должны быть закончены
строительно-монтажные работы, в том числе отделочные, связанные с мокрыми
процессами (штукатурные, устройство цементных стяжек и т.п.).
Температурно-влажностный режим в помещении при
производстве отделочных работ должен соответствовать требованиям п. 3.1 СНиП 3.04.01
(монтажно-отделочные работы должны выполняться при температуре окружающего
воздуха не ниже 10 °С и влажности воздуха не более 70 %. Такую температуру в
помещении необходимо поддерживать круглосуточно, не менее чем за 2 сут до
начала и 12 сут после окончания работ).
После шпаклевания поверхность необходимо
обработать с помощью затирки и удалить пыль.
В целях нормализации абсорбции влаги картоном и
шпаклевкой поверхность обшивки должна быть обработана грунтовкой «Тифенгрунд»
фирмы СП «ТИГИ КНАУФ» ОАО, которую наносят только кистью или специальной
щеткой. Не допускается наносить ее валиком или краскопультом.
После промежуточной окраски, выявляющей
различные оттенки поверхности из-за наличия на ней пятен и т.п., производится
окончательная окраска поверхности обшивки красками, в качестве которых
рекомендуется использовать масляные, водоэмульсионные, смоляные,
полиуретановые, эпоксидные окрасочные составы с содержанием
пластификаторов-полимеров и др. Не рекомендуется использовать для этих целей
краски на кремниевой основе и побелки.
При повышенных требованиях к качеству отделки
следует выполнить окончательную подготовку поверхности обшивки с помощью
шпаклевки «Финиш-паста» или «Борд-Финиш». При этом под окраску должна быть
обработана вся поверхность, на которую будет наноситься окрасочный состав.
Поверхность обшивки из ГКЛ при отделке обоями
должна быть предварительно обработана грунтовкой, которая наносится щеткой или
кистью. Оклейка обоями должна производиться по хорошо высохшему грунтовочному
слою.
При облицовке обшивки из ГКЛ плиткой
предъявляются повышенные требования к ровности поверхности и прочности обшивки.
При обшивке ГКЛ толщиной 12,5 мм в один слой шаг стоек каркаса не должен
превышать 400 мм.
Шпаклевание и окончательная отделка должны быть
ограничены только областью швов, а вся облицовываемая плиткой поверхность
обшивки из ГКЛ предварительно обрабатывается грунтовкой «Тифенгрунд», которую
следует наносить только щеткой или кистью. Нанесение ее распылением или валиком
не допускается. Особое внимание должно быть уделено тщательности огрунтования
обрезанных краев ГКЛ и мест пропуска труб, отверстия под которые должны быть
выполнены с припуском в 10 мм и загерметизированы силиконовыми составами. В
качестве последних рекомендуется применять герметик «Бау-Силикон», а во влажных
местах «Санитэр-Силикон» фирмы СП «ТИГИ КНАУФ» ОАО, клей-герметик
кремнийорганический «Эластосил» 137-81 (ТУ 6-02-1-362-84).
Поверхности обшивки из гипсокартонных листов,
которые подвержены непосредственному воздействию воды (в душе, ванне, у
раковины), должны быть покрыты гидроизоляционным составом «Флэхендихт» фирмы СП
«ТИГИ КНАУФ» ОАО, который наносится кистью или валиком. Предварительно в углах
дополнительно приклеивается уплотнительная лента «Флэхендихтбанд» фирмы СП
«ТИГИ КНАУФ» ОАО.
Облицовку обшивки из гипсокартонных листов
плиткой рекомендуется производить с помощью клея для облицовочной плитки и
природного камня (ТУ 5745-012-04001508-97), который наносят зубчатым шпателем
горизонтальными рядами.
Заделку швов между плитками рекомендуется
выполнять заполнителем швов «Фугенбунд» или «Фугенбрайт» фирмы СП «ТИГИ КНАУФ»
ОАО, а внутренние углы между стенами и полом, стеной и ванной или умывальником
должны быть заделаны герметизирующим составом «Санитэр-Силикон».
Ремонт ограждающих конструкций с применением
гипсокартонных листов
При повреждении гипсокартонных листов в
процессе эксплуатации ограждающих конструкций в результате механических
воздействий, протечек и т.п. их следует отремонтировать без разборки
конструкций, предварительно установив и устранив причину возникновения
повреждений.
При попадании воды в полости между обшивками
гипсокартонных листов необходимо произвести слив стоячей воды, для чего в
обшивке подвесного потолка или внизу перегородки сначала проделывают шилом
контрольные отверстия, а затем при необходимости слива воды прорезают
отверстие.
При ремонте следует использовать тот же тип
гипсокартонного листа, что и восстанавливаемый.
При ремонте повреждений лицевого слоя ГКЛ
устанавливают дополнительные крепежные элементы (шурупы) около поврежденного
участка, удаляют крепеж на поврежденном участке, после чего универсальным ножом
обрезают и удаляют все неплотно прилегающие и поврежденные части картона и
гипса, а затем шпателем наносят тонкий слой шпаклевки, который зачищают шкуркой
через 24 ч или протирают влажной губкой.
При необходимости может быть нанесен второй
слой шпаклевки.
При заделке малых отверстий в гипсокартонных
листах сначала вырезают из картона трафарет размером, несколько большим
заделываемого отверстия. Затем в восстанавливаемом листе вырезают по этому
трафарету отверстие, а из нового куска ГКЛ вырезают заплату. Вырезая заплату,
оставляют по ее краю полосу лицевого картона шириной 5 см.
На края подготовленной заплаты, а также вокруг
вырезанного отверстия и во внутрь отверстия наносят тонкий слой шпаклевки,
после чего заплату вставляют в отверстие, погружая ее в шпаклевку.
Если заплата погружается вровень с поверхностью
восстанавливаемого листа, то шпаклевку разравнивают и через 24 ч выполняют
зачистку шкуркой или протирку влажной губкой для удаления пятен шпаклевки.
При необходимости в той же последовательности
могут быть нанесены второй и третий слои шпаклевки.
При заделке больших отверстий с внутренней
стороны восстанавливаемого листа с помощью шурупов крепят полоски фанеры
шириной 2,5 - 7,5 см и длиной, примерно на 15 см превышающей размер
заделываемого отверстия. Вставляемая в отверстие заплата опирается на эти
полоски фанеры и крепится к ним с помощью шурупов.
После проверки ровности установленной заплаты с
поверхностью восстанавливаемого ГКЛ на ремонтируемый участок шпателем наносят
тонкий слой шпаклевки. В этот слой шпаклевки по стыку заплаты укладывают
армирующую ленту, вдавливая ее в слой шпаклевки. Затем поверх первого слоя
шпаклевки наносят тонкий накрывочный слой шпаклевки, который после 24 ч
зачищают шкуркой или протирают влажной губкой для удаления пятен от шпаклевки.
Для устранения пузырей на стыках ГКЛ их
надрезают в ленте с помощью универсального ножа, а мелкие пузыри ликвидируют,
отрезая и удаляя образующую их ленту, после чего наполняют пузырь шпаклевкой,
погружают участки ленты, образующие пузырь, в шпаклевку с помощью шпателя и
разравнивают ее. Через 24 ч поверхность зачищают шкуркой или протирают влажной
губкой для удаления пятен от шпаклевки.
При замене крепежа, надавливая на
гипсокартонный лист, вворачивают один винт на расстоянии 50 мм от выпадающего
винта, который вытаскивают. Затем удаляют отслоившуюся старую шпаклевку и на
восстанавливаемый участок носят новую шпаклевку.
Заделка трещин выполняется на внутренних углах,
на ленте, наложенной на стык, и на угловой защитной накладке.
При заделке трещин на внутренних углах наносят
шпателем тонкий слой шпаклевки по обе стороны угла, после чего, перегнув ленту
вдоль ее продольной оси симметрии, накладывают ее симметрично на угол и слегка
вдавливают в шпаклевку. Затем с помощью шпателя для внутренних углов ленту
вдавливают в шпаклевку, начиная от середины трещины к ее концам. После
разравнивания шпаклевки она твердеет 24 часа, затем ее зачищают шкуркой или
протирают влажной губкой.
При заделке трещин на ленте, наложенной на
стык, с поврежденного участка сперва удаляют некоторое количество старой
шпаклевки, потом наносят шпателем тонкий слой новой шпаклевки и вдавливают им
ленту для заделки стыков в шпаклевку. Все последующие операции неоднократно
описаны выше.
При заделке трещин на угловой защитной накладке
сперва очищают от старой шпаклевки отверстия в ней, предварительно укрепив ее
винтами с шагом 150 мм, а затем на трещину шпателем наносят тонкий слой новой
шпаклевки.
Заделку выступов на стыках гипсокартонных
листов выполняют путем зачистки их (без повреждения ГКЛ и ленты) под уровень с
поверхностью ГКЛ с последующим нанесением тонкого слоя новой шпаклевки и
разравниванием ее.
Серия 1.031.9-2.00
КОМПЛЕКТНЫЕ СИСТЕМЫ КНАУФ
Перегородки поэлементной сборки из гипсокартонных листов на металлическом и
деревянном каркасах для жилых, общественных и производственных зданий
Комплектная система КНАУФ для сухого способа
отделки помещений включает в себя основные материалы: гипсокартонные листы,
металлические профили или деревянные бруски; дополнительные материалы -
шпаклевочные смеси, армирующие ленты, грунтовки, шурупы и т.п., а также
инструмент и техническую информацию о конструкциях и способах производства.
Данная серия содержит общие указания по подбору
типа и конструкции перегородок из гипсокартонных листов на металлическом и
деревянном каркасах, а также рабочие чертежи узлов перегородок.
В приложении к серии приведены сведения о типах
и характеристиках применяемых элементов и материалов КНАУФ.
Сборные гипсокартонные перегородки системы
КНАУФ применяются как внутренние ограждающие конструкции помещений с сухим,
нормальным и влажным режимом; с высотами помещений 2,7 м ... 9 м; с
неагрессивной средой.
Перегородки и узлы, разработанные в данной
серии, предназначены для применения в жилых, общественных и производственных
зданиях:
- любых конструктивных систем и типов;
- любого уровня ответственности, включая
повышенный;
- любой степени огнестойкости, включая 1-ую
степень;
- различной этажности, с высотой зданий не
более 60 м;
- возводимых в ветровых районах до V-го включительно;
- возводимых в любых районах страны вне
зависимости от инженерно-геологических условий строительства, в том числе и в
сейсмических районах.
Конструкция перегородок состоит из
металлического или деревянного каркаса, обшитого гипсокартонными листами.
Каркас состоит из верхних и нижних направляющих
и стоек. Крепление направляющих металлических профилей и деревянных брусков
каркасов к полу и потолку, а также стоек, примыкающих к стенам или колоннам,
следует устраивать с помощью дюбелей, располагаемых с шагом не более 1000 мм,
но не менее 3-х креплений на один профиль (брусок). В перегородке С118 шаг
крепления направляющего профиля к полу и потолку составляет 500 мм, а стоечного
профиля к ограждающим конструкциям - 1000 мм, но не менее 3-х креплений на один
профиль.
Стоечные профили каркаса устанавливаются между
верхней и нижней направляющими с шагом 600 мм (300, 400 мм - в необходимых
случаях).
В стенках стоечных профилей предусмотрено
устройство отверстий для пропуска инженерных коммуникаций.
Профили выпускаются различных размеров,
рассчитанных на разные высоты перегородок. Соединение профилей шарнирное:
стоечные профили плотно входят в направляющий профиль и закрепляются методом
«просечки с отгибом».
Принятые решения по креплению профилей
обеспечивают независимую работу каркаса перегородок и несущих конструкций
здания.
Для повышения звукоизоляционных характеристик
пространство между стоечными профилями перегородки заполняется изоляционным
материалом. Вертикальные стыки ГКЛ располагаются только на стоечных профилях.
Стыки гипсокартонных листов с утоненными
кромками зашпаклевываются при помощи шпаклевочной смеси «Фюгенфюллер» и
армируются лентой. Окончательная отделка производится «Финиш-пастой» (по
желанию).
Стыки гипсокартонных листов с утоненными
полукруглыми кромками зашпаклевываются с помощью шпаклевочной смеси «Унифлот»
без применения армирующей ленты. Окончательная отделка производится
«Финиш-пастой».
В перегородках длиной свыше 15 метров
необходимо устраивать вертикальные температурные (деформационные) швы.
Выбор перегородок должен производиться в
зависимости от функционального их назначения, высоты и требований по
звукоизоляции ограждающих конструкций.
Типы
перегородок
|
Шифр |
Эскиз |
Характеристика конструкции |
|
С111 |
|
Одинарный металлический каркас, обшитый одним слоем ГКЛ с
обеих сторон; высота перегородки 2,7... 7,8 м, толщина - 75 ... 136 мм |
|
С112 |
|
Одинарный металлический каркас, обшитый двумя слоями ГКЛ
с обеих сторон; высота перегородки 3,3 ... 9,0 м, толщина - 100 ... 164 мм |
|
С113 |
|
Одинарный металлический каркас, обшитый тремя слоями ГКЛ
с обеих сторон; высота перегородки 4,8 ... 7,8 м, толщина - 125 ... 150 мм |
|
С115.1 |
|
Двойной металлический каркас, обшитый двумя слоями ГКЛ с
обеих сторон; высота перегородки 4,2 ... 9,0 м, толщина - 155 ... 255 мм |
|
С115.2 |
|
Двойной металлический каркас, обшитый двумя слоями ГКЛ с
обеих сторон, один лист в середине перегородки; высота перегородки 4,2 ...
9,0 м, толщина - 167,5 ... 267,5 |
|
С116 |
|
Двойной металлический каркас с пространством для пропуска коммуникаций, обшитый двумя слоями ГКЛ с обеих сторон; высота
перегородки 4,8 ... 9,0 м, толщина - 270 ... 376 мм |
|
С118 |
|
Одинарный металлический каркас, обшитый тремя слоями ГКЛ
с обеих сторон с листами оцинкованной стали толщиной 0,5 мм между ними;
высота перегородки £ 9,0 м, толщина - 127 мм. Назначение - защита помещения
от проникновения |
|
С121 |
|
Одинарный деревянный каркас, обшитый одним слоем
гипсокартонных листов с обеих сторон; высота перегородки 2,7 и 3,0 м, толщина
- 85 и 92 мм, шаг стоек 600 мм, сечение направляющего бруса 60 ´ 40 мм |
|
С122 |
|
Одинарный деревянный каркас, обшитый двумя слоями
гипсокартонных листов с обеих сторон; высота перегородки 3,0 ... 4,2 м,
толщина - 110 ... 132 мм, шаг стоек 600 мм, сечение направляющего бруса 60 ´ 40 мм |
Функциональное назначение перегородок и нормы
их звукоизоляции по СНиП II-12-77
«Защита от шума», а также технические характеристики перегородок представлены в
нижеприведенных таблицах.
Нормы
звукоизоляции ограждающих конструкций
(СНиП II-12-77 «Защита от шума»)
|
№ |
Наименование и расположение ограждающей
конструкции |
Индекс изоляции воздушного шума, дБ |
|
ЖИЛЫЕ ЗДАНИЯ |
||
|
1 |
Стены и
перегородки между квартирами |
50 |
|
2 |
Стены и
перегородки между помещениями квартиры и лестничными клетками, холлами,
коридорами, вестибюлями |
50 |
|
3 |
Стены
между помещениями квартиры и магазинами |
55 |
|
4 |
Перегородки
без дверей между комнатами, между кухней и комнатой в квартире |
41 |
|
5 |
Перегородки
между комнатами и санитарным узлом одной квартиры |
45 |
|
6 |
Стены и
перегородки, отделяющие помещения культурно-бытового обслуживания общежитий
друг от друга |
45 |
|
7 |
Стены и
перегородки, отделяющие помещения культурно-бытового обслуживания общежитий
от помещений общего пользования (холлы, вестибюли, лестничные клетки) |
45 |
|
ГОСТИНИЦЫ |
||
|
8 |
Стены и
перегородки между номерами: первой категории |
48 |
|
9 |
второй
категории |
45 |
|
10 |
Стены и
перегородки, отделяющие номера от помещений общего пользования (лестничные
клетки, вестибюли, холлы, буфеты): |
|
|
для номеров первой категории |
50 |
|
|
11 |
для номеров второй категории |
47 |
|
12 |
Стены и
перегородки, отделяющие номера от ресторанов, кафе, столовых, кухонь: для
номеров первой категории |
55 |
|
ЗДАНИЯ УПРАВЛЕНИЙ |
||
|
13 |
Стены и
перегородки между рабочими комнатами |
40 |
|
14 |
Стены и
перегородки, отделяющие рабочие комнаты, секретариаты от помещений общего
пользования (лестничные клетки, вестибюли, холлы) |
45 |
|
15 |
Стены и
перегородки, отделяющие рабочие комнаты, секретариаты от рабочих не
защищаемых от шума помещений |
45 |
|
16 |
Стены и
перегородки, отделяющие рабочие комнаты, секретариаты от рабочих, не
защищаемых от шума помещений и помещений общего пользования |
49 |
|
БОЛЬНИЦЫ И САНАТОРИИ |
||
|
17 |
Стены и
перегородки между палатами, кабинетами врачей |
45 |
|
18 |
Стены и
перегородки, отделяющие палаты, кабинеты от помещений общего пользования
(лестничные клетки, вестибюли, холлы) |
50 |
|
ШКОЛЫ И ДРУГИЕ УЧЕБНЫЕ ЗАВЕДЕНИЯ |
||
|
19 |
Стены и
перегородки между классными помещениями, учебными кабинетами и аудиториями |
45 |
|
20 |
Стены и
перегородки, отделяющие классные помещения, учебные кабинеты и аудитории от
помещений общего пользования (лестничные клетки, вестибюли, холлы, рекреации) |
45 |
|
21 |
Стены и
перегородки между музыкальными классами средних учебных заведений |
55 |
|
22 |
Стены и
перегородки, отделяющие музыкальные классы средних учебных заведений от
помещений общего пользования (лестничные клетки, вестибюли, холлы, рекреации) |
55 |
|
ДЕТСКИЕ ЯСЛИ-САДЫ |
||
|
23 |
Стены и
перегородки между групповыми комнатами, спальнями и между другими детскими
комнатами |
45 |
|
24 |
Стены и
перегородки, отделяющие групповые комнаты, спальни от кухонь |
49 |
|
ВСПОМОГАТЕЛЬНЫЕ ЗДАНИЯ И ПОМЕЩЕНИЯ ПРОМЫШЛЕННЫХ
ПРЕДПРИЯТИЙ |
||
|
25 |
Стены и
перегородки между рабочими комнатами управлений и конструкторских бюро,
кабинетами, помещениями общественных организаций |
40 |
|
26 |
Стены и
перегородки между помещениями для отдыха, учебных занятий, здравпунктами,
отделяющие эти помещения от рабочих комнат управлений и конструкторских бюро,
кабинетов, помещений общественных организаций |
45 |
|
27 |
Стены и
перегородки, отделяющие помещения для отдыха, учебных занятий, здравпункты,
рабочие комнаты управлений и конструкторских бюро, кабинеты, помещения
общественных организаций от помещений общего пользования (вестибюли, гардеробные,
лестничные клетки) |
45 |
|
28 |
Стены и
перегородки между помещениями лабораторий, залами для собраний, столовыми и
отделяющие эти помещения от помещений для отдыха, учебных занятий,
здравпунктов, рабочих комнат управлений и конструкторских бюро, кабинетов,
помещений общественных организаций |
49 |
|
ЗДАНИЯ КУЛЬТУРНО-ПРОСВЕТИТЕЛЬНЫХ И ЗРЕЛИЩНЫХ УЧРЕЖДЕНИЙ |
||
|
29 |
Стены и
перегородки, отделяющие зрительный зал от помещений общего пользования
(вестибюли, гардероб) |
45 |
|
30 |
Стены и
перегородки, отделяющие мастерские от помещений административного и
обслуживающего персонала |
49 |
|
31 |
Стены и
перегородки, отделяющие зрительные залы и фойе от помещений административного
и обслуживающего персонала |
55 |
|
32 |
Стены и
перегородки между зрительными залами |
55 |
Технические
характеристики перегородок из гипсокартонных листов на металлическом каркасе
|
Тип перегородок |
Эскиз |
Максимальная высота перегородки, мм |
Толщина перегородки, D, мм |
Толщина одного слоя обшивки, d, мм |
Шаг стоечных профилей, а |
Тип элементов каркаса |
Индекс изоляции воздушного шума, дБ |
Характеристики тепло-звукоизоляционного слоя |
Область применения (номер перегородки по
предыдущей таблице |
|
|||
|
Тип направляющего профиля, мм |
Тип стоечного профиля |
Высота полки профиля, мм |
|||||||||||
|
Плотность, кг/м3 |
Толщина, мм |
|
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
С111 |
|
2,7 |
75 |
12,5 |
600 |
ПН50 |
ПС50 |
50 |
41 |
40 |
40 |
4, 13, 25 |
|
|
3,0 |
86 |
18 |
600 |
ПН50 |
ПС50 |
50 |
45 |
51, 6, 9, 142,
15, 17, 19, 23, 26 |
|
||||
|
3,9 |
90 |
12,5 |
600 |
ПН65 |
ПС65 |
65 |
41 |
4, 13, 25 |
|
||||
|
3,9 |
93 |
14 |
600 |
ПН65 |
ПС65 |
65 |
45 |
70 |
60 |
51, 6, 9, 142,
15, 17, 19, 23, 26 |
|
||
|
4,2 |
101 |
18 |
600 |
ПН65 |
ПС65 |
65 |
45 |
40 |
40 |
|
|||
|
103 |
14 |
600 |
ПН75 |
ПС75 |
75 |
45 |
|
||||||
|
100 |
12,5 |
600 |
ПН75 |
ПС75 |
75 |
41 |
4, 13, 25 |
|
|||||
|
4,5 |
107 |
16 |
600 |
ПН75 |
ПС75 |
75 |
45 |
51, 6, 9, 142,
15, 17, 19, 23, 26 |
|
||||
|
4,8 |
125 |
12,5 |
600 |
ПН100 |
ПС100 |
100 |
45 |
60 |
|
||||
|
128 |
14 |
600 |
ПН100 |
ПС100 |
100 |
46 |
|
||||||
|
6,0 |
100 |
12,5 |
400 |
ПН75 |
ПС75 |
75 |
41 |
40 |
4, 13, 25 |
|
|||
|
103 |
14 |
400 |
ПН75 |
ПС75 |
75 |
45 |
51, 6, 9, 142,
15, 17, 19, 23, 26 |
|
|||||
|
7,8 |
125 |
12,5 |
300 |
ПН100 |
ПС100 |
100 |
45 |
60 |
|
||||
|
128 |
14 |
300 |
ПН100 |
ПС100 |
100 |
46 |
|
||||||
|
136 |
18 |
300 |
ПН100 |
ПС100 |
100 |
48 |
8, 11 |
|
|||||
|
С112 |
|
3,3 |
100 |
2 × 12,5 |
600 |
ПН50 |
ПС50 |
50 |
48 |
40 |
40 |
72, 8, 11, 142,
202, 272 |
|
|
3,9 |
106 |
2 × 14 |
600 |
ПН50 |
ПС50 |
50 |
49 |
162, 24, 28 |
|
||||
|
4,2 |
114 |
2 × 16 |
600 |
ПН50 |
ПС50 |
50 |
49 |
|
|||||
|
4,5 |
115 |
2 × 12,5 |
600 |
ПН65 |
ПС65 |
65 |
49 |
40 |
60 |
|
|||
|
122 |
2 × 18 |
600 |
ПН50 |
ПС50 |
50 |
50 |
40 |
40 |
1, 22, 102, 182 |
|
|||
|
4,8 |
121 |
2 × 14 |
600 |
ПН65 |
ПС65 |
65 |
50 |
|
|||||
|
6 |
147 |
2 × 18 |
600 |
ПН75 |
ПС75 |
75 |
50 |
|
|||||
|
164 |
2 × 16 |
600 |
ПН100 |
ПС100 |
100 |
50 |
60 |
|
|||||
|
7,2 |
139 |
2 × 16 |
400 |
ПН75 |
ПС75 |
75 |
50 |
40 |
|||||
|
156 |
2 × 14 |
400 |
ПН100 |
ПС100 |
100 |
50 |
60 |
|
|||||
|
9 |
147 |
2 × 18 |
300 |
ПН75 |
ПС75 |
75 |
50 |
40 |
|
||||
|
164 |
2 × 16 |
300 |
ПН100 |
ПС100 |
100 |
50 |
60 |
|
|||||
|
С113 |
|
4,8 |
125 |
3 × 12,5 |
600 |
ПН50 |
ПС50 |
50 |
50 |
40 |
40 |
Перегородка с повышенной огнестойкостью |
|
|
6,0 |
150 |
3 × 12,5 |
600 |
ПН75 |
ПС75 |
75 |
51 |
|
|||||
|
6,9 |
150 |
3 × 12,5 |
400 |
ПН75 |
ПС75 |
75 |
51 |
|
|||||
|
7,8 |
150 |
3 × 12,5 |
300 |
ПН75 |
ПС75 |
75 |
51 |
||||||
|
С115.1 |
|
4,2 |
155 |
2 × 12,5 |
600 |
ПН50 |
ПС50 |
50 |
51 |
40 |
60 |
1, 22, 102, 182 |
|
|
4,5 |
161 |
2 × 14 |
600 |
ПН50 |
ПС50 |
50 |
52 |
40 |
2 × 40 |
|
|||
|
4,8 |
169 |
2 × 16 |
600 |
ПН50 |
ПС50 |
50 |
52 |
|
|||||
|
6,0 |
207 |
2 × 18 |
600 |
ПН65 |
ПС65 |
65 |
52 |
|
|||||
|
211 |
2 × 14 |
600 |
ПН75 |
ПС75 |
75 |
52 |
|
||||||
|
7,2 |
255 |
2 × 12,5 |
600 |
ПН100 |
ПС100 |
100 |
55 |
40 |
100 |
3, 12, 21, 222 |
|
||
|
9,0 |
255 |
2 × 12,5 |
400 |
ПН100 |
ПС100 |
100 |
55 |
||||||
|
С115.2 |
|
4,2 |
167,5 |
2 × 12,5 |
600 |
ПН50 |
ПС50 |
50 |
51 |
40 |
2 × 40 |
1, 22, 102, 182 |
|
|
4,5 |
175 |
2 × 14 |
600 |
ПН50 |
ПС50 |
50 |
52 |
40 |
2 × 40 |
|
|||
|
4,8 |
185 |
2 × 16 |
600 |
ПН50 |
ПС50 |
50 |
52 |
|
|||||
|
6,0 |
225 |
2 × 18 |
600 |
ПН65 |
ПС65 |
65 |
52 |
||||||
|
225 |
2 × 14 |
600 |
ПН75 |
ПС75 |
75 |
52 |
|
||||||
|
7,2 |
267,5 |
2 × 12,5 |
600 |
ПН100 |
ПС100 |
100 |
55 |
40 |
2 × 50 |
|
|
||
|
9,0 |
267,5 |
2 × 12,5 |
400 |
ПН100 |
ПС100 |
100 |
55 |
||||||
|
С116 |
|
4,8 |
270 |
2 × 12,5 |
600 |
ПН50 |
ПС50 |
50 |
49 |
40 |
40 |
Перегородка для проводки коммуникаций |
|
|
6,0 |
306 |
2 × 14 |
600 |
ПН65 |
ПС65 |
65 |
52 |
|
|||||
|
7,2 |
326 |
2 × 14 |
600 |
ПН75 |
ПС75 |
75 |
52 |
|
|||||
|
9,0 |
376 |
2 × 14 |
600 |
ПН100 |
ПС100 |
100 |
52 |
||||||
|
С118 |
|
£ 9,0 |
127 |
3 × 12,5 |
300 |
ПН50 |
ПС50 |
50 |
50 |
40 |
40 |
Перегородка - «Защита от проникновения» |
|
|
1 - Обшивка из ГКЛВ, 2 - обшивка из ГКЛО |
|
||||||||||||
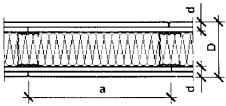
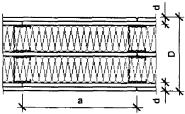
Технические
характеристики перегородок из гипсокартонных листов на деревянном каркасе
|
Тип перегородок |
Эскиз |
Максимальная высота перегородки, мм |
Толщина перегородки, D, мм |
Толщина одного слоя обшивки, d, мм |
Шаг стоечных профилей, а |
Сечение элементов деревянного каркаса |
Индекс изоляции воздушного шума, дБ |
Характеристики тепло-звукоизоляционного слоя |
Область применения (номер перегородки по
предыдущей таблице |
|
||
|
Направляющего бруса |
Стоечного бруса |
|||||||||||
|
Плотность, кг/м3 |
Толщина, мм |
|
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
С121 |
|
2,7 |
85 |
12,5 |
600 |
60 ´ 40 |
60 ´ 40 |
41 |
40 |
40 |
4, 13, 25 |
|
|
3,0 |
92 |
16 |
600 |
45 |
70 |
60 |
51, 6, 9, 142, 15, 17, 19, 23, 26 |
|||||
|
С122 |
|
3,0 |
110 |
2 ´ 12,5 |
600 |
60 ´ 40 |
60 ´ 50 |
49 |
40 |
60 |
162, 24, 28 |
|
|
3,6 |
116 |
2 ´ 14 |
600 |
50 |
40 |
40 |
1, 22, 102, 18 |
|
||||
|
3,9 |
124 |
2 ´ 16 |
600 |
|
||||||||
|
4,2 |
132 |
2 ´ 18 |
600 |
51 |
|
|||||||
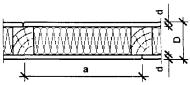
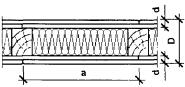
Монтаж перегородок следует выполнять в период
отделочных работ (в зимнее время при подключенном отоплении), до устройства
чистых полов, когда все «мокрые» процессы закончены и выполнены разводки
электротехнических и сантехнических систем, в условиях сухого и нормального
влажностного режимов. При этом температура в помещении не должна быть ниже 10
°С.
Монтаж осуществляется в следующей
последовательности.
Выполняется разметка проектного положения
перегородки на полу с помощью шнуроотбойного приспособления (разметку
производить согласно проекту). Для быстрой и безошибочной установки перегородки
рекомендуется отмечать на полу места расположения стоечных профилей, дверных
проемов, толщину и тип гипсокартонных листов. Разметка больших помещений
производится с помощью лазерной установки.
Разметка переносится с помощью отвеса на стены
и потолок.
На направляющие профили ПН и стоечные профили
ПС, примыкающие к стенам или друг к другу (при двойном каркасе), наклеивается
уплотнительная лента.
В соответствии с разметкой направляющие профили
устанавливаются и закрепляются к полу и потолку дюбелями с требуемым шагом.
В направляющие профили строго по отвесу с
проектным шагом, соответствующим типу конструкции перегородки, устанавливаются
стоечные профили. Соединение профилей друг с другом осуществляется с помощью
просекателя методом «просечки с отгибом» или посредством шурупов LN9 (только в крайних случаях на время монтажа).
Высота стоечных профилей в помещении должна быть меньше высоты помещения на 10
мм в обычных условиях и на 20 мм в условиях сейсмики.
Деревянные стойки устанавливаются
непосредственно на горизонтальные направляющие с соответствующим шагом и
крепятся винтами или гвоздями.
Стойки каркаса, примыкающие к стенам или
колоннам, крепятся дюбелями с требуемым шагом.
Дверные коробки устанавливаются одновременно с
монтажом каркаса в следующей последовательности:
- по обе стороны дверной коробки монтируют
опорные стоечные профили, усиленные профилем или деревянным бруском, перемычку
над проемом и промежуточные стойки;
- выполняют установку дверных коробок;
- в зависимости от конструкции дверной коробки
и рекомендуемого способа ее установки крепят коробку к стойкам;
- монтируют перемычку над проемом из
направляющего профиля и закрепляют ее шурупами;
- устанавливают промежуточные стойки над
дверной коробкой.
Через отверстия в стенках стоек пропускается
электрическая и слаботочная проводка. Кабели размещаются перпендикулярно
стойкам и пропускаются через подготовленные отверстия таким образом, чтобы
избежать повреждения острыми краями обрезанной стали каркаса или шурупами во
время крепления ГКЛ. Не допускается проводка кабелей внутри вдоль стоечных
профилей каркаса.
Устанавливаются и закрепляются к стоечным
профилям каркаса закладные детали для крепления стационарного навесного
оборудования и элементов интерьера.
В местах сопряжения перегородок с
коммуникационными трассами между стойками устанавливаются обрамляющие профили
из горизонтальных ПН-профилей, закрепленных к ПС-профилям каркаса.
При групповой прокладке трубопроводов
допускается устройство общего обрамления.
При необходимости пропуска инженерных
коммуникаций больших размеров допускается срезка вертикальных стоек с
установкой по краям отверстия дополнительных стоечных профилей каркаса на всю
высоту перегородки. В местах пересечения перегородок трубопроводами парового,
водяного отопления и водоснабжения необходимо установить гильзы.
Устанавливаются и закрепляются с одной стороны
каркаса гипсокартонные листы. Гипсокартонные листы располагаются вертикально,
подгоняются друг к другу и привинчиваются к каркасу шурупами, при этом не
должна допускаться их деформация. Торцевые стыки должны быть смещены по
вертикали не менее чем на 400 мм. При двухслойной обшивке торцевые стыки листов
первого слоя должны быть также смещены относительно стыков листов второго слоя
не менее чем на 400 мм.
Крепежные работы необходимо вести от угла в
двух взаимно перпендикулярных направлениях. Листы крепятся к каркасу шурупами,
располагаемыми с шагом не более 250 мм. Шурупы должны отстоять от края листа на
расстоянии 15 мм. Смещение шурупов по вертикали на двух смежных листах должно
быть не менее 10 мм. В двухслойной обшивке при креплении листов первого слоя
шаг шурупов допускается увеличивать в 3 раза (750 мм). В конструкциях
перегородок с трехслойной обшивкой шаг шурупов должен составлять: для первого
слоя - 750 мм, для второго - 500 мм, для третьего - 250 мм. Шурупы должны
располагаться на расстоянии 25 см друг от друга.
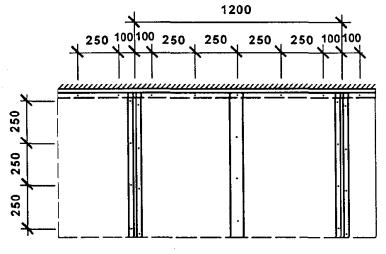
Крепежные шурупы должны входить в ГКЛ под
прямым углом и проникать в металлический профиль каркаса на глубину не менее 10
мм, а в деревянный каркас - на глубину не менее 20 мм. Головки шурупов должны
быть утоплены в ГКЛ на глубину около 1 мм с целью их последующей шпаклевки.
Правильная установка винта
Стыковку листов ГКЛ следует производить только
на стойках каркаса. Монтаж листов следует производить в одном направлении с
открытой частью профиля, что обеспечит установку шурупов в первую очередь ближе
к стенке, и при креплении соседнего листа ввинчиваемый шуруп не будет отгибать
внутрь полку профиля.
Картон в местах закручивания шурупов не должен
быть растрепан.
Деформированные или неправильно закрученные
шурупы должны быть удалены, заменены новыми, которые необходимо расположить на
расстоянии не менее 50 мм от предыдущего места крепления.
Правильное крепление ГКЛ к стойке
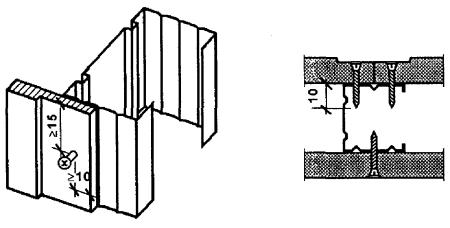
После окончания монтажа ГКЛ с одной стороны
перегородки следует произвести укладку в пространство между стоечными профилями
изоляционных материалов, предусмотренных проектом.
Далее следует установить и закрепить
гипсокартонные листы с другой стороны каркаса. При двухслойной обшивке все
продольные и поперечные стыки ГКЛ второго слоя следует выполнять со смещением
относительно стыков листов первого слоя не менее чем на 400 мм. Шов
гипсокартонных листов не должен располагаться на стойках, к которым прикрепляется
дверная коробка. Место их соединения всегда должно находиться на промежуточной
стойке, устанавливаемой над горизонтальной перемычкой из профиля.
По завершении монтажа ГКЛ на них
устанавливаются электрические коробки, розетки и выключатели.
Швы между ГКЛ должны быть заделаны, поверхность
ГКЛ должна быть огрунтована под декоративную отделку.
Обработка швов и поверхностей должна начинаться
тогда, когда в помещении установится заданный температурно-влажностный режим.
Температура в помещении должна быть не ниже 10 °С и должна сохраняться
стабильной в течении двух дней после обработки. Резкий нагрев и охлаждение
помещения, сквозняки во время обработки швов и после недопустимы.
До обработки швов необходимо проверить
надежность крепления гипсокартонных листов. Выступающие головки винтов
необходимо довернуть.
До шпаклевки с торцевых кромок ГКЛ, не
оклеенных картоном, при помощи кромочного рубанка должна быть снята фаска под
определенным углом (22,5 или 45°). Край обрезанного картона с лицевой стороны
перед шпаклеванием должен быть обработан наждачной бумагой. Со швов должна быть
удалена пыль, и весь стык между листами ГКЛ должен быть зашпаклеван.
Стык может быть зашпаклеван:
- с помощью армирующей ленты и шпаклевочной
смеси «Фугенфюллер»;
- с помощью шпаклевочной смеси «Унифлот».
При обработке стыков гипсокартонных листов с
утоненными (УК) и полукруглыми утоненными (ПЛУК) кромками шпаклевочной смесью
«Фугенфюллер» применяется армирующая лента. Для обработки стыков ГКЛВ
применяется шпаклевочная смесь «Фугенфюллер Гидро».
Применяется сетчатая или перфорированная
стеклотканевая армирующая лента или лента из высококачественной бумаги.
Стыки ГКЛ, образованные обрезанными продольными
или торцевыми (не оклеенными картоном) кромками, могут также заделываться при
помощи шпаклевочной смеси «Фугенфюллер». Для этого необходимо с помощью
кромочного рубанка снять фаску под углом 45° на 1/3 толщины листа, после чего
зашпаклевать с использованием армирующей ленты.
При двухслойной обшивке стыки листов первого
слоя шпаклюются без армирующей ленты.
Последовательность действий при обработке шва:
- нанесение первого слоя шпаклевки;
- укладка на слой шпаклевки ленты для швов
посредством вдавливания шпателем;
- нанесение выравнивающего слоя шпаклевки на
затвердевший и сухой первый слой.
Места установки крепежных элементов необходимо
также шпаклевать. После высыхания обнаруженные неровности удалить при помощи
шлифовального приспособления.
Обработка стыков гипсокартонных листов с
полукруглыми (ПЛК) и полукруглыми утоненными (ПЛУК) кромками с помощью
шпаклевочной смеси «Унифлот» производится без применения армирующей ленты.
Шпаклевочная смесь «Унифлот» обладает более
высокими прочностными показателями, что обеспечивает более надежную заделку
шва.
Стыки ГКЛ, образованные обрезанными продольными
или торцевыми (не оклеенных картоном) кромками, могут также заделываться при
помощи шпаклевочной смеси «Унифлот». Для этого необходимо с помощью кромочного
рубанка снять фаску под углом 22,5° на 2/3 толщины листа, после чего
зашпаклевать без использования армирующей ленты за два раза.
Последовательность действий при обработке шва:
- заполнить швы, вдавливая материал шпателем;
- после небольшой выдержки, (примерно через 30
минут) снять излишки материала в местах появления утолщений;
- возможные незначительные неровности слегка
зашлифовать.
Места установки крепежных элементов необходимо
также шпаклевать. После высыхания обнаруженные неровности удалить при помощи
шлифовального приспособления.
Внешние углы перегородок должны защищаться от
повреждении при помощи металлического перфорированного профиля из оцинкованной
стали (ПУ 31 × 31 × 0,4), алюминизированной ленты типа «Алюкс»,
алюминиевых защитных профилей размером 25 × 15 × 0,5 и 23 ×
15 × 0,5 мм. Профиль ПУ 31 ´ 31 ´ 0,4 крепится на угол ГКЛ при помощи
приспособления для установки угловых профилей и киянки, а затем шпаклюется.
Алюминизированные ленты и алюминиевые профили 25 × 15 × 0,5 и 23
× 15 × 0,5 мм вдавливаются в предварительно нанесенную на угол
шпаклевочную смесь и выравниваются по вертикали. После этого наносится
выравнивающий слой шпаклевки.
Стыки перегородок с другими строительными
конструкциями (например, с несущими стенами, потолками, колоннами) должны
отделяться друг от друга на участке примыкания. Для этого рекомендуется
применение самоклеющейся разделительной ленты. Разделительные ленты
прикрепляются к примыкающим строительным элементам перед обшивкой стен. После
шпаклевки зазоров, остающихся между обшивкой и разделительной лентой, излишки
ленты срезаются.
Внутренние углы, образованные при сопряжении
перегородок между собой, заделываются с применением угловой армирующей ленты.
Для окончательной высококачественной подготовки
поверхности применяется шпаклевочная смесь «Финиш-паста», которая представляет
собой хорошо шлифуемый после высыхания материал. Состав «Финиш-паста 30»
поставляется в ведрах в готовом для применения виде. Его наносят на поверхность
тонким слоем после высыхания составов «Фугенфюллер» или «Унифлот».
«Финиш-пасту» рекомендуется использовать для
подготовки поверхностей под высококачественную покраску.
Полученная после обработки швов и углов
поверхность перегородок на основе ГКЛ пригодна для любой отделки (окраски,
оклейки обоями, декоративной штукатурки, облицовки керамической плиткой).
Поверхность ГКЛ под окраску должна быть
особенно ровной. Окончательная подготовка поверхности производится при помощи
шпаклевки «Финиш-паста», которая наносится широким шпателем тонким слоем на швы
ГКЛ. После высыхания шпаклевки всю поверхность необходимо зашлифовать.
С целью размывки старой краски и предохранения
картона от набухания при новой покраске, а также улучшения адгезии необходимо
нанести на поверхность перегородки грунтовочное покрытие. Для этого применяется
грунтовка «Тифенгрунд». Она наносится на поверхность с помощью кисти или щетки.
Полное высыхание грунтовочного покрытия происходит в течении 3-х часов.
Поверхность перегородки на основе ГКЛ
рекомендуется окрашивать вододисперсионными красками. Не допускается нанесение
известковых красок и красок на жидком стекле. Краска наносится, как правило, не
разбавленной при помощи валика, кисти или компрессора. Окрашивание считается
правильным, если на окрашенной поверхности не будут различимы стыки
гипсокартонных листов.
При отделке поверхностей перегородок на основе
ГКЛ могут применяться обои различных видов. Перед оклейкой всю поверхность
необходимо обработать грунтовкой «Тифенгрунд». К склеиванию обоев можно
приступать только после полного высыхания грунтовочного покрытия (около 3-х
часов).
Облицовка ГКЛ плиткой предполагает наличие
ровной поверхности и устойчивой, жесткой конструкции. В местах облицовки
перегородок обязательна установка стоечных профилей каркаса через 400 мм.
Плитка обычно кладется в помещениях с
повышенной влажностью (ванная, туалет, кухня и т.п.). В этих помещениях обязательно
применение ГКЛВ.
Поверхности перегородок, которые будут
находится под непосредственным воздействием влаги (в душевой, ванной, у
раковины), должны быть покрыты гидроизоляционным составом «Флэхендихт».
Нанесение осуществляется валиком и кистью. После высыхания нанесенного слоя
гидроизоляции, углы дополнительно проклеиваются гидроизоляционной
уплотнительной лентой «Флэхендихтбанд».
Если непосредственного воздействия влаги нет,
то гидроизоляцию делать необязательно. В этом случае всю поверхность перегородки
необходимо прогрунтовать. Для этого хорошо подходит грунтовка «Тифенгрунд»,
которая хорошо совместима с клеем для керамической плитки. Грунтование
производится щеткой или кистью. Особенно тщательно необходимо обрабатывать
гидроизоляционным составом «Флэхендихт» стыки обрезанных краев ГКЛ и места, в
которых проходят трубы. Отверстия для труб должны быть выполнены с припуском в
1 см по диаметру трубы и герметизироваться силиконовым герметиком.
После высыхания слоя гидроизоляции или
грунтовочного покрытия зубчатым шпателем в горизонтальном направлении наносится
клей для керамической плитки «Флизенклебер» или «Флексклебер», на который
укладывается плитка. Для заделки швов между плиткой рекомендуется использовать
заполнитель швов «Фугенбунд».
Внутренние углы облицовки стен плиткой, углы
между стенами и полом, стеной и ванной или умывальником и другие
герметизируются составом с устойчивой эластичностью, например, силиконовым
герметиком «Санитэр-Силикон».
Смонтированные конструкции перегородок следует
принимать с оформлением соответствующих актов на скрытые работы (монтаж
каркаса, прокладка силовой и слаботочной проводки, укладка звукоизоляционного
слоя, заделка стыков ГКЛ и т.д.).
Следует проверить отсутствие трещин, надрывов
картона, отбитость углов, их устойчивость. Головки винтов должны быть утоплены
в листы на глубину около 1 мм.
Перепады между смежными листами не должны
превышать 0,5 мм, зазор между смежными листами должен быть не более 1 мм.
Поверхность смонтированной перегородки из ГКЛ должна быть ровной, гладкой без
загрязнений и масляных пятен.
Следует проверить установку и закрепление
накладных защитных элементов на всех внешних углах и открытых торцах, проверить
герметизацию всех узлов сопряжения перегородок со строительными конструкциями
(шпаклевка должна быть уложена без разрывов по всему контуру сопряжения на всю
глубину стыка).
Требования к готовым
отделочным покрытиям (из гипсокартонных листов) согласно СНиП 3.04.01-87 приведены в
нижеследующей таблице.
|
Технические требования |
Предельные отклонения |
Контроль |
|
Поверхность
из ГКЛ должна иметь отклонения и неровности, не превышающие показатели для
высококачественной штукатурки: |
|
|
|
отклонения по вертикали не должны превышать 1 мм на 1 м |
не более 5 мм на всю высоту помещения |
Измерительный,
не менее 5 измерений на 50 - 70 м2 поверхности покрытия или на
площади отдельных участков, выявленных сплошным визуальным осмотром;
регистрация - в журнале работ; акт приемки |
|
отклонения по горизонтали не должны превышать 1 мм на 1 м |
- |
|
|
неровности поверхностей плавного очертания (на 4 м2)
не должны превышать 2 мм, глубиной (высотой) до 2 мм |
- |
|
|
отклонения оконных и дверных откосов, пилястр и т.п. от
вертикали и горизонтали не должны превышать 1 мм на 1 м |
не более 3 мм на всю высоту |
|
|
отклонения радиуса криволинейных поверхностей,
проверяемых лекалом от проектной величины (на весь элемент) не должны
превышать 5 мм |
- |
|
|
Покрытия
из ГКЛ не должны быть не зыбкими, при легком простукивании деревянным
молотком в стыках между ГКЛ не должны появляться трещины; допускаются провесы
в стыках не более 1 мм |
- |
|
|
Заделанные
стыки между ГКЛ не должны быть заметны, а смежные листы должны находиться в
единой плоскости, на поверхности не должно быть раковин, изломов, трещин,
наплывов шпаклевочного раствора |
|
Соответствие готовых каркасно-обшивных
перегородок и отделочных покрытий требованиям проекта и нормативных документов
выявляется в процессе технического осмотра перегородок и покрытий, проведения
необходимых инструментальных измерений и лабораторных испытаний, рассмотрения
приемо-сдаточной документации, и оформляется актом приемки.
На следующих листах приведены конструктивные
решения основных узлов перегородок из гипсокартонных листов по серии
1.031.9-2.00.
узлы перегородок С111, С112, С121 и
С122
УЗЛЫ
ПЕРЕГОРОДКИ С111 ПО СЕРИИ 1.031.9-2.00
|
Вертикальный разрез перегородки |
Примыкание перегородки к стене |
Сопряжение гипсокартонных листов по вертикали |
Т-образное сопряжение перегородок
|
Узел сопряжения трех перегородок |
Узел Г |
УЗЛЫ
ПЕРЕГОРОДКИ С112 ПО СЕРИИ 1.031.9-2.00
|
Вертикальный разрез перегородки |
Примыкание перегородки к стене |
Сопряжение гипсокартонных листов по вертикали |
Т-образное сопряжение перегородок
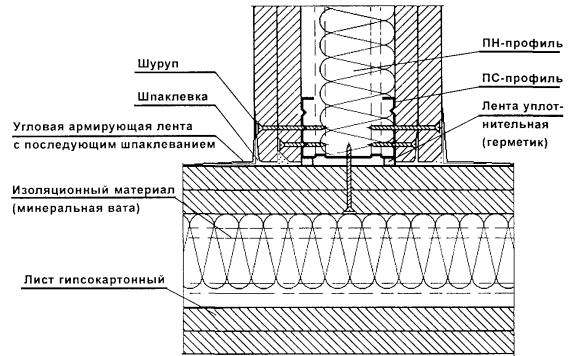
|
Узел сопряжения трех перегородок |
Узел Г |
УЗЛЫ
ПЕРЕГОРОДКИ С121 ПО СЕРИИ 1.031.9-2.00
|
Вертикальный разрез перегородки |
Примыкание перегородки к стене |
Сопряжение гипсокартонных листов по вертикали |
|
Узел сопряжения трех перегородок |
Узел Г |
УЗЛЫ
ПЕРЕГОРОДКИ С122 ПО СЕРИИ 1.031.9-2.00
|
Вертикальный разрез перегородки |
Примыкание перегородки к стене |
Сопряжение гипсокартонных листов по вертикали |
|
Узел сопряжения трех перегородок |
Узел Г |
Каркасно-обшивные перегородки с применением
гипсоволокнистых листов
(согласно СП 55-102-2001)
Каркасно-обшивные перегородки с применением
гипсоволокнистых листов могут применяться в зданиях различного назначения,
различной степени огнестойкости и класса функциональной пожарной опасности,
любой этажности и любых конструктивных схем, возводимых во всех климатических
районах страны, включая сейсмические районы и районы с другими особыми
условиями, при выполнении нормативных требований к конструкциям.
Каркасно-обшивные перегородки включают
металлический или деревянный каркас и обшивку из гипсоволокнистых листов,
прикрепленную к нему на самонарезающих винтах. Воздушная полость между
обшивками может быть заполнена тепло-звукоизоляционным материалом.
Как правило, конструкции с деревянным каркасом
целесообразно применять при небольших объемах строительных или
ремонтно-строительных работ.
Изделия и материалы, используемые для
устройства перегородок, должны удовлетворять требованиям соответствующих
стандартов или технических условий (при отсутствии стандарта), а для покупных
материалов зарубежного производства - требованиям технического свидетельства на
них. Материалы и изделия должны иметь сопутствующую документацию, включая:
сертификаты соответствия (для материалов, подлежащих обязательной
сертификации); гигиенические заключения (для материалов, включенных в
утвержденный Минздравом России перечень материалов, подлежащих гигиенической
оценке); сертификаты пожарной безопасности (для материалов с нормируемыми
пожарно-техническими характеристиками); инструкции по применению.
Конструкции каркасно-обшивных перегородок
Перегородки из гипсоволокнистых листов
рекомендуется устраивать преимущественно с металлическим каркасом, одинарным
или двойным, звукоизоляционным заполнением из минераловатных или стекловатных
плит, с одно-, двух-, трехслойной обшивкой из гипсоволокнистых плит. При
необходимости прокладки трубопроводов и т.п. коммуникаций в толще перегородки
рекомендуется использовать преимущественно негорючие материалы. При прокладке
коммуникаций внутри перегородок с горючими материалами конструкция таких
перегородок не должна уменьшать огнестойкость и увеличивать пожарную опасность
этих конструкций.
Номенклатура
каркасно-обшивных перегородок
|
Эскиз |
Общая толщина перегородки, мм |
Характеристика конструкции |
|
|
70 - 125 |
Одинарный
металлический каркас с заполнением минплитой или без заполнения; шаг стоек
600, 400, 300 |
|
|
90 - 150 |
То же, с
двухслойной обшивкой ГВЛ; шаг стоек 600, 400, 300 мм |
|
|
125 - 175 |
То же, с
трехслойной обшивкой ГВЛ; шаг стоек 600, 400, 300 мм |
|
|
145 - 255 |
Двойной металлический
каркас с заполнением минплитой или без заполнения и с обшивкой ГВЛ в два
слоя; шаг стоек 600 мм, высота перегородок не более 4,5; 6,0 и 6,5 м,
соответственно, при профилях 50 ´ 50; 75 ´ 50 и 100 ´ 50 |
|
|
270 - 376 |
Двойной
металлический каркас с заполнением минплитой или без заполнения и с обшивкой
ГВЛ в два слоя; шаг стоек 600 мм, высота перегородок не более 4,5; 6,0 и 6,5
м, соответственно, при профилях 50 ´ 50; 75 ´ 50 и 100 ´ 50 |
|
|
80, 85 |
Одинарный
деревянный каркас с обшивкой одним слоем ГВЛ с обеих сторон |
|
|
100, 110 |
Одинарный
деревянный каркас с обшивкой двумя слоями ГВЛ с обеих сторон |
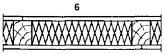
В помещениях с сухим и нормальным
температурно-влажностными режимами рекомендуется устраивать перегородки с
металлическим или деревянным каркасом и обшивкой из стандартных
гипсоволокнистых листов (ГВЛ).
В помещениях с влажным режимом эксплуатации
рекомендуется устраивать перегородки с металлическим каркасом и обшивкой из
ГВЛВ.
Противопожарные перегородки рекомендуется
устраивать с металлическим или деревянным каркасом и обшивками из
гипсоволокнистых листов без заполнения или при заполнении воздушной полости
между обшивками минераловатной теплоизоляцией, относящейся к группе негорючих
материалов или относящихся к группе горючести П по ГОСТ 30244-94.
В помещениях с нормируемым индексом изоляции
воздушного шума следует устраивать перегородки с заполнением воздушной полости
каркаса между обшивками звукоизоляционным материалом. Характеристики этого
материала должны подбираться исходя из необходимости обеспечить соответствие
расчетного значения звукоизоляции перегородок нормируемым значениям.
Рекомендуемые для применения конструктивные
решения перегородок даны в вышеприведенной таблице.
Для обеспечения требуемой устойчивости
перегородок должны быть подобраны соответствующие геометрические характеристики
сечения элементов каркаса, шаги стоек каркаса, число слоев и толщина листов
обшивок.
Высоту перегородок без обосновывающих расчетов
для вариантов конструктивных решений, представленных в вышеприведенной таблице,
допускается принимать не более указанной в нижеследующей таблице.
Максимальная
высота перегородок с обшивками из гипсоволокнистых листов
|
Стойка каркаса |
Расстояние между стойками, мм |
Максимальная высота, м, перегородок по
конструктивным схемам из вышеприведенной таблицы |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||
|
ПС 50/50 |
600 |
3,0 |
4,0 |
4,5 |
4,5 |
4,5 |
- |
- |
|
400 |
4,0 |
5,0 |
5,5 |
- |
- |
- |
- |
|
|
300 |
5,0 |
6,0 |
6,5 |
- |
- |
- |
- |
|
|
ПС 50/50 |
600 |
4,5 |
5,5 |
6,0 |
6,0 |
4,5 |
- |
- |
|
400 |
6,0 |
6,5 |
7,0 |
- |
- |
- |
- |
|
|
300 |
7,0 |
7,5 |
8,0 |
- |
- |
- |
- |
|
|
ПС 100/50 |
600 |
5,0 |
6,5 |
7,0 |
6,5 |
6,5 |
- |
- |
|
400 |
6,0 |
6,5 |
7,0 |
- |
- |
- |
- |
|
|
300 |
8,0 |
9,0 |
9,5 |
- |
- |
- |
- |
|
|
Деревянный
брус 60 ´ 50 |
600 |
- |
- |
- |
- |
- |
3,1 |
3,1 |
|
Деревянный
брус 80 ´ 50 |
600 |
- |
- |
- |
- |
- |
4,1 |
4,1 |
|
Высота перегородки конструктивной схемы 1 на стоечном
профиле ПС 50/50 при толщине гипсоволокнистого листа 10 мм составляет: при
шаге 600 мм - 2,5 м, при шаге 400 мм - 3,0 м, при шаге 300 мм - 4 м. |
||||||||
При использовании других вариантов обшивок
максимальную высоту перегородок для обеспечения их прочности при воздействии
собственного веса следует определять расчетом.
При устройстве высоких перегородок допускается
при необходимости стыковка стоек каркаса по длине методом насадки или встык с
использованием дополнительного профиля.
При стыковании методом насадки длина нахлестки
должна приниматься не менее 10-кратной высоты сечения стыкуемых профилей, а при
использовании дополнительного профиля его длина должна быть не менее 20-кратной
высоты сечения стыкуемых профилей.
Стыки профилей в стойках каркаса должны
располагаться со взаимным смещением (вразбежку). При этом в одной
горизонтальной плоскости не должно быть стыков профилей более чем в 20 % стоек.
Стыки брусков в стойках перегородок с
деревянным каркасом следует устраивать с использованием стальных накладок.
В верхнем и нижнем горизонтальных поясах
металлического и деревянного каркасов направляющие профили и бруски допускается
соединять встык без нахлестки.
Стыки пиломатериалов в верхней обвязке
деревянного каркаса перегородок должны располагаться над стойками, в нижней
обвязке - между стойками.
Длина и минимальное количество гвоздей в стыках
пиломатериалов в верхней обвязке и в стойках, а также в стыках между обвязками
и стойками должны определяться расчетом в соответствии со СНиП II-25-80.
Крепление направляющих металлических профилей и
деревянных брусков каркасов к полу и потолку, а также стоек, примыкающих к
стенам или колоннам, следует предусматривать с помощью дюбелей, располагаемых с
шагом не более 1000 мм, но не менее трех креплений на один профиль (брусок). В
перегородке с трехслойной обшивкой и слоями оцинкованной стали между слоями
обшивки шаг крепления направляющих профилей к полу и потолку должен быть не
более 500 мм.
Закрепление стоек металлического каркаса к
направляющим должно производиться с помощью просекателя методом «просечки с
отгибом», а деревянных стоек - гвоздями или винтами.
В местах горизонтальных стыков между
гипсоволокнистыми листами следует предусматривать горизонтальные вставки в
каркас из металлического профиля ПН или ПС или из деревянных брусков,
закрепляемых к стойкам каркаса, или вставку из полосы гипсоволокнистого листа
шириной около 100 мм.
В целях повышения звукоизоляции перегородок
между направляющими профилями каркаса и перекрытием (полом и потолком) следует
устанавливать уплотнительную ленту или герметик.
Уплотнительную ленту или герметик следует также
устанавливать между спаренными стойками металлического каркаса и в местах
сопряжения каркаса со стенами и колоннами.
Для обеспечения независимости деформации
каркаса перегородки от прогиба вышележащего перекрытия под действием временных
нагрузок рекомендуется применять подвижное соединение в местах примыкания
перегородки к потолку.
В перегородках длиной более 15 м необходимо
предусматривать устройство температурных (деформационных) швов, располагаемых
на расстояниях не более 15 м друг от друга и от края перегородки.
В местах сопряжения перегородок с
коммуникационными трассами между стойками каркаса следует устанавливать
обрамляющие элементы из профилей ПН и ПС с закреплением их к стойкам.
В местах пропуска трубопроводов через обшивку
из гипсоволокнистых листов следует предусматривать закрепление их через шайбы с
упругими прокладками и при обязательной герметизации мест сопряжения
трубопровода с обшивкой из гипсоволокнистых листов.
Гипсоволокнистые листы должны крепиться к
каркасу самонарезающими винтами, располагаемыми с шагом не более 250 мм. Винты
должны отстоять от края листа на расстоянии не менее 10 мм. При этом винты в
двух смежных вертикальных рядах (при креплении двух листов на одной стойке)
должны быть смещены по вертикали не менее чем на 10 мм. В двухслойной обшивке
при креплении листов первого слоя шаг винтов допускается увеличивать в 3 раза.
В конструкциях перегородок с трехслойной обшивкой шаг винтов должен составлять
не более: для первого слоя - 750 мм, для второго слоя - 500 мм, для третьего
слоя - 250 мм.
Самонарезающие винты должны входить в
гипсоволокнистый лист под прямым углом и проникать через полку профиля на
глубину не менее чем 10 мм, а в деревянный брусок каркаса - не менее чем на 20
мм. В трехслойных обшивках листы третьего слоя крепятся к листам второго слоя
винтами длиной 22 мм.
Стыки гипсоволокнистых листов с фальцевой
кромкой выполняются без зазоров, а с прямой кромкой с зазором 5 - 7 мм.
Торцевые стыки должны быть смещены по вертикали
не менее чем на 400 мм. При двухслойной обшивке торцевые стыки листов первого
слоя должны быть также смещены относительно стыков листов второго слоя не менее
чем на 400 мм.
Между обшивкой и потолком следует оставлять
зазор 5 мм, а между обшивкой и полом - 10 мм.
При облицовке гипсоволокнистых листов
керамической плиткой шаг стоек каркаса должен быть не более 400 мм.
В зоне возможных ударных нагрузок на наружных
углах, образованных гипсоволокнистыми листами, рекомендуется применять защитные
угловые профили.
В местах сопряжения гипсоволокнистых листов с
поверхностью потолка и стен рекомендуется предусматривать применение
разделительной ленты.
В местах установки дверной коробки стойки
металлического каркаса перегородки должны усиливаться при массе двери до 30 кг
деревянными брусками, а при большей массе - дополнительным профилем толщиной не
менее 2 мм.
Монтаж каркасно-обшивных перегородок
Транспортировка и хранение материалов и
изделий
Металлические тонкостенные профили должны
поставляться на объекты строительства пакетами, стянутыми лентами, любым видом
транспорта при условии защиты от механических повреждений.
Пакеты с профилем должны храниться под навесом.
Поставщик профилей должен гарантировать
соответствие их нормативным документам при соблюдении потребителем условий
транспортировки и хранения. Срок хранения 12 мес. с даты изготовления.
Транспортирование гипсоволокнистых листов
должно выполняться централизованно в пакетированном виде в условиях,
исключающих увлажнение, загрязнение и механическое повреждение листов. Габариты
пакетов не должны превышать по длине 4100 мм, по ширине 1300 мм, по высоте 1000
мм; масса пакета не должна быть более 5000 кг.
При транспортировке гипсоволокнистые листы
должны находиться в горизонтальном положении, а пакеты должны быть уложены на
поддоны или прокладки, размещенные через 0,5 м.
Для предотвращения увлажнения и загрязнения
гипсоволокнистых листов рекомендуется пачки листов (50 - 80 листов в пачке)
упаковывать в водостойкие материалы (полиэтиленовая пленка).
Хранить гипсоволокнистые листы следует в сухом
закрытом помещении при температуре окружающего воздуха не ниже + 5 °С, на
расстоянии 1,6 м от отопительных приборов. Пакеты могут быть установлены друг
на друга в штабели общей высотой не более 3,5 м.
На строительной площадке допускается
непродолжительное время (не более 6 ч) хранить гипсоволокнистые листы
упакованными в водонепроницаемую бумагу или пленку (при температуре не ниже 0
°С).
Перевозить тепло-звукоизоляционные материалы
можно любыми видами транспорта при условии их защиты от увлажнения.
Хранение тепло-звукоизоляционных материалов
должно производиться в закрытых складах или под навесом в упакованном виде при
условии предохранения их от увлажнения.
Винты могут перевозиться любым видом
транспорта, упакованными в ящики или коробки, снабженные ярлыками.
Хранить винты следует под навесом.
Монтаж перегородок
Монтаж перегородок должен выполняться в период
отделочных работ. Электромонтажные, санитарно-технические, вентиляционные
работы должны осуществляться после завершения монтажа каркаса перегородки.
До начала монтажа перегородок все строительные
работы, связанные с «мокрыми» процессами должны быть закончены.
Монтаж перегородок должен осуществляться, как
правило, до устройства чистого пола в условиях сухого или нормального
влажностного режима при температуре воздуха не ниже 10 °С.
До монтажа в соответствии с проектом необходимо
выполнить разметку мест расположения стоечных профилей (брусков) и стоек по
сторонам дверных проемов в перегородке на полу и перенести разметку на потолок.
На направляющие профили (бруски), примыкающие к
потолку и полу, и стоечные профили (бруски), примыкающие к стенам, необходимо
наклеить уплотнительную ленту или нанести герметик.
Далее в процессе монтажа каркаса перегородки в
соответствии с разметкой устанавливают направляющие профили (бруски) и крепят
их дюбелями к полу и потолку, а затем крайние, примыкающие к стенам стоечные
профили (бруски) также закрепляют дюбелями.
При криволинейном очертании перегородок перед
установкой направляющих профилей ножницами по металлу выполняют параллельные
разрезы одной полки и стенки профиля.
Стоечные профили каркаса устанавливаются в
направляющие с требуемым шагом, выравниваются по вертикали и скрепляются.
Деревянные стойки каркаса крепятся на направляющие бруски.
В перегородках с пространством для коммуникаций
одноименные стоечные профили соединяются в рамные стойки накладками из
гипсоволокнистых листов, размещаемыми по высоте с шагом 600 мм.
Дверные коробки должны устанавливаться
одновременно с монтажом каркаса перегородок. По обе стороны дверной коробки
монтируют опорные стоечные профили (усиленные профилем или деревянным бруском),
перемычку над проемом и промежуточные стойки.
В местах размещения электрических и слаботочных
коробок в полости каркаса необходимо установить экран из гипсоволокнистых
листов размером 600 ´ 600 мм, закрепив его к поперечному элементу
каркаса на винтах.
Не допускается размещать электропроводку вдоль
стоек внутри каркаса во избежание повреждения ее винтами во время крепления
гипсоволокнистых листов.
При необходимости устанавливают закладные
изделия, траверсы и рамы для навески стационарного оборудования массой до 150
кг/м перегородки, закрепляя их к стойкам каркаса на винтах.
Перед креплением гипсоволокнистых листов в
местах примыкания их кромок к поверхности потолка и стены, выполненных из
другого материала, наклеивается разделительная лента.
При монтаже перегородок сначала производят
установку гипсоволокнистых листов с одной стороны каркаса. Затем, если это
предусмотрено проектом, между стойками каркаса укладывают изоляционный
материал, который фиксируют с помощью обрезков профилей длиной не менее 200 мм
в количестве не менее двух штук на одну стойку. После этого производят
крепление гипсоволокнистых листов с другой стороны каркаса.
Монтаж гипсоволокнистых листов следует вести в
направлении от стенки профиля. Это обеспечит установку винтов в первую очередь
ближе к стенке. При креплении соседнего листа ввинчиваемый винт не будет
отгибать внутрь полку профиля.
При двухслойной обшивке второй слой
гипсоволокнистых листов следует устанавливать со смещением относительно
вертикальных стыков первого на шаг стоек каркаса.
В местах поперечных стыков предусматриваются
горизонтальные вставки из металлических профилей ПН или ПС, деревянных брусков
или делается вставка из полосы гипсоволокнистого листа шириной около 100 мм.
После крепления гипсоволокнистых листов
выполняется шпаклевание стыков листов первого и второго слоев, а также мест
установки винтов наружного слоя. Шпаклевание должно производиться при
стабильной температуре и влажности воздуха, соответствующих режиму
эксплуатации.
Перед шпаклеванием все стыки обрабатываются
грунтовкой глубокого проникновения.
Стыки листов, образованные фальцевой кромкой
(ФК), зашпаклевываются с использованием армирующей ленты, которая втапливается
в предварительно нанесенный слой шпаклевки. После твердения наносится
накрывочный слой шпатлевки.
При двухслойной обшивке стыки листов первого
слоя допускается зашпаклевывать без армирующей ленты.
Поперечные стыки гипсоволокнистых листов
заделываются без использования армирующей ленты.
На внешних углах обшивок из гипсоволокнистых
листов для защиты их от механических повреждений могут быть установлены
защитные угловые профили, которые втапливаются в предварительно нанесенный слой
шпаклевки.
После высыхания шпаклевки стыки обрабатываются
при помощи шлифовального приспособления.
Отделка поверхностей перегородок
До начала отделки поверхности обшивок из
гипсоволокнистых листов должны быть закончены строительно-монтажные работы, в
том числе отделочные, связанные с мокрыми процессами (штукатурные, устройство
цементных стяжек и т.п.).
Отделочные работы должны осуществляться при
температуре не ниже + 10 °С и относительной влажности воздуха не более 60 %.
После шпаклевания стыков и мест крепления
винтов поверхность необходимо обработать с помощью ручного шлифовального
приспособления и удалить пыль.
В целях нормализации адсорбции влаги
поверхность обшивки из гипсоволокнистых листов следует обрабатывать грунтовкой.
Поверхности конструкций, эксплуатирующихся в помещениях с влажным режимом,
обрабатываются гидроизоляционным составом (например, типа «Флехендихт»).
Поверхность обшивок из гипсоволокнистых листов пригодна
под любую отделку: окраску, оклейку обоями, облицовку керамической плиткой,
декоративное оштукатуривание.
Окрашивание рекомендуется производить
вододисперсионными красками. Не допускается нанесение известковых красок и
красок на жидком стекле. Перед высококачественной окраской необходимо финишное
шпатлевание и шлифование всей поверхности обшивки.
Облицовку плиткой рекомендуется выполнять с
помощью предназначенного для этой цели клея. Клей наносят зубчатым шпателем.
Заделку швов между плитками рекомендуется
выполнять специальными заполнителями для швов, а места сопряжения стен между
собой и стен с полом должны быть заделаны герметиками.
Ремонт ограждающих конструкций с применением
гипсокартонных листов
При повреждении обшивок из гипсоволокнистых
листов в процессе эксплуатации конструкций от механических воздействий,
протечек и т.п. прежде всего необходимо установить и устранить причину
возникновения повреждений.
При попадании воды в полости между обшивками
гипсоволокнистых листов необходимо произвести слив стоячей воды, для чего в
внизу перегородки сначала проделывают дрелью контрольные отверстия, а затем,
при необходимости слива воды, прорезают отверстие.
При ремонте обшивки следует использовать тот же
тип гипсоволокнистых листов, что и восстанавливаемый.
При заделке отверстия изготавливают трафарет из
картона или фанеры с таким расчетом, чтобы его размеры были примерно на 10 мм
меньше размеров отверстия, подлежащего заделке. По этому контуру вырезают
«вставку» из гипсоволокнистого листа.
Из гипсоволокнистого листа или фанеры вырезают
несколько полос шириной 25 - 75 мм и длиной, примерно на 15 см превышающей
размер заделываемого отверстия. Полосы накладывают на отверстие и прикрепляют
их к обратной стороне гипсоволокнистого листа с помощью нескольких винтов, а
затем в отверстие вставляют вырезанную «вставку» из гипсоволокнистого листа.
Образовавшиеся зазоры заполняются шпаклевочной смесью.
После высыхания шпаклевочной смеси производится
шлифование.
При замене винта необходимо ввернуть
дополнительный винт на расстоянии 50 мм от выпадающего, который потом удаляют
вместе с отслоившейся шпатлевкой. После этого наносится шпаклевочная смесь,
которая после высыхания шлифуется.
Приемка смонтированных конструкций с
применением гипсоволокнистых листов
Смонтированные конструкции следует принимать
поэтапно с оформлением соответствующих актов на скрытые работы (монтаж каркаса,
прокладка силовой и слаботочной проводки, укладка изоляционного материала,
заделка стыков гипсоволокнистых листов и т.д.).
При приемке работ по устройству перегородок
следует проверить отсутствие трещин, отбитых углов, устойчивость конструкций.
Головки винтов должны быть утоплены в листы на глубину около 1 мм. На
поверхности не должно быть наплывов шпатлевочного раствора.
В местах сопряжении шпатлевка должна быть
уложена без разрывов по всему контуру сопряжения на всю глубину стыка.
Обшивки гипсоволокнистых листов не должны быть
зыбкими; при легком простукивании деревянным молотком в зашпатлеванных стыках
между листами не должны появляться трещины.
Заделанные стыки между гипсоволокнистыми
листами не должны быть заметны.
Отклонения поверхности готовых перегородок от
вертикали не должны превышать 1 мм на 1 м высоты (измерение - не реже чем через
3 м длины поверхности); отклонения поверхности откосов дверных и оконных
проемов не должны превышать 5 мм на всю высоту проемов (измерение - каждый
откос); отклонение от совпадения поверхностей двух смежных листов обшивки в
стыке не должно превышать 1 мм.
На поверхности готовых перегородок допускается
не более 2 шт. неровностей плавного очертания на 4 м2 поверхности
глубиной не более 2 мм.
Серия
1.031.9-3.01
КОМПЛЕКТНЫЕ СИСТЕМЫ КНАУФ
Перегородки поэлементной сборки из гипсоволокнистых листов на металлическом и
деревянном каркасах для жилых, общественных и производственных
зданий
(ЗАО НП «Челябинский Промстройпроект»)
Система перегородок КНАУФ из гипсоволокнистых
листов включает в себя основные материалы: гипсоволокнистые листы,
металлические профили или деревянные бруски; комплектующие материалы -
шпаклевочные смеси, грунтовки, винты и т.п., а также инструмент.
Данная серия содержит общие указания по подбору
типа и конструкции перегородок из гипсокартонных листов на металлическом и
деревянном каркасах, а также рабочие чертежи узлов перегородок.
В приложении к серии приведены сведения о типах
и характеристиках применяемых элементов и материалов КНАУФ.
Системы перегородок поэлементной сборки КНАУФ
из гипсоволокнистых листов применяются как внутренние ограждающие конструкции
помещений с сухим, нормальным и влажным режимом; с неагрессивной средой.
Перегородки и узлы, разработанные в данной
серии, предназначены для применения в жилых, общественных и производственных
зданиях:
- любых конструктивных систем и типов;
- любого уровня ответственности, включая
повышенный;
- любой степени огнестойкости, включая 1-ую
степень;
- различной этажности;
- возводимых в ветровых районах до V-го включительно;
- возводимых в любых районах страны вне
зависимости от инженерно-геологических условий строительства, в том числе и в
сейсмических районах.
Перегородки поэлементной сборки представляют
каркасную конструкцию, обшитую с двух сторон гипсоволокнистыми листами.
Гипсоволокнистые листы выпускаются на ОАО
«Уралгипс КНАУФ» в соответствии с требованиями ТУ 21-31-69-89 и на ОАО
«Авангард КНАУФ» в соответствии с требованиями ТУ 5742-004-03515377-97 (с
01.07.2002 по ГОСТ Р 51829-2001).
Гипсоволокнистые листы технологичны в работе,
легко режутся, пилятся (ножом для резки гипсоволокнистого листа, ножовкой или
электролобзиком), строгаются (обдирочным рубанком).
Металлический каркас изготавливается из
оцинкованных металлических профилей, выпускаемых по ТУ 1111-004-04001508-95 и
состоит из верхних и нижних направляющих (профили ПН: ПН50/40, ПН65/40,
ПН75/40, ПН100/40) и стоек (профили ПС: ПС50/50, ПС65/50, ПС75/50 и ПС100/50).
Направляющие профили производятся с готовыми
отверстиями диаметром 8 мм в стенке, предназначенными для крепления дюбелями.
Это существенно облегчает процесс крепления профиля к несущему основанию.
Стойки и направляющие деревянного каркаса
должны изготавливаться из пиломатериалов хвойных пород не ниже 2-го сорта по ГОСТ
8486-86*. Бруски каркаса должны быть обработаны антипиренами и
антисептиками. Влажность древесины не должна превышать 12 ± 3 %.
Крепление направляющих металлических профилей и
деревянных брусков каркасов к полу и потолку, а также стоек, примыкающих к
стенам или колоннам, следует предусматривать с помощью дюбелей, располагаемых с
шагом не более 1000 мм, но не менее 3 креплений на один профиль (брусок).
Для повышения звукоизолирующей способности
перегородок необходимо применение уплотнительной ленты между направляющим профилем
каркаса и перекрытием. Уплотнительную ленту следует предусматривать и между
спаренными стойками каркаса и в местах сопряжения каркаса со стенами.
Стоечные профили каркаса необходимо
устанавливать между верхним и нижним направляющими профилями с шагом 600 мм
(400, 300 мм - в необходимых случаях).
Крепление стоечного профиля к направляющему
следует предусматривать методом «просечки с отгибом», а деревянных стоек
гвоздями и винтами.
Допускается соединение стоечных профилей по
длине методом насадки или встык с дополнительным профилем. При стыковании
методом насадки длина нахлеста должна быть не менее 10-кратной высоты сечения
стыкуемых профилей, а при использовании дополнительного профиля его длина
должна быть не менее 20-кратной высоты сечения стыкуемых профилей.
Для повышения звукоизоляционных характеристик
перегородок пространство между гипсоволокнистыми листами следует заполнять
изоляционными материалами. В качестве тепло-звукоизоляционных материалов в
системах перегородок КНАУФ следует применять минераловатные плиты по ГОСТ
9573-96, маты по ГОСТ
21880-94*, изделия по ГОСТ
10499-95.
Толщина тепло-звукоизоляционного слоя должна
быть не менее половины расстояния между внутренними поверхностями
гипсоволокнистых листов. Требуемая плотность и толщина материала определяется
исходя расчета звукоизолирующей способности перегородки и требований к пределу
огнестойкости.
Горизонтальные стыки гипсоволокнистых листов
следует располагать в разбежку.
Швы между гипсоволокнистыми листами необходимо
заделывать шпаклевочной смесью.
Температурные швы необходимо устраивать через
каждые 15 м с обязательным повторением температурных швов ограждающих
конструкций.
Выбор конструктивного решения перегородок
должен производиться в зависимости от функционального их назначения, высоты и
требований по звукоизоляции ограждающих конструкций.
Типы
перегородок
|
Шифр |
Эскиз |
Характеристика конструкции |
|
С361 |
|
Одинарный
металлический каркас, обшитый одним слоем ГВЛ с обеих сторон; высота
перегородки 2,5 ... 8,0 м, толщина - 70 ... 125 мм |
|
С362 |
|
Одинарный
металлический каркас, обшитый двумя слоями ГВЛ с обеих сторон; высота
перегородки 4,0 ... 9,0 м, толщина - 90 ... 150 мм |
|
С363 |
|
Одинарный
металлический каркас, обшитый тремя слоями ГВЛ с обеих сторон; высота
перегородки 4,5 ... 9,5 м, толщина - 125 ... 175 мм |
|
С365 |
|
Двойной
металлический каркас, обшитый двумя слоями ГВЛ с обеих сторон; высота
перегородки 4,5 ... 6,5 м, толщина - 145 ... 255 мм |
|
С366 |
|
Двойной
металлический каркас, обшитый двумя слоями ГВЛ с обеих сторон, с
пространством для пропуска коммуникаций (120 мм); высота перегородки 4,5 ...
6,5 м, толщина - 260 ... 370 мм |
|
С367 |
|
«Стена безопасности» Одинарный
металлический каркас, обшитый тремя слоями ГВЛ с обеих сторон с листами
оцинкованной стали толщиной 0,5 мм между ними; высота перегородки £ 9,0 м, толщина
- 177 мм. Назначение - защита помещения от проникновения |
|
С368 |
|
Одинарный
деревянный каркас, обшитый одним слоем гипсокартонных листов с обеих сторон;
высота перегородки 3,1 м, толщина - 80 или 85 мм, шаг стоек 600 мм, сечение
направляющего бруса 60 ´ 40 мм |
|
С369 |
|
Одинарный
деревянный каркас, обшитый двумя слоями гипсокартонных листов с обеих сторон;
высота перегородки 3,1 м, толщина - 100 или 110 мм, шаг стоек 600 мм, сечение
направляющего бруса 60 ´ 40 мм |
Функциональное назначение перегородок и нормы
их звукоизоляции по СНиП II-12-77
«Защита от шума», а также технические характеристики перегородок представлены в
нижеприведенных таблицах.
Нормы
звукоизоляции ограждающих конструкций
(СНиП II-12-77 «Защита от шума»)
|
№ |
Наименование и расположение ограждающей
конструкции |
Индекс изоляции воздушного шума, дБ |
|
ЖИЛЫЕ ЗДАНИЯ |
||
|
1 |
Стены и
перегородки между квартирами |
50 |
|
2 |
Стены и
перегородки между помещениями квартиры и лестничными клетками, холлами,
коридорами, вестибюлями |
50 |
|
3 |
Стены
между помещениями квартиры и магазинами |
55 |
|
4 |
Перегородки
без дверей между комнатами, между кухней и комнатой в квартире |
41 |
|
5 |
Перегородки
между комнатами и санитарным узлом одной квартиры |
45 |
|
6 |
Стены и
перегородки, отделяющие помещения культурно-бытового обслуживания общежитий
друг от друга |
45 |
|
7 |
Стены и
перегородки, отделяющие помещения культурно-бытового обслуживания общежитий
от помещений общего пользования (холлы, вестибюли, лестничные клетки) |
45 |
|
ГОСТИНИЦЫ |
||
|
8 |
Стены и
перегородки между номерами: первой категории |
48 |
|
9 |
второй
категории |
45 |
|
10 |
Стены и
перегородки, отделяющие номера от помещений общего пользования (лестничные
клетки, вестибюли, холлы, буфеты): |
|
|
для номеров первой категории |
50 |
|
|
11 |
для номеров второй категории |
47 |
|
12 |
Стены и
перегородки, отделяющие номера от ресторанов, кафе, столовых, кухонь: для
номеров первой категории |
55 |
|
ЗДАНИЯ УПРАВЛЕНИЙ |
||
|
13 |
Стены и
перегородки между рабочими комнатами |
40 |
|
14 |
Стены и
перегородки, отделяющие рабочие комнаты, секретариаты от помещений общего
пользования (лестничные клетки, вестибюли, холлы) |
45 |
|
15 |
Стены и
перегородки, отделяющие рабочие комнаты, секретариаты от рабочих не
защищаемых от шума помещений |
45 |
|
16 |
Стены и
перегородки, отделяющие рабочие комнаты, секретариаты от рабочих, не
защищаемых от шума помещений и помещений общего пользования |
49 |
|
БОЛЬНИЦЫ И САНАТОРИИ |
||
|
17 |
Стены и
перегородки между палатами, кабинетами врачей |
45 |
|
18 |
Стены и
перегородки, отделяющие палаты, кабинеты от помещений общего пользования
(лестничные клетки, вестибюли, холлы) |
50 |
|
ШКОЛЫ И ДРУГИЕ УЧЕБНЫЕ ЗАВЕДЕНИЯ |
||
|
19 |
Стены и
перегородки между классными помещениями, учебными кабинетами и аудиториями |
45 |
|
20 |
Стены и
перегородки, отделяющие классные помещения, учебные кабинеты и аудитории от
помещений общего пользования (лестничные клетки, вестибюли, холлы, рекреации) |
45 |
|
21 |
Стены и
перегородки между музыкальными классами средних учебных заведений |
55 |
|
22 |
Стены и
перегородки, отделяющие музыкальные классы средних учебных заведений от
помещений общего пользования (лестничные клетки, вестибюли, холлы, рекреации) |
55 |
|
ДЕТСКИЕ ЯСЛИ-САДЫ |
||
|
23 |
Стены и
перегородки между групповыми комнатами, спальнями и между другими детскими
комнатами |
45 |
|
24 |
Стены и
перегородки, отделяющие групповые комнаты, спальни от кухонь |
49 |
|
ВСПОМОГАТЕЛЬНЫЕ ЗДАНИЯ И ПОМЕЩЕНИЯ ПРОМЫШЛЕННЫХ
ПРЕДПРИЯТИЙ |
||
|
25 |
Стены и
перегородки между рабочими комнатами управлений и конструкторских бюро,
кабинетами, помещениями общественных организаций |
40 |
|
26 |
Стены и
перегородки между помещениями для отдыха, учебных занятий, здравпунктами,
отделяющие эти помещения от рабочих комнат управлений и конструкторских бюро,
кабинетов, помещений общественных организаций |
45 |
|
27 |
Стены и
перегородки, отделяющие помещения для отдыха, учебных занятий, здравпункты,
рабочие комнаты управлений и конструкторских бюро, кабинеты, помещения
общественных организаций от помещений общего пользования (вестибюли, гардеробные,
лестничные клетки) |
45 |
|
28 |
Стены и
перегородки между помещениями лабораторий, залами для собраний, столовыми и
отделяющие эти помещения от помещений для отдыха, учебных занятий,
здравпунктов, рабочих комнат управлений и конструкторских бюро, кабинетов,
помещений общественных организаций |
49 |
|
ЗДАНИЯ КУЛЬТУРНО-ПРОСВЕТИТЕЛЬНЫХ И ЗРЕЛИЩНЫХ УЧРЕЖДЕНИЙ |
||
|
29 |
Стены и
перегородки, отделяющие зрительный зал от помещений общего пользования
(вестибюли, гардероб) |
45 |
|
30 |
Стены и
перегородки, отделяющие мастерские от помещений административного и
обслуживающего персонала |
49 |
|
31 |
Стены и
перегородки, отделяющие зрительные залы и фойе от помещений административного
и обслуживающего персонала |
55 |
|
32 |
Стены и
перегородки между зрительными залами |
55 |
Технические
характеристики перегородок из гипсоволокнистых листов на металлическом каркасе
|
Тип перегородок |
Эскиз |
Максимальная высота перегородки, мм |
Толщина перегородки, D, мм |
Толщина одного слоя обшивки, d, мм |
Шаг стоечных
профилей, а |
Тип элементов каркаса |
Индекс изоляции воздушного шума, дБ |
Характеристики тепло-звукоизоляционного слоя |
Область применения (номер перегородки по
предыдущей таблице) |
|
||||
|
Тип направляющего профиля, мм |
Тип стоечного профиля |
Высота полки профиля, мм |
||||||||||||
|
Плотность, кг/м3 |
Толщина, мм |
|
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
|
С361 |
|
2,5 |
70 |
10 |
600 |
ПН50 |
ПС50 |
50 |
43 |
40 |
50 |
4, 13, 26 |
|
|
|
3,0 |
75 |
12,5 |
600 |
ПН50 |
ПС50 |
50 |
44 |
|
||||||
|
3,0 |
70 |
10 |
400 |
ПН50 |
ПС50 |
50 |
43 |
40 |
50 |
51, 6, 92, 14,
15, 18, 20, 24, 27, 29 |
|
|||
|
4,0 |
75 |
12,5 |
400 |
ПН50 |
ПС50 |
50 |
44 |
|
||||||
|
4,0 |
70 |
10 |
300 |
ПН50 |
ПС50 |
50 |
45 |
40 |
50 |
|
||||
|
5,0 |
75 |
12,5 |
300 |
ПН50 |
ПС50 |
50 |
46 |
4, 13, 26 |
|
|||||
|
4,5 |
95 |
10 |
600 |
ПН75 |
ПС75 |
75 |
45 |
40 |
50 |
51, 6, 92, 14,
15, 18, 20, 24, 27, 29 |
|
|||
|
100 |
12,5 |
600 |
ПН75 |
ПС75 |
75 |
46 |
|
|||||||
|
6,0 |
95 |
10 |
400 |
ПН75 |
ПС75 |
75 |
46 |
40 |
50 |
4, 13, 26 |
|
|||
|
100 |
12,5 |
400 |
ПН75 |
ПС75 |
75 |
47 |
51, 6, 92, 14,
15, 18, 20, 24, 27, 29 |
|
||||||
|
7,0 |
95 |
10 |
300 |
ПН75 |
ПС75 |
75 |
46 |
40 |
50 |
|
||||
|
100 |
12,5 |
300 |
ПН75 |
ПС75 |
75 |
47 |
|
|||||||
|
5,0 |
120 |
10 |
600 |
ПН100 |
ПС100 |
100 |
46 |
40 |
50 |
4, 13, 26 |
|
|||
|
125 |
12,5 |
600 |
ПН100 |
ПС100 |
100 |
47 |
51, 6, 92, 14,
15, 18, 20, 24, 27, 29 |
|
||||||
|
6,5 |
120 |
10 |
400 |
ПН100 |
ПС100 |
100 |
46 |
40 |
50 |
|
||||
|
125 |
12,5 |
400 |
ПН100 |
ПС100 |
100 |
47 |
|
|||||||
|
8,0 |
120 |
10 |
300 |
ПН100 |
ПС100 |
100 |
46 |
40 |
50 |
4, 13, 26 |
|
|||
|
125 |
12,5 |
300 |
ПН100 |
ПС100 |
100 |
47 |
8, 11 |
|
||||||
|
Примечание: Профили толщиной 0,6 мм; 1 -
обшивка из ГВЛВ |
|
|||||||||||||
|
С362 |
|
4,0 |
90 |
2 × 10 |
600 |
ПН50 |
ПС50 |
50 |
46 |
40 |
50 |
7, 82, 11, 14, 21, 28, 32 |
|
|
|
100 |
2 × 12,5 |
600 |
ПН50 |
ПС50 |
50 |
47 |
|
|||||||
|
5,0 |
90 |
2 × 10 |
400 |
ПН50 |
ПС50 |
50 |
46 |
40 |
50 |
|
|
|||
|
100 |
2 × 12,5 |
400 |
ПН50 |
ПС50 |
50 |
47 |
|
|||||||
|
6,0 |
90 |
2 × 10 |
300 |
ПН50 |
ПС50 |
50 |
46 |
40 |
50 |
|||||
|
10, 19 |
||||||||||||||
|
110 |
2 × 12,5 |
300 |
ПН50 |
ПС50 |
50 |
47 |
|
|||||||
|
5,5 |
115 |
2 × 10 |
600 |
ПН75 |
ПС75 |
75 |
48 |
40 |
50 |
|
||||
|
125 |
2 × 12,5 |
600 |
ПН75 |
ПС75 |
75 |
50 |
|
|||||||
|
6,5 |
115 |
2 × 10 |
400 |
ПН75 |
ПС75 |
75 |
48 |
40 |
50 |
|||||
|
125 |
2 × 12,5 |
400 |
ПН75 |
ПС75 |
75 |
50 |
|
|||||||
|
7,5 |
115 |
2 × 10 |
300 |
ПН75 |
ПС75 |
75 |
48 |
40 |
50 |
|
||||
|
125 |
2 × 12,5 |
300 |
ПН75 |
ПС75 |
75 |
50 |
|
|||||||
|
6,5 |
140 |
2 × 10 |
600 |
ПН100 |
ПС100 |
100 |
48 |
40 |
50 |
|
||||
|
150 |
2 × 12,5 |
600 |
ПН100 |
ПС100 |
100 |
50 |
|
|||||||
|
7,5 |
140 |
2 × 10 |
400 |
ПН100 |
ПС100 |
100 |
48 |
40 |
50 |
|
||||
|
150 |
2 × 12,5 |
400 |
ПН100 |
ПС100 |
100 |
50 |
|
|||||||
|
9,0 |
150 |
2 × 12,5 |
300 |
ПН100 |
ПС100 |
100 |
48 |
|
||||||
|
С363 |
|
4,5 |
125 |
3 × 12,5 |
600 |
ПН50 |
ПС50 |
50 |
52 |
70 |
50 |
Противопожарная стена |
|
|
|
5,5 |
125 |
3 × 12,5 |
400 |
ПН50 |
ПС50 |
50 |
52 |
70 |
50 |
|
||||
|
6,5 |
125 |
3 × 12,5 |
300 |
ПН50 |
ПС50 |
50 |
52 |
70 |
50 |
|
||||
|
6,0 |
150 |
3 × 12,5 |
600 |
ПН75 |
ПС75 |
75 |
53 |
70 |
50 |
|
||||
|
7,0 |
150 |
3 × 12,5 |
400 |
ПН75 |
ПС75 |
75 |
53 |
70 |
50 |
|
||||
|
8,0 |
150 |
3 × 12,5 |
300 |
ПН75 |
ПС75 |
75 |
53 |
70 |
50 |
|
||||
|
7,0 |
175 |
3 × 12,5 |
600 |
ПН100 |
ПС100 |
100 |
54 |
70 |
50 |
|
||||
|
8,0 |
175 |
3 × 12,5 |
400 |
ПН100 |
ПС100 |
100 |
54 |
70 |
50 |
|
||||
|
9,5 |
175 |
3 × 12,5 |
300 |
ПН100 |
ПС100 |
100 |
54 |
70 |
50 |
|
||||
|
Примечание: профили толщиной 0,6 мм; 1 -
обшивка из ГВЛВ, 2 - при необходимости на усмотрение
заказчика подлежат охранной сигнализации |
|
|||||||||||||
|
С365 |
|
4,5 |
145 |
2 × 10 |
600 |
ПН50 |
ПС50 |
50 |
51 |
40 |
50 |
10, 19 |
|
|
|
155 |
2 × 12,5 |
600 |
ПН50 |
ПС50 |
50 |
52 |
||||||||
|
6,0 |
195 |
2 × 10 |
600 |
ПН75 |
ПС75 |
75 |
53 |
40 |
100 |
|||||
|
205 |
2 × 12,5 |
600 |
ПН75 |
ПС75 |
75 |
54 |
12, 22, 23, 31 |
|
||||||
|
6,5 |
245 |
2 × 10 |
600 |
ПН100 |
ПС100 |
100 |
54 |
40 |
||||||
|
255 |
2 × 12,5 |
600 |
ПН100 |
ПС100 |
100 |
55 |
|
|||||||
|
С366 |
|
4,5 |
260 |
2 × 10 |
600 |
ПН50 |
ПС50 |
50 |
51 |
40 |
50 |
Стена для проводки коммуникаций |
||
|
270 |
2 × 12,5 |
600 |
ПН50 |
ПС50 |
50 |
52 |
||||||||
|
6,0 |
310 |
2 × 10 |
600 |
ПН75 |
ПС75 |
75 |
54 |
40 |
100 |
|
||||
|
320 |
2 × 12,5 |
600 |
ПН75 |
ПС75 |
75 |
54 |
||||||||
|
6,5 |
360 |
2 × 10 |
600 |
ПН100 |
ПС100 |
100 |
56 |
40 |
|
|||||
|
370 |
2 × 12,5 |
600 |
ПН100 |
ПС100 |
100 |
56 |
||||||||
|
С367 |
|
9,0 |
177 |
3 × 12,5 |
300 |
ПН100 |
ПС100 |
100 |
54 |
40 |
50 |
Стена безопасности |
||
|
Примечание: профили толщиной 0,6 мм |
|
|||||||||||||
|
||||||||||||||
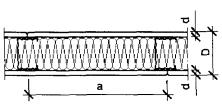
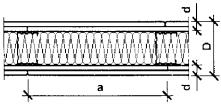
Технические
характеристики перегородок из гипсоволокнистых листов на деревянном каркасе
|
Тип перегородок |
Эскиз |
Максимальная высота перегородки, мм |
Толщина перегородки, D, мм |
Толщина одного слоя обшивки, d, мм |
Шаг стоечных профилей, а |
Сечение элементов деревянного каркаса |
Индекс изоляции воздушного шума, дБ |
Характеристики тепло-звукоизоляционного слоя |
Область применения (номер перегородки по
предыдущей таблице) |
|
||
|
Направляющего бруса |
Стоечного бруса |
|||||||||||
|
Плотность, кг/м3 |
Толщина, мм |
|
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
С368 |
|
3,1 |
80 |
10 |
600 |
60 ´ 40 |
60 ´ 50 |
41 |
40 |
50 |
4, 13, 26 |
|
|
3,1 |
85 |
12,5 |
600 |
45 |
70 |
50 |
51, 6, 92, 14,
15, 18, 20, 24, 27, 29 |
|
||||
|
С369 |
|
3,1 |
100 |
2 ´ 10 |
600 |
60 ´ 40 |
60 ´ 50 |
49 |
40 |
50 |
16, 17, 25, 29, 30 |
|
|
3,1 |
110 |
2 ´ 12,5 |
600 |
50 |
40 |
50 |
10, 19 |
|||||
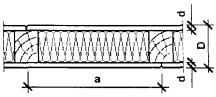
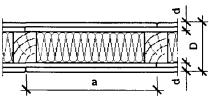
Монтаж перегородок следует выполнять в период
отделочных работ. Производство электромонтажных, санитарно-технических,
вентиляционных работ должно осуществляться после завершения монтажа каркаса
перегородок.
До начала монтажа перегородок все строительные
работы, связанные с «мокрыми» процессами, должны быть закончены. Монтаж должен
осуществляться до устройства чистого пола в условиях сухого или нормального
влажностного режима при температуре воздуха не ниже 10 °С.
До начала монтажа каркаса перегородок должна
быть выполнена разметка проектного положения перегородок. Она выполняется на
полу с помощью шнуроотбойного приспособления. Для быстрой и безошибочной
установки перегородок рекомендуется отмечать на полу места расположения
профилей (брусков), дверных проемов, толщину и тип гипсоволокнистых листов.
Разметка больших помещений должна производиться с помощью лазерной установки.
Проектные отметки положения перегородки с пола
с помощью отвеса должны быть переданы на потолок.
Монтаж каркаса и обшивка его гипсоволокнистыми
листами осуществляется в следующей последовательности.
На направляющие профили ПН и стоечные профили
ПС, примыкающие к стенам или друг к другу (при двойном каркасе), наклеивается
уплотнительная лента.
В соответствии с разметкой направляющие профили
устанавливаются и закрепляются к полу и потолку дюбелями с требуемым шагом.
В направляющие профили строго по отвесу с
проектным шагом, соответствующим типу конструкции перегородки, устанавливаются
стоечные профили. Соединение профилей друг с другом осуществляется по мере
обшивки каркаса гипсоволокнистыми листами с помощью просекателя методом
«просечки с отгибом» или посредством шурупов LN9.
Высота стоечных профилей в помещении должна
быть меньше высоты между верхними и нижними направляющими на 10 мм в обычных
условиях и на 20 мм в условиях сейсмичности.
Деревянные стойки устанавливаются
непосредственно на горизонтальные направляющие с соответствующим шагом и
крепятся винтами или гвоздями.
Стойки каркаса, примыкающие к стенам или
колоннам, должны быть закреплены разжимными дюбелями или дюбель-гвоздями с
шагом не более 1 м и не менее 3-х креплений на одну стойку.
Дверные коробки следует устанавливать
одновременно с монтажом каркаса перегородок. По обе стороны дверной коробки
монтируют опорные стоечные профили, перемычку над проемом и промежуточные
стойки. Стойки металлического каркаса перегородки следует усиливать деревянными
брусками для дверей массой до 30 кг или дополнительным профилем толщиной не
менее 2 мм при массе двери не более 100 кг.
После завершения монтажа каркаса внутри него
согласно проекту монтируются электротехнические и слаботочные проводки, а также
санитарно-технические трубопроводы.
Электротехнические и слаботочные проводки
пропускаются через предназначенные для этого отверстия в стенках стоек. При
этом принимаются необходимые меры предосторожности, чтобы избежать повреждения
проводки острыми краями обрезанной стали каркаса.
Не допускается размещать электропроводку вдоль
стоек внутри их во избежание ее повреждения острыми краями обрезанных профилей
каркаса или винтами во время крепления гипсоволокнистых листов.
В местах пересечения перегородок
коммуникационными трассами между стойками согласно проекту должны
устанавливаться обрамляющие элементы из профилей ПН и ПС с закреплением их к
стойкам каркаса.
При групповой прокладке трубопроводов
допускается устройство общего обрамления.
При необходимости пропуска инженерных
коммуникаций больших размеров допускается срезка вертикальных стоек с
установкой по краям отверстия дополнительных стоечных профилей каркаса на всю
высоту перегородки. В местах пересечения перегородок трубопроводами парового,
водяного отопления и водоснабжения необходимо установить гильзы.
При необходимости в полости перегородки между
обшивками устанавливают закладные детали, металлические траверсы и рамы для
навески стационарного оборудования массой до 150 кг, закрепляя их к стойкам
каркаса на винтах.
Каркас перегородки после завершения всех
предусмотренных проектом работ по его устройству обшивается гипсоволокнистыми
листами.
Перед монтажом гипсоволокнистых листов в местах
примыкания их кромок к поверхности потолка и стены, выполненных из другого
материала, должна быть наклеена разделительная лента.
Установку обшивки из гипсоволокнистых листов
производят сначала с одной стороны, затем закрепляют звукоизоляционный
материал, а затем выполняют обшивку с другой стороны перегородки.
Монтаж гипсоволокнистых листов должен вестись в
направлении со стороны стенки стоечных профилей каркаса.
Гипсоволокнистые листы располагаются, как
правило, вертикально, подгоняются друг к другу и привинчиваются к каркасу самонарезающими
винтами с шагом не более 250 мм, при этом не должна допускаться их деформация.
Стыки гипсоволокнистых листов с фальцевой
кромкой следует выполнять без зазора, а с прямой кромкой - с зазором 5 - 7 мм.
Зазор между листом и потолком должен быть равным
5 мм, а между листом и полом - 10 мм.
Поперечные стыки листов (торцевые) должны
располагаться на горизонтальных вставках из металлических профилей ПН или ПС,
деревянных брусках или полосах из гипсоволокнистого листа шириной 100 мм.
Поперечные стыки листов (торцевые) должны быть
смещены по вертикали относительно друг друга не менее чем на 400 мм. При
двухслойной обшивке торцевые стыки листов первого слоя должны быть также
смещены относительно стыков листов второго слоя не менее чем на 400 мм.
Крепежные работы необходимо вести от угла листа
в двух взаимно перпендикулярных направлениях. Листы должны крепиться к каркасу
винтами, располагаемыми с шагом не более 250 мм, винты должны отстоять от края
листа на расстоянии 15 мм. Смещение винтов по вертикали на двух смежных листах
должно быть не менее 10 мм.
Крепежные винты должны входить в ГВЛ под прямым
углом и проникать в полку профиля на глубину не менее 10 мм, а в деревянный
брус - на глубину не менее 20 мм. Головки винтов должны быть утоплены в
поверхность ГВЛ на глубину около 1 мм с целью их последующей шпаклевки.
В двухслойной обшивке шаг шурупов при креплении
листов первого слоя допускается увеличивать в 3 раза (750 мм).
В конструкциях перегородок с трехслойной
обшивкой шаг шурупов должен составлять: для первого слоя - 750 мм, для второго
- 500 мм, для третьего - 250 мм. Шурупы должны располагаться на расстоянии 25
см друг от друга.
Правильная установка винта
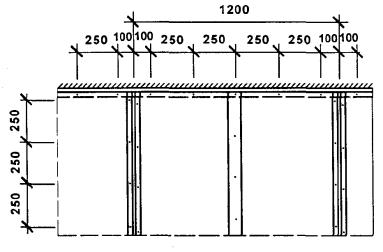
Правильное крепление ГВЛ к стойке
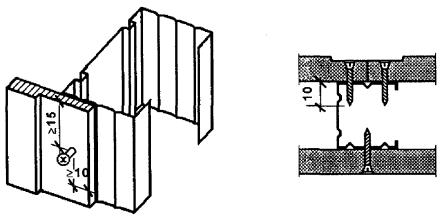
Стыковку листов ГВЛ следует производить только
на стойках каркаса. Монтаж листов следует производить в одном направлении с
открытой частью профиля, что обеспечит установку винтов в первую очередь ближе
к стенке, и при креплении соседнего листа ввинчиваемый винт не будет отгибать
внутрь полку профиля.
Картон в местах закручивания винтов не должен
быть растрепан.
Деформированные или неправильно закрученные
винты должны быть удалены, заменены новыми, которые необходимо расположить на
расстоянии не менее 50 мм от предыдущего места крепления.
После окончания монтажа ГВЛ с одной стороны
перегородки следует произвести укладку в пространство между стоечными профилями
изоляционных материалов, предусмотренных проектом.
Далее следует установить и закрепить
гипсоволокнистые листы с другой стороны каркаса. При двухслойной обшивке все
продольные и поперечные стыки ГВЛ второго слоя следует выполнять со смещением
относительно стыков листов первого слоя не менее чем на 400 мм.
По завершении монтажа ГВЛ на них
устанавливаются электрические коробки, розетки и выключатели.
Швы между ГВЛ должны быть заделаны, поверхность
ГВЛ должна быть огрунтована под декоративную отделку.
Обработка швов и поверхностей должна начинаться
тогда, когда в помещении установится температурно-влажностный режим,
соответствующий режиму эксплуатации. При этом температура в помещении должна
быть не ниже 10 °С. Не допустимы сквозняки и резкие колебания
температуры в помещении.
До обработки швов необходимо проверить
надежность крепления гипсоволокнистых листов. Выступающие головки винтов
необходимо довернуть.
Производство работ, ведущих к повышению
влажности в помещении (штукатурных, устройству цементных стяжек и т.п.), должно
быть завершено.
Швы между гипсоволокнистыми листами необходимо
заделать при помощи шпаклевочных смесей «Фугенфюллер ГВ» или «Унифлот».
Перед шпаклеванием все стыки листов необходимо
обработать грунтовкой глубокого проникновения.
Стыки листов, образованные фальцевой кромкой
(ФК), необходимо зашпаклевать с использованием армирующей ленты, которая
втапливается в предварительно нанесенный слой шпаклевки. После отвердения
наносится окончательный (выравнивающий) слой шпаклевки.
При двухслойной обшивке стыки листов первого
слоя допускается шпаклевать без армирующей ленты.
Поперечные стыки ГВЛ следует заделывать без
использования армирующей ленты.
После высыхания шпаклевки стыки следует
обработать при помощи шлифовального приспособления.
Внешние углы перегородок, образованные
сопряжением гипсоволокнистых листов под углом более 90°, следует защитить от
механических повреждений при помощи защитного алюминиевого углового профиля,
который втапливается в предварительно нанесенный слой шпаклевки.
Стыки перегородок с другими строительными
конструкциями следует отделять друг от друга на участке примыкания самоклеющей
разделительной лентой.
Разделительная лента должна крепиться к
примыкающим конструкциям перед обшивкой перегородок. После шпаклевки зазоров
между обшивкой и разделительной лентой, излишки ленты должны быть срезаны.
Поверхность перегородок на основе ГВЛ пригодна
под любую отделку (окраска, оклейка обоями, декоративная штукатурка, облицовка
керамической плиткой).
Поверхность перегородок на основе ГВЛ
рекомендуется окрашивать вододисперсионными красками. Не допускается нанесение
известковых красок и красок на жидком стекле. Краска наносится, как правило, не
разбавленной при помощи валика или кисти. Окрашивание считается правильным,
если на окрашенной поверхности не будут различимы стыки гипсоволокнистых
листов.
При повышенных требованиях к качеству отделки
следует выполнить окончательную подготовку поверхности обшивки с помощью
шпаклевки «Финиш-паста» или «Борд-Финиш». При этом под окраску должна быть
обработана вся поверхность.
При отделке поверхностей перегородок на основе
ГВЛ могут применяться обои различных типов. Перед оклейкой поверхности ГВЛ швы
между листами рекомендуется обрабатывать грунтовкой «Тифенгрунд».
К оклеиванию обоями следует приступать после
полного высыхания грунтовочного покрытия.
При облицовке керамической плиткой шаг стоечных
профилей необходимо уменьшить до 400 мм.
Поверхности конструкций, эксплуатирующихся в
помещениях с влажным режимом, следует обрабатывать гидроизоляционным составом
типа «Флехендихт», а углы дополнительно проклеивать уплотнительной
гидроизоляционной лентой «Флехендихтбанд». Отверстия для труб следует выполнять
с припуском в 1 см и герметизировать силиконовым герметиком. После высыхания
гидроизоляции на поверхность перегородки зубчатым шпателем наносится клей для
керамической плитки «Флизенклебер», на который клеится плитка.
Швы между плиток следует заделывать заполнителем
швов «Фугенбунд» или «Фугенбрайт».
Приемка смонтированных конструкций
Смонтированные конструкции перегородок следует
принимать поэтажно или посекционно с оформлением соответствующих актов на
скрытые работы (монтаж каркаса, прокладка силовой и слаботочной проводки,
укладка звукоизоляционного слоя, заделка стыков ГВЛ и т.д.).
При приемке работ следует проверить надежность
крепления ГВЛ к каркасу винтами, отсутствие трещин, поврежденных мест,
отбитость углов, их устойчивость.
Перепады между смежными листами не должны
превышать 0,5 мм. Поверхность ГВЛ должна быть ровной, гладкой без загрязнений и
масляных пятен.
Требования
к обшивке из гипсоволокнистых листов
|
Технические требования |
Предельные отклонения |
Контроль |
|
Поверхность
из ГКЛ должна иметь отклонения и неровности, не превышающие показатели для
высококачественной штукатурки: |
|
Измерительный,
не менее 5 измерений на 50 - 70 м2 поверхности покрытия или на
площади отдельных участков, выявленных сплошным визуальным осмотром;
регистрация - в журнале работ; акт приемки |
|
отклонения по вертикали не должны превышать 1 мм на 1 м |
не более 5 мм на всю высоту помещения |
|
|
отклонения по горизонтали не должны превышать 1 мм на 1 м |
- |
|
|
неровности поверхностей плавного очертания (на 4 м2)
не должны превышать 2 мм, глубиной (высотой) до 2 мм |
- |
|
|
отклонения оконных и дверных откосов, пилястр и т.п. от
вертикали и горизонтали не должны превышать 1 мм на 1 м |
не более 3 мм на всю высоту |
|
|
Покрытия
из ГКЛ не должны быть не зыбкими, при легком простукивании деревянным
молотком в стыках между ГКЛ не должны появляться трещины; допускаются провесы
в стыках не более 1 мм |
- |
|
|
Заделанные
стыки между ГКЛ не должны быть заметны, а смежные листы должны находиться в
единой плоскости, на поверхности не должно быть раковин, изломов, трещин,
наплывов шпаклевочного раствора |
|
Узлы перегородок С361, С362, С368 и С369
УЗЛЫ ПЕРЕГОРОДКИ С361 ПО СЕРИИ 1.031.9-3.01
|
Вертикальный разрез перегородки |
Примыкание перегородки к стене |
Сопряжение гипсоволокнистых листов по вертикали |
|
Узел сопряжения трех перегородок |
Узел Г |
УЗЛЫ ПЕРЕГОРОДКИ С362 ПО СЕРИИ 1.031.9-3.01
|
Вертикальный разрез перегородки |
Примыкание перегородки к стене |
Сопряжение гипсоволокнистых листов по вертикали |
|
Узел сопряжения трех перегородок |
Узел Г |
УЗЛЫ ПЕРЕГОРОДКИ С368 ПО СЕРИИ 1.031.9-3.01
|
Вертикальный разрез перегородки |
Примыкание перегородки к стене |
Сопряжение гипсоволокнистых листов по вертикали |
|
Узел сопряжения трех перегородок |
Узел Г |
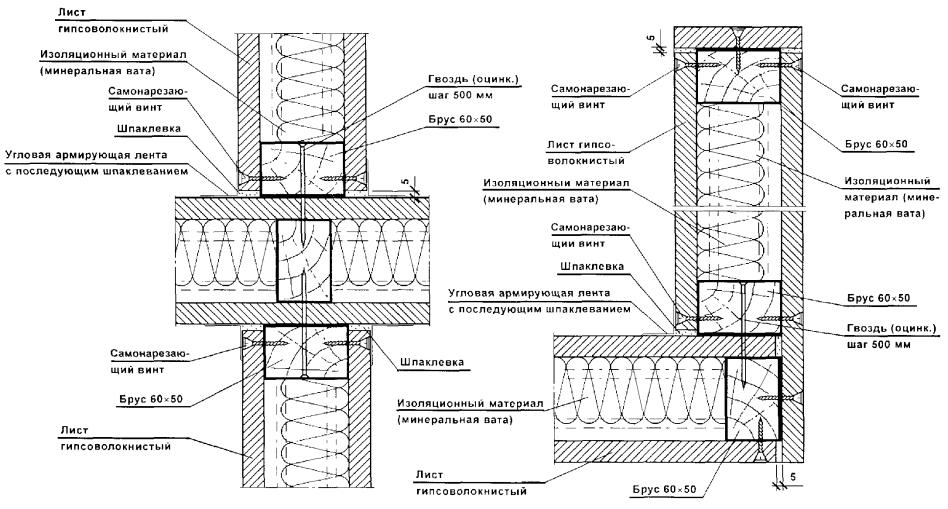
УЗЛЫ ПЕРЕГОРОДКИ С369 ПО СЕРИИ 1.031.9-3.01
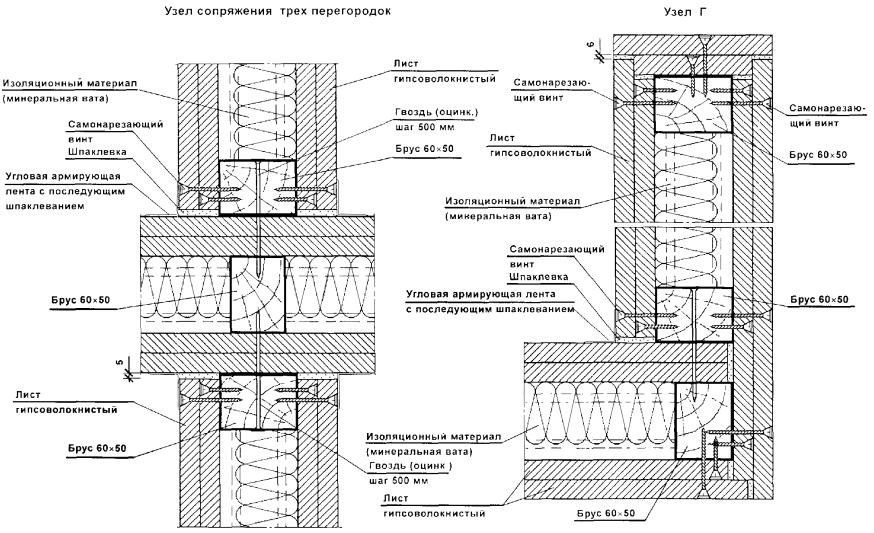
Серия 1.231.9-10 Унифицированные перегородки
из листовых материалов для общественных зданий.
Вып. 3 Перегородки поэлементной сборки из цементностружечных плит на деревянном
каркасе
Материалы данного выпуска содержат перечень
типов перегородок, монтажные узлы, комплектующие элементы и детали, рекомендации
по заделке швов и методам отделки лицевых поверхностей.
Перегородки поэлементной сборки предназначены
для применения в проектах общественных зданий (предприятия общественного
питания, торговли, бытового обслуживания, школ, учебных, лечебных и детских
учреждений), а также в гостиницах, административно-бытовых зданиях и др., с
высотами этажей равными 2,8 м; 3,3 м; 3,6 м; 4,2 м. В облицовках гостиниц,
школ, детских садов, учебных и лечебно-профилактических учреждений в качестве
звукоизоляционного слоя следует применять прошивные минераловатные маты по ТУ
21-РСФСР-1.301-86 или другие звукопоглощающие маты, в прочих общественных
зданиях разрешается применять минераловатные плиты по ГОСТ
9573-96.
Перегородки следует применять в помещениях с
нормальным температурно-влажностным режимом в зданиях с неагрессивной средой.
Индекс изоляции воздушного шума должен быть в пределах 36 - 47 дБ. Для отделки
перегородок на путях эвакуации, а также в помещениях лечебных и детских
дошкольных учреждений следует применять несгораемые материалы (рекомендуется
применять керамические плитки, асбестоцементные листы, водоэмульсионные,
клеевые краски и др.).
Перегородки поэлементной сборки представляют
собой каркасную конструкцию, обшитую с двух сторон цементностружечными плитами
(ЦСП). Каркас перегородок (вертикальные стойки и горизонтальные направляющие)
следует изготавливать из пиломатериалов хвойных пород по ГОСТ 8486-86*.
Бруски каркаса следует антисептировать. Максимальная влажность древесины
каркаса допускается не выше 15 - 17 %.
Материалом обшивки являются цементностружечные
плиты по ГОСТ 26816-86
толщиной 10 мм. Перед установкой обшивок в проектное положение в ней
просверливаются и зенкуются отверстия под шурупы. Крепление цементностружечных
плит к каркасу осуществляется шурупами 3 ´ 30 мм, 3,5 ´ 40 мм по ГОСТ 1145-80* с
шагом 300 мм.
Для повышения звукоизоляции перегородок
предусмотрены прошивные минераловатные звукопоглощающие маты g = 125 кг/м3
по ТУ 21-РСФСР-1.301-86 или полужесткие минераловатные плиты толщиной 50 мм g = 125 кг/м3
на синтетической связке по ГОСТ
9573-96.
Для отделки поверхностей цементностружечных
перегородок рекомендуется применять пленки декоративные отделочные самоклеющие
ПДСО по ГОСТ
24944-81, поливинилхлоридные отделочные материалы, обои, клеевые,
водоэмульсионные краски, эмали, синтетические краски и другие материалы из
числа разрешенных для применения в строительстве Министерством здравоохранения
СССР.
Монтаж перегородок должен производиться только
в период отделочных работ (в зимнее время - при подключении отопления) и до
устройства чистого пола в следующей последовательности:
- выполняется разметка и к бетонным, кирпичным
и т.п. конструкциям крепятся верхние и нижние направляющие бруски с помощью
разжимных дюбелей с шагом 500 мм;
- к направляющим брускам с шагом 625 мм
устанавливаются по отвесу и крепятся гвоздями стойки;
- с одной из сторон каркаса устанавливаются и
крепятся шурупами цементностружечные плиты; устанавливаются и крепятся к
стойкам каркаса стандартные дверные коробки;
- между стойками устанавливаются прошивные маты
или минераловатные плиты;
- устанавливаются и крепятся шурупами
цементностружечные плиты с противоположной стороны каркаса; при одинарной и
дублированной обшивке плиты ЦСП устанавливаются вразбежку;
- все стыки цементностружечных плит, углы и
примыкания проклеиваются перфорированной бумажной или тканевой лентой и
шпатлюются безусадочной гипсовой шпатлевкой;
- выполнение наружного отделочного слоя
(моющиеся обои, синтетические пленки, обычные обои, покраска) должны
производиться после подготовки поверхностей перегородки (шпатлевка, зачистка);
- по окончании отделочных работ устанавливается
электротехнический плинтус по ГОСТ
19111-77 или деревянный - по ГОСТ
8242-88.
Расшифровка типа перегородки ПЦД-1м (2м):
ПЦД - перегородка на деревянном каркасе
цементностружечная;
1 - толщина
перегородки 74 мм (2 - 94 мм);
м - наличие минераловатного звукоизоляционного
слоя.
Типы перегородок
|
Тип |
Эскиз |
Толщина, мм |
Индекс изоляции воздушного шума, дБ |
Предел огнестойкости, час |
Высота перегородки, мм |
|
ПЦД-1 |
|
74 |
36 |
0,25 |
2500 3000 3300 3900 |
|
ПЦД-1м |
|
74 |
42 |
0,5 |
2500 3000 3300 3900 |
|
ПЦД-2 |
|
94 |
43 |
0,5 |
2500 3000 3300 3900 |
|
ПЦД-2м |
|
94 |
47 |
0,75 |
2500 3000 3300 |
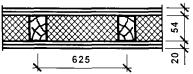
Узлы перегородок типа ПЦД-1м и
ПЦД-2м
Узлы перегородок типа ПЦД-1м (ПЦД-1)
Вертикальный разрез перегородки
|
Пустотелая
облицовка ПЦД-1 аналогична приведенной облицовке ПЦД-1м за исключением
звукоизоляционного слоя |
|
Пустотелая
облицовка ПЦД-1 аналогична приведенной облицовке ПЦД-1м за исключением
звукоизоляционного слоя |
Узлы перегородок типа ПЦД-2м (ПЦД-2)
|
Пустотелая облицовка ПЦД-2 аналогична приведенной
облицовке ПЦД-2м за исключением звукоизоляционного слоя |
Серия 1.231.9-10 Унифицированные перегородки
из листовых материалов для общественных зданий.
Вып. 4 Перегородки поэлементной сборки из цементностружечных плит на
металлическом каркасе
Материалы данного выпуска содержат перечень
типов перегородок, монтажные узлы, комплектующие элементы и детали,
рекомендации по заделке швов и методам отделки лицевых поверхностей.
Перегородки поэлементной сборки предназначены
для применения в проектах общественных зданий (предприятий общественного
питания, торговли, бытового обслуживания, школ, учебных, лечебных и детских
учреждений), а также в гостиницах, административно-бытовых зданиях и др., с
высотами этажей равными 2,8 м; 3,3 м; 3,6 м; 4,2 м. В облицовках гостиниц,
школ, детских садов, учебных и лечебно-профилактических учреждений в качестве
звукоизоляционного слоя следует применять прошивные минераловатные маты по ТУ
21-РСФСР-1.301-86 или другие звукопоглощающие маты, в прочих общественных
зданиях разрешается применять минераловатные плиты по ГОСТ
9573-96.
Перегородки следует применять в помещениях с
нормальным температурно-влажностным режимом в зданиях с неагрессивной средой.
Индекс изоляции воздушного шума должен быть в пределах 36 - 51 дБ. Для отделки
перегородок на путях эвакуации, а также в помещениях лечебных и детских
дошкольных учреждений следует применять несгораемые материалы (рекомендуется
применять керамические плитки, асбестоцементные листы, водоэмульсионные,
клеевые краски и др.).
Перегородки поэлементной сборки представляют
собой каркасную конструкцию, обшитую с двух сторон цементностружечными плитами
(ЦСП). Каркас перегородок (вертикальные стойки и горизонтальные направляющие)
следует монтировать из гнутых профилей, изготовленных путем профилирования
рулонной тонколистовой оцинкованной стали на профилегибочных станках. Толщина
стали - 0,5 и 0,6 мм.
Материалом обшивки являются цементностружечные
плиты по ГОСТ 26816-86
толщиной 10 мм. Перед установкой обшивок в проектное положение в ней
просверливаются и зенкуются отверстия под винты. Крепление цементностружечных
плит к каркасу осуществляется винтами самосверлящими самонарезающими по ТУ
14-4-959-78.
Для повышения звукоизоляции перегородок
предусмотрены прошивные минераловатные звукопоглощающие маты g = 125 кг/м3
по ТУ 21-РСФСР-1.301-86 или полужесткие минераловатные плиты толщиной 50 мм g = 125 кг/м3
на синтетической связке по ГОСТ
9573-96.
Для отделки поверхностей цементностружечных
перегородок рекомендуется применять пленки декоративные отделочные самоклеющие
ПДСО по ГОСТ
24944-81, поливинилхлоридные отделочные материалы, обои, клеевые,
водоэмульсионные краски, эмали, синтетические краски и другие материалы из
числа разрешенных для применения в строительстве Министерством здравоохранения СССР.
Монтаж перегородок должен производиться только
в период отделочных работ (в зимнее время - при подключении отопления) и до
устройства чистого пола в следующей последовательности:
- выполняется разметка и к бетонным, кирпичным
и т.п. конструкциям крепятся верхние и нижние направляющие профили с помощью
дюбелей «ДГП» с шагом 500 мм (точка забивки дюбеля должна отстоять от края
строительного основания на расстояние не менее 100 мм);
- в направляющие профили с шагом 625 мм
устанавливаются по отвесу и крепятся с помощью просечных клещей с последующим
отгибом стойки каркаса;
- через отверстия в стойках пропускается
силовая и слаботочная проводка, вывод наружу проводки производится через
отверстия в обшивке перегородки, обозначенные в проекте;
- устанавливаются и крепятся к стойкам каркаса
стандартные дверные коробки;
- с одной из сторон каркаса устанавливаются и
крепятся самосверлящими шурупами цементностружечные плиты;
- между стойками каркаса устанавливаются
прошивные минераловатные маты или минераловатные плиты;
- устанавливаются и крепятся самосверлящими
шурупами цементностружечные плиты с противоположной стороны каркаса, при
одинарной и дублированной обшивке плиты ЦСП устанавливаются вразбежку;
- все стыки
цементностружечных плит, углы и примыкания проклеиваются перфорированной бумажной или тканевой лентой и
шпатлюются безусадочной гипсовой шпатлевкой;
- выполнение наружного отделочного слоя
(моющиеся обои, синтетические пленки, обычные обои, покраска) должны
производиться после подготовки поверхностей перегородки (шпатлевка заподлицо,
зачистка);
- по окончании отделочных работ устанавливается
электротехнический плинтус по ГОСТ
19111-77 или деревянный - по ГОСТ
8242-88.
Расшифровка типа перегородки ПЦМ-1м:
ПЦМ - перегородка цементностружечная на
металлическом каркасе;
1 - толщина
перегородки 85;
м - наличие минераловатного звукоизоляционного
слоя.
Типы перегородок
|
Тип |
Эскиз |
Толщина, мм |
Индекс изоляции воздушного шума, дБ |
Предел огнестойкости, час |
Высота перегородки, мм |
|
ПЦМ-1 |
|
85 |
37 |
0,25 |
2500 3000 3300 3900 |
|
ПЦМ-1м |
|
85 |
44 |
0,5 |
2500 3000 3300 3900 |
|
ПЦМ-2 |
|
105 |
43 |
0,5 |
2500 3000 3300 3900 |
|
ПЦМ-2м |
|
105 |
49 |
0,75 |
2500 3000 3300 3900 |
|
ПЦМ-3 |
|
95 |
39 |
0,25 |
2500 3000 3300 3900 |
|
ПЦМ-3м |
|
95 |
45 |
0,5 |
2500 3000 3300 3900 |
|
ПЦМ-4 |
|
115 |
45 |
0,75 |
2500 3000 3300 3900 |
|
ПЦМ-4м |
|
115 |
51 |
0,75 |
2500 3000 3300 3900 |
|
ПЦМ-5 |
|
110 |
39 |
0,25 |
2500 3000 3300 3900 |
|
ПЦМ-5м |
|
110 |
45 |
0,5 |
2500 3000 3300 3900 |
|
ПЦМ-6 |
|
130 |
45 |
0,5 |
2500 3000 3300 3900 |
|
ПЦМ-6м |
|
130 |
51 |
0,75 |
2500 3000 3300 3900 |
|
ПЦМ-7 |
|
120 |
39 |
0,25 |
2500 3000 3300 3900 |
|
ПЦМ-7м |
|
120 |
45 |
0,5 |
2500 3000 3300 3900 |
|
ПЦМ-8 |
|
140 |
45 |
0,5 |
2500 3000 3300 3900 |
|
ПЦМ-8м |
|
140 |
51 |
0,75 |
2500 3000 3300 3900 |
|
ПЦМ-9 |
|
170 |
39 |
0,25 |
2500 3000 3300 3900 |
|
ПЦМ-9м |
|
170 |
45 |
0,75 |
2500 3000 3300 3900 |
|
ПЦМ-10 |
|
190 |
46 |
0,5 |
2500 3000 3300 3900 |
|
ПЦМ-10м |
|
190 |
51 |
0,75 |
2500 3000 3300 3900 |
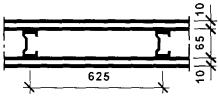
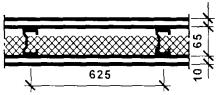
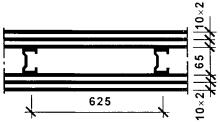
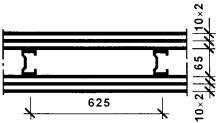
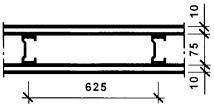
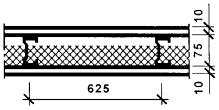
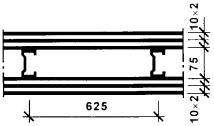
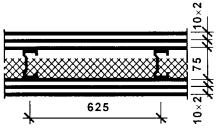
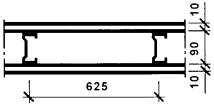
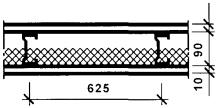
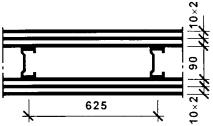
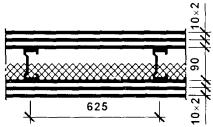
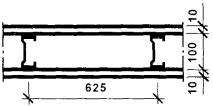
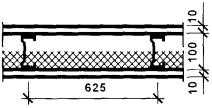
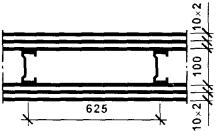
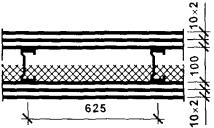
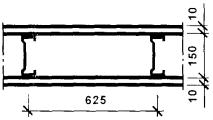
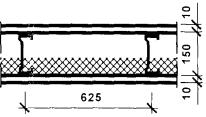
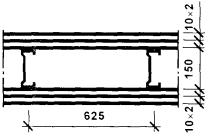
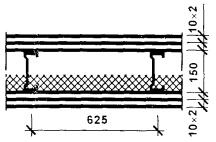
Узлы перегородок типа ПЦМ-1м и
ПЦМ-2м
Узлы перегородок типа ПЦМ-1м (ПЦМ-1)
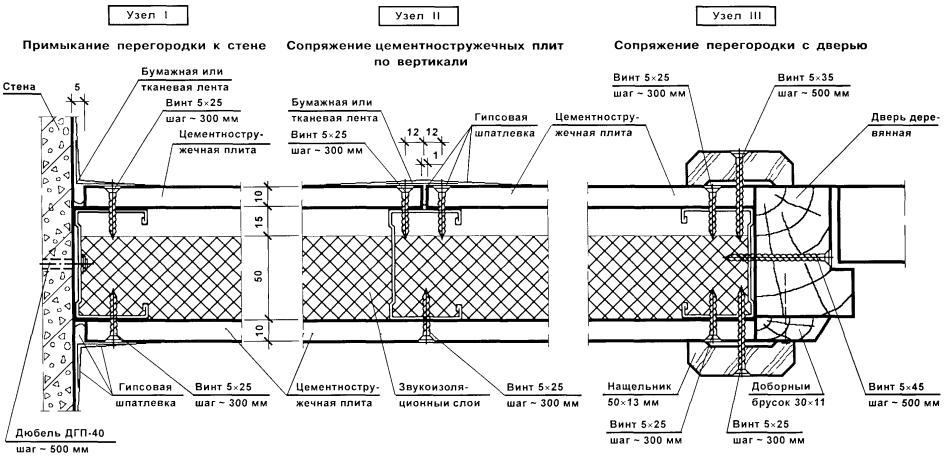
|
Пустотелая
облицовка ПЦМ-1 аналогична приведенной облицовке ПЦМ-1м за исключением
звукоизоляционного слоя |
|
Пустотелая
облицовка ПЦМ-1 аналогична приведенной облицовке ПЦМ-1м за исключением
звукоизоляционного слоя |
|
Пустотелая
облицовка ПЦМ-1 аналогична приведенной облицовке ПЦМ-1м за исключением
звукоизоляционного слоя |
Узлы перегородок типа ПЦМ-2м
(ПЦМ-2)
|
Пустотелая
облицовка ПЦМ-2 аналогична приведенной облицовке ПЦМ-2м за исключением
звукоизоляционного слоя |
|
|
|
|